
Перед началом работы с прибором внимательно
прочтите данное руководство
Внимательно ознакомьтесь со всеми мерами
предосторожности, описанными в данном
руководстве
Храните данное руководство в доступном месте

Содержание
Меры предосторожности…………………………………1
Введение……………………………………………………………………… 6
Описание оборудования………………………………………………. 8
1. Конструкция сварочного аппарата …………………………………………………………. 8
2. Другие принадлежности, необходимые для процесса сварки ………………….. 9
3. Описание и фун кции сварочного аппарата …………………………………………… 10
Основные опера ции …………………………………………………… 12
1. Подключение блок ов питания ………………………………………………………………. 12
2. Включение сварочного аппарата…………………………………………………………… 16
3. Настройка устройства центрирования КДЗС………………………………………… 17
4. Очистка оптического волокна ………………………………………………………………. 17
5. Установка КДЗС……………………………………………………………………………………. 17
6. Снятие покрытия и очистка волокна ……………………………………………………. 17
7. Скалывание волокна…………………………………………………………………………….. 18
8. Установка волокна в с варочный аппарат …………………………………………….. 19
9. Сварка волокон …………………………………………………………………………………….. 20
10. Извлечение сваренного волокна ………………………………………………………….. 26
11. Центрирование КДЗС………………………………………………………………………….. 26
12. Термоусадка КДЗС ………………………………………………………………………………. 26
Повышение качества сварки…………………………………….. 28
1. Очистка и контроль ………………………………………………………………………………. 28
2. Регламентные работы …………………………………………………………………………… 30
Режимы работы ………………………………………………………. 34
1. Режимы сварки……………………………………………………………………………………… 34
2. Режим нагревателя ……………………………………………………………………………….. 48
3. Калибровка дуги……………………………………………………………………………………. 52
4. Настройки …………………………………………………………………………………………….. 54
5. Результаты сварк и ………………………………………………………………………………… 56
Системные настройки……………………………………………… 60
1. Изменение положения монитора …………………………………………………………… 62
2. Экономия пита ния………………………………………………………………………………… 63
3. Настройки блокировок, начальные и другие настройки ………………………. 64
Содержание
Контрольные функции……………………………………………… 66
1. Замена электродов ………………………………………………………………………………… 67
2. Обжиг электродов …………………………………………………………………………………. 68
3. Сброс счетчика дуги……………………………………………………………………………… 68
4. Разряд батареи………………………………………………………………………………………. 69
5. Установка календаря ……………………………………………………………………………. 70
6. Показания датчиков……………………………………………………………………………… 70
7. Диагностика………………………………………………………………………………………….. 71
8. Тест на пыль …………………………………………………………………………………………. 72
9. Калибровка моторов …………………………………………………………………………….. 72
10. Мотор ………………………………………………………………………………………………….. 73
11. Контрольные параметры…………………………………………………………………….. 73
Список сообщений об ошибках …………………………………. 74
Вопросы и устранение неисправности …………………….. 82
1. Источник питания ………………………………………………………………………………… 82
2. Процесс сварки……………………………………………………………………………………… 83
3. Операция термоусаживания КДЗС ……………………………………………………….. 85
4. Наставление………………………………………………………………………………………….. 85
5. Дополнительные функции ……………………………………………………………………. 86
Гарантийные обязательства …………………………………… 87
1. Гарантия……………………………………………………………………………………………….. 87
2. Контактные адреса ……………………………………………………………………………….. 88
1
Меры предосторожности
Сварочный аппарат FSM-50S предназначен для сварки кварцевых оптических
волокон. Не используйте данный аппарат для других целей.
Компания Fujikura Ltd. уделяет особое внимание безопасности персонала.
Неправильное использование аппарата может привести к поражению
электрическим током, возгоранию и/или серьезной травме оператора.
Прочтите все меры
предосторожности и разберитесь
в них.
Сразу обратитесь в Сервис-центр
для ремонта.
Перед началом работы с
прибором внимательно прочтите
данное руководство
Сохраняйте данное руководство
для дальнейшего использования.
Строго соблюдайте все меры
предосторожности
Не используйте
неисправный аппарат
Руководство по эксплуатации
В данном руководстве для
предупреждения и обозначения
опасности используются следующие
предупреждающие сим волы.
ПРЕДОСТЕРЕЖЕНИЕ
Существует вероятность
серьезного ранения или смерти при
неправильном использовании
оборудования и игнорировании знака.
ПРЕДУПР ЕЖДЕНИЕ
Существует вероятность получения
травмы или материального ущерба
при неправильном использовании
оборудования и игнорировании знака.
Обратите внимание!
Горячая поверхность!
Запрещено!
Не разбирать!
Обязательное действие!
Отключите вилку от сети!
ПРЕДОСТЕРЕЖЕНИЯ
Немедленно отключите шнур питания от сварочного аппарата или сетевой
розетки в следующих случаях:
• При появлении дыма, странного запаха, шума или при перегреве.
• При попадании жидкости или посторонних пред метов внутрь
аппарата.
• При повреждении или падении аппарата.
В этих случаях обратитесь в Сервис-центр для ремонта. Использование
неисправного оборудования может привести к поврежд ению аппарата,
поражению током или возгоранию и стать причиной серьезных травм,
смерти или пожара.
Используйте только специально разработанный для данного сварочного
аппарата сетевой адаптер / зарядное устройство (ADC-11). Использование
неподходящего источника питания от сети может вызвать появление
дыма, поражение током или повреждение прибора и стать причиной
серьезных травм, смерти или пожара.
Используйте поставляе мый с прибором сетевой шнур питания. Не кладите
тяжелые предметы на шнур питания. Использование неподходящего или
поврежденного шнура питания может вызвать появление дыма, поражение
током или повреждение прибора и стать причиной серьезных травм,
смерти или пожара.
Не разбирайте и не модифицируйте сварочный аппарат, сетевой адаптер
или батарею. В частности, не удаляйте и не замыкайте электрические узлы
аппарата (например, предохранитель или переключа тель). Модификация
аппарата может вызвать травмы персонала, смерть, поражение током или
возгорание.
Никогда не используйте сварочный аппарат при наличии в окружающей
среде горючих жидкостей и паров. Электрическая дуга аппарата может в
таких условиях привести к опасному возгоранию или взрыву.
Не очищайте аппарат сжатым газом или воздухом, так ка к они могут
содержать горючие вещества, которые могут воспламениться
электрическим разрядом.
ПРЕДОСТЕРЕЖЕНИЯ
Не дотрагивайтесь до электродов, когда аппарат включен и питание
подается на данный блок. На электроды подается высокое напряжение, и
они могут быть нагреты до высокой температуры, что м ожет быть
причиной серьезного поражения током или ожога.
Замечание Дуговой разряд останавливается при открывании защитных
крышек. Перед заменой электродов выключите аппарат и отключите шнур
питания.
Всегда надевайте за щитные очки при работе с аппаратом и при подготовке
волокон для сварки. Кусочки оптического волокна чрезвычайно опасны
при попадании в глаза, на кожу или в рот.
Используйте только подходящий источник питания.
• Подходящий сетевой источник питания имеет ~100-240В, 50-60Гц.
Проверьте сетевой источник питания перед использованием.
Подходящий источни к питания постоянного тока имеет 10-12В. Не
подходящий источник питания может вызвать появление дыма,
поражение током или повреждение прибора и стать причиной
серьезных травм, смерти или пожара.
• Генераторы переменного тока обычно дают слишком высокое выходное
напряжение или имеют нестабильную частоту. Измерьте тестером
выходное напряжение перед подключением шнура питания.
Ненормально высокое напряжение или нестабильная частота может
вызвать появление дыма, поражение током или повреждение прибора и
стать причиной серьезных травм, смерти или пожара. Убедитесь, что
генератор проходит регулярные проверки и техническое обслуживание.
Не модифицируйте, не нагревайте, не растягивайте сетевой шнур питания
и не нарушайте условия его эксплуатации. Использование поврежденного
сетевого шнура может вызвать появление дыма, поражение током или
повреждение прибора и стать причиной травм, с мерти или пожара.
FSM-50S использует трехжильный сетевой шнур питания
предусматривающий защитное заземление. Аппарат ДОЛЖЕН быть
заземлен. Используйте только прилагаемый трехжильный сетевой шнур
питания с заземление м. Никогда не используйте двухжильный сетевой
шнур питания, удлинитель или розетку без заз емления.
ПРЕДОСТЕРЕЖЕНИЯ
Правильно подключайте шнур питания к разъему сварочного аппарата и
сетевой розетке. При подключении шнура убедитесь, что на контактах нет
пыли и грязи. Вставляйте разъем шнура питания в ответную часть на
аппарате и вилку шнура в сетевую розетку до конца. Неполное
подключение шнура питания может вызвать появление дыма, поражение
током или повреждение прибора и стать причиной травм, смерти или
пожара.
Не закорачивайте клеммы сетевого адаптера (ADC-11) и аккумуляторной
батареи (BTR-06). Большой электрический ток может вызвать появление
дыма, поражение током или и стать причиной травм или пожара.
Не прикасайтесь к аппарату, сетевому шнуру питания и разъемам
мокрыми руками, так как это может привести к поражению током.
Не используйте аппара т вблизи горячих объектов, в ме стах с высокой
температурой, в пыльной/влажной атмосфере или при наличии на
аппарате заметного конде нсата влаги, так как это может привести к
поражению током, отказу или плохому качеству сварки.
При использовании аккумуляторной батареи (BTR-06) соблюдайте
следующие правила.
Нарушение данных правил может вызвать взрыв или привести к травме.
• Не заряжайте батарею способом, не описанным в руководстве.
• Не помещайте батарею в огонь.
• Не заряжайте и не разряжайте батарею вблизи от огня или под
прямыми солнечными лучами.
• Не трясите батарею и не подвергайте ее воздействию избыточной
вибрации.
• Если произошла утечка жидкости из батареи, не допускайте ее
попадания на кожу или в глаза. Если жидкость попала на кожу или в
глаза, тщательно смойте ее водой и обратитесь к врачу. Утилизируйте
батарею и обратитесь в Сервис-центр за заменой.
• Не кладите батарею на сетевой адаптер во время зарядки.
• Если в течении трех часов зарядка батареи не завершилась или не
загорелся светодиодный индикатор «ЗАРЯД», немедленно остановите
зарядку и обратитесь в Сервис-центр для рем онта.
Перед переноской а ппарата в специальном кейсе на ремне, проверьте как
сам ремень, так и его крепления. Если ремень порвется или выскользнет
из крепления, то возможна травма персонала или повреждение
оборудования.
ПРЕДУПРЕЖДЕНИЯ
Не храните сварочный аппарат в местах с высокой температурой или
влажностью, так как это может привести к его повреждению.
Не дотрагивайтесь до термоусаживаемой трубки и нагревателя во время
или сразу после терм оусаживания, так как они очень горя чие и это может
привести к ожогу.
Не помещайте аппарат на неустойчивую поверхность, так как это может
привести к его падению и вызвать ранение перс онала или повреждение
оборудования.
Сварочный аппарат представляет собой сложное пре цизионно
настроенное оборудование. Сильные вибрации и удары для аппарата
недопустимы, так как могут привести к его поломке . Для
транспортировки и хранения используйте специальный кейс,
поставляемый с аппаратом, который защищает от повреждений,
вибрации, ударов и влаги.
При работе с электродами соблюдайте следующие правила.
• Используйте только соответствующие электроды.
• Устанавливайте электроды в правильное положение.
• Заменяйте электроды парами.
Нарушение данных правил может привести к изме нению мощности дуги,
повреждению сварочного аппарата или ухудшению его характеристик.
Для прочистки линз объективов, V-образных канавок, зеркал, монитора и
т.д. не используйте никаких химических препаратов, за исключением
чистого (≥99%) спирта, иначе возможно ухудшение четкости
изображения, обесцвечивание деталей, повреждение и износ аппарата.
Сварочный аппарат не требует смазки. Масло или жир могут ухудшить
характеристики сварочного аппарата или вызвать его повреждение.
Оборудование должно ре монтироваться и настраиваться только
квалифицированным инженером. Неквалифицированный ремонт может
привести к возгоранию или поражению электрическим током.
При возникновении каких либо проблем, обращайтесь к поставщику
оборудования.

6
Введение
Сварочный аппарат FSM-50S разработан
для сварки различных типов оптических
волокон. В FSM-50S используется
юстировка свариваемых волокон по
профилю показателя преломления (PAS Profile Alignment System). Сварочный
аппарат имеет малый вес, компактен,
легок в управление и обеспечивает
быструю качественную сварку
оптических волокон. Данные свойства
FSM-50S позволяют использовать его в
различных условиях. Для ознакомления
со всеми возможностями FSM-50S
прочтите следующую важную
информацию.
Режим сварки
В сварочном аппарате FSM-50S самым быстрым режимом сварки является
режим [SM], который обеспечивает сварку за 9 секунд. Однако, режим [SM]
позволяет сваривать то л ько стандартные одномодовые волокна (ITU-T G652) и
не может обеспечить низкие потери на соединении при сварке других типов
волокон, например NZDS (ITU-T G655). Если допустимо увеличение времени
сварки, то компания Fujikura рекомендует использоват ь режим [AUTO] исходя
из следующих причин :
(1) В режиме [AUTO] сварочный аппарат анализирует профиль показателя
преломления и опред еляет тип свариваемых волокон. Далее,
устанавливаются оптимальные для данного типа волокна условия
фокусировки и параме тры электрического ра з ряда. Затем производится
сварка. Режим [AUTO] обеспечивает сварку всех распространенных типов
волокон, таких как SMF(G652), NZDSF(G655), MMF(G651), и т.д. Режим
[AUTO] рекомендуется использовать также в случае, когда тип
свариваемых волокон неизвестен.
(2) В режиме [AUTO] включена функция автоматической калибровки дуги,
которая отслеживает и оптимизирует нагрев волокна электрическим
разрядом.
Функция автоматической калибровки дуги
Данная функция калибрует мощность дуги в процес се сварки. Выполнение
процедуры [Калибровка дуги] перед каждой сваркой не является обязательным.
Функция автоматической калибровки дуги работает только в режиме [AUTO] и
недоступна в режимах [SM], [NZ], [MM], [DS], [SM-SM] и т.д, перед
проведением сварки в которых рекомендуется выполнить процедуру
[Калибровка дуги].
7
Введение
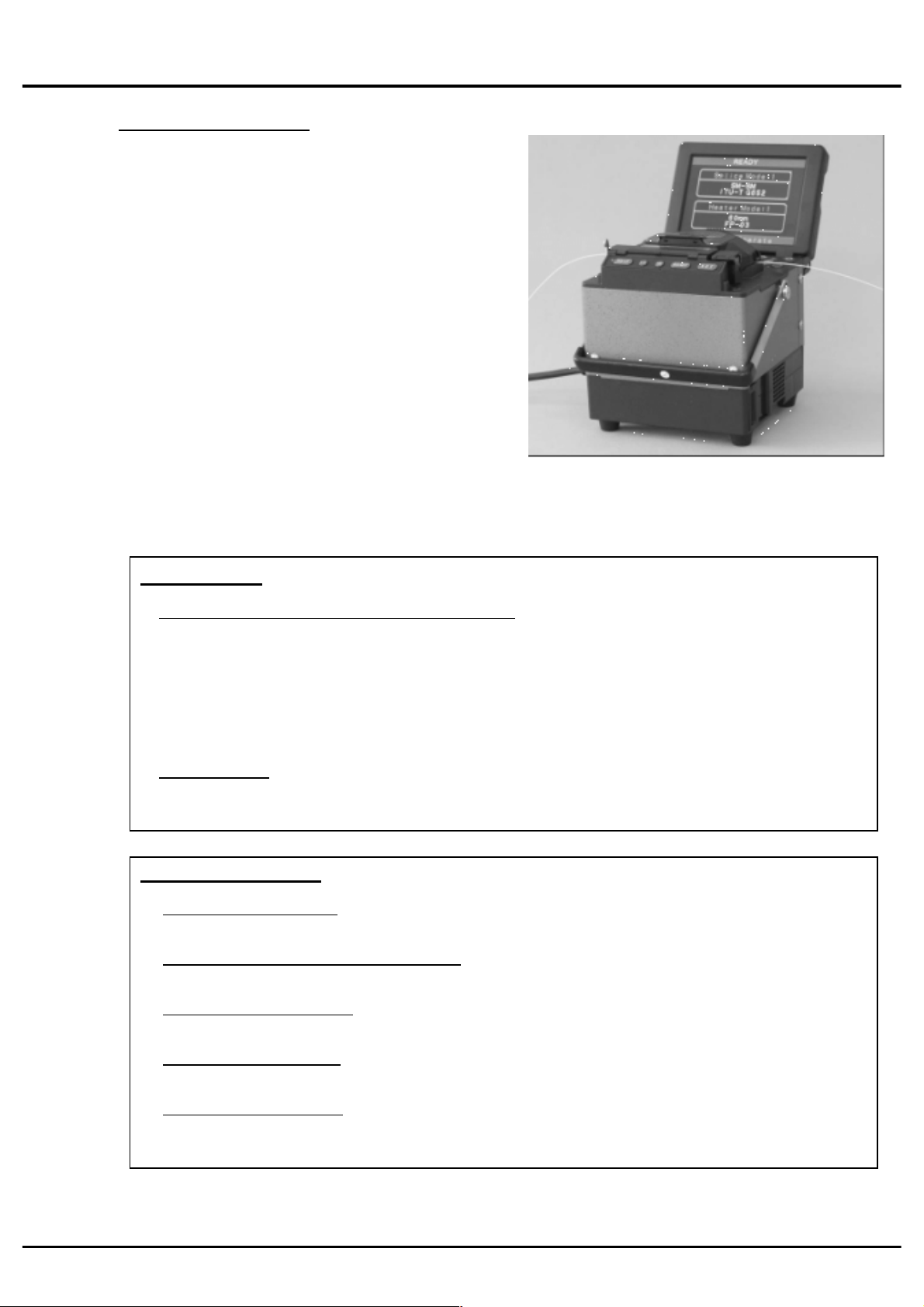
Полезные функции
(1) Изменение положения
монитора
FSM-50S допускает работу оператора с
как спереди, так сзади от аппарата. На
рисунке справа показано положение
монитора при настройке аппарата для
работы сзади от не го. Подробнее см.
“Изменение положения монитора” на
странице 64.
(2) Устройство цен трирования КДЗС
Сварочный аппарат FSM-50S имеет
встроенное устройство центрирования
в нагревателе термоусаживаемых
трубок. Подробнее см. “Термоусадка
КДЗС” на странице 26.
Замечания
ЖК (жидкокристалличе ский) монитор
Сварочный аппарат FSM-50S имеет ЖК монитор, произведенный под
жестким технологическим контролем. Однако, на мониторе возможно
наличие небольшого числа черных, красных, синих или зеленых точек.
Яркость монитора может зависеть от угла зрения. Данные эффекты не
являются дефектами и естественны для ЖК мониторов.
Утилизация
Для утилизации аппарата сначала разберите его, отсортируйте детали по
составу и следуйте местным правилам утилизации.
Патенты FSM-50S
Патенты США No.
4878933, 4900114*, 4948412, 5122638, 5142603*, 5228102, 6294760
Европейские (EPC) патенты No.
174428, 186819, 215145, 235992*, 340042*
Патенты канады No.
1235890, 1274395, 1288223, 1294806* 1317803*
Патенты Китая No.
85109701,4, 1294/96*(Hong Kong)
Патенты Кореи No.
33651
* Лицензия от компании British Telecommunication plc
8
Описание оборудования
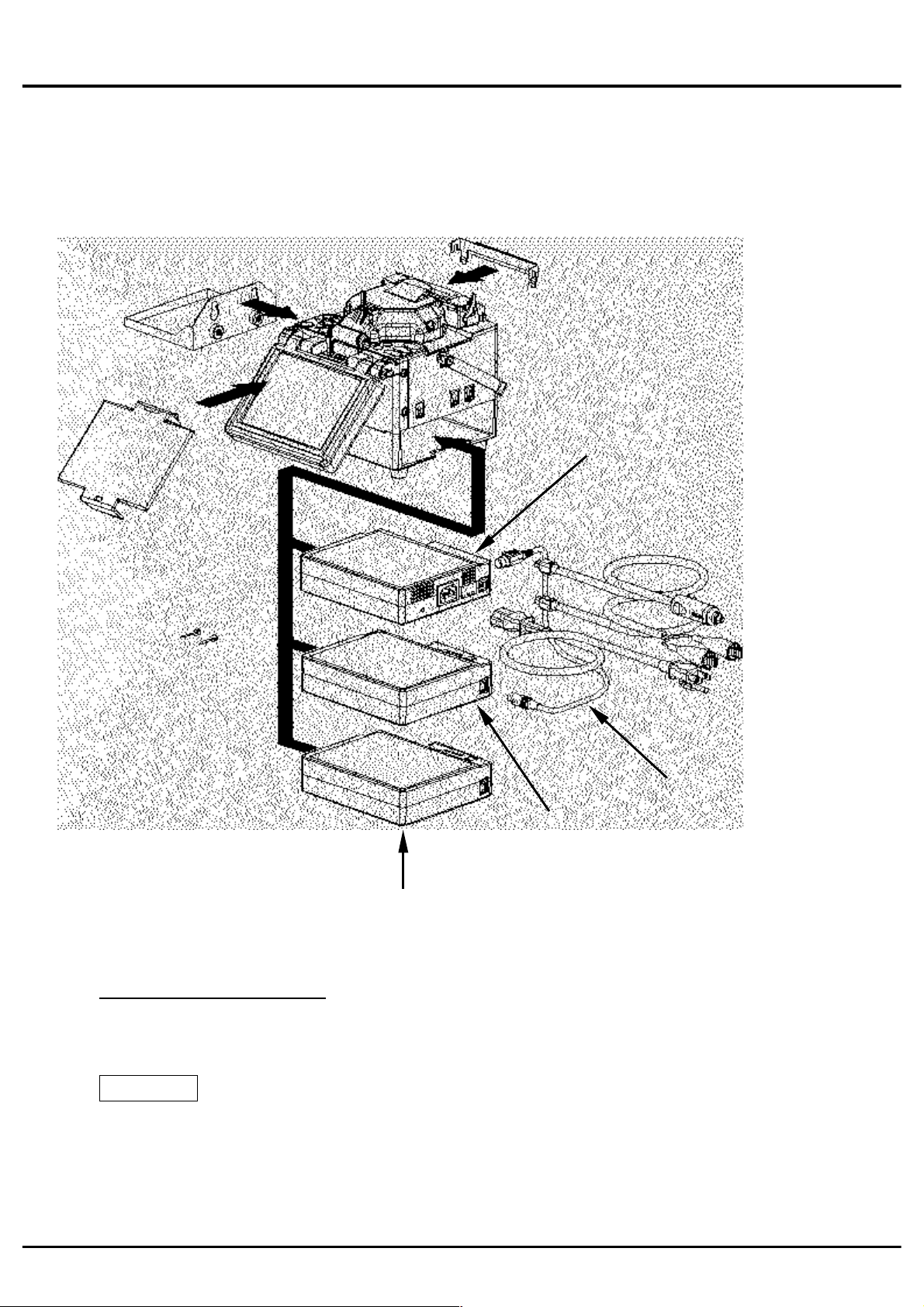
1. Конструкция сварочного аппарата
Другие принадлежности
• Кейс для переноски [ CC-12 ]
• Руководство пользователя
Замечание
Для крепления монтажного столика [ WT-06 ], необходим также крепеж
монтажного столика [WTS-06].
Приемный лоток для сваренных
волокон [ JP-04 ]
(дополнительная принадлежность)
Монтажный столик
[WT-06] (допо л нит.)
см. замечание ниже.
Шнуры питания от
источника постоянного
тока
(дополнит.)
[ DCC-12 ]
[ DCC-13 ]
Аккумуляторная ба тарея
типа S
[ BTR-06S ] (дополнит.)
Аккумуляторная ба тарея
типа L
[ BTR-06L ] (дополнит.)
Сетевой адаптер
/ Зарядное устр.
[ ADC-11 ]
Крышка монитора
[ MC-02 ]
Сварочный аппарат
[ FSM-50S ]
Пара запасных
электродов
[ ELCT2-20A ]
Шнур для зарядки
батареи
[ DCC-10 ]
(дополнит.)
9
Описание оборудования
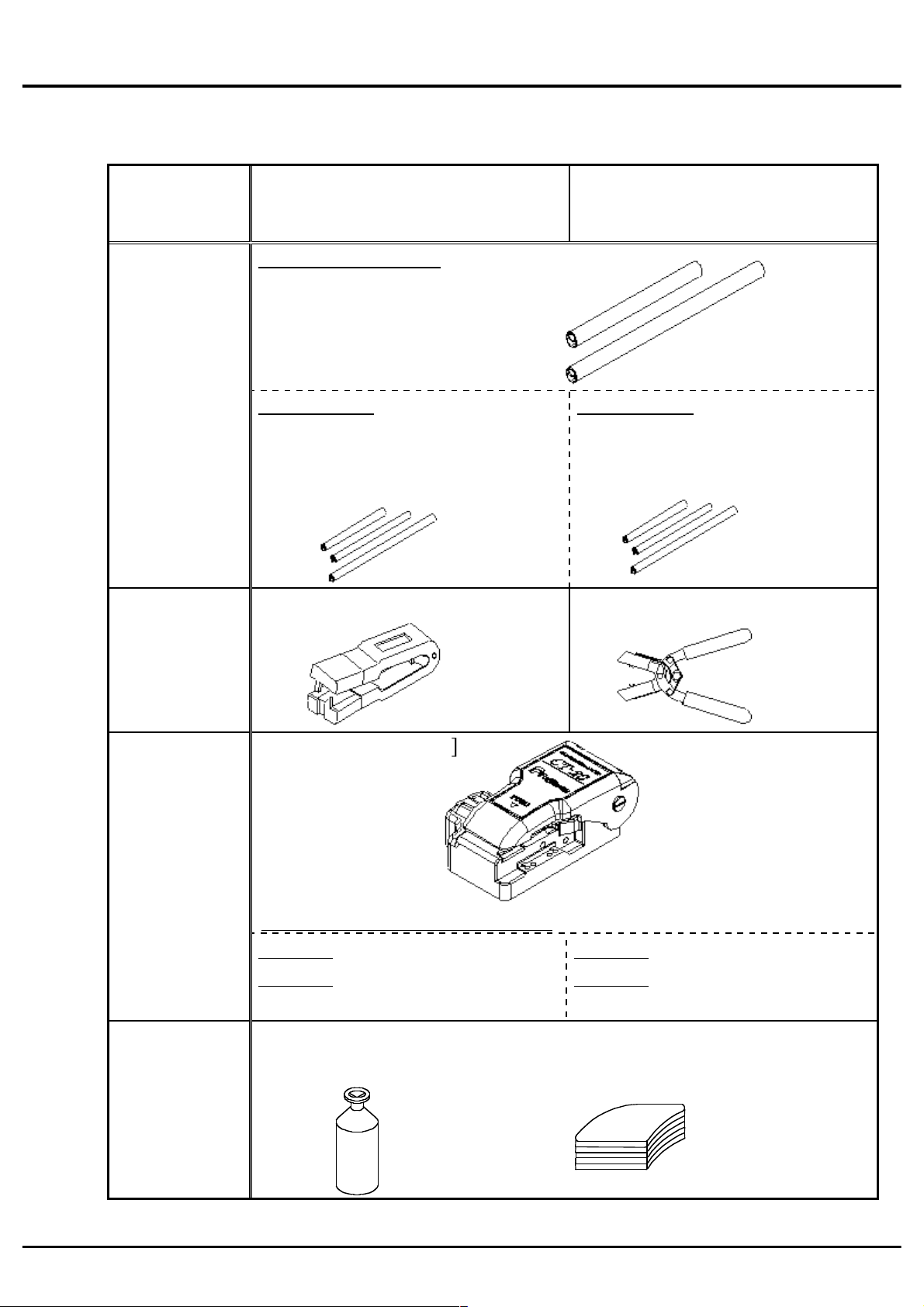
2. Другие принадлежности, необходимые для процесса сварки
Стандартные КДЗС
60мм [ FP-03 ]
40мм [ FP-03 ( L = 40 ) ]
Термоусажи-
ваемые
трубки
(КДЗС)
Мини-КДЗС
20мм [ FPS01-250-20 ]
25мм [ FPS01-250-25 ]
34мм [ FPS01-250-34 ]
Мини—КДЗС
45мм [ FPS01-900-45 ]
Стриппер 259 мкм [ PS-02 ]
Стриппер 900 мкм [ JS-01 ]
Скалыватель [CT-20]
Пластины для укладки волокна
[AD-11] : Длина скола 16мм
[AD-12] : Длина скола 8 — 20м
м
[AD-11] : Длина скола 16мм
[AD-12] : Длина скола 16-20м
м
Изопропиловый спирт Безворсовые са л фетки
(чистота >99%) с дозатором
10
Описание оборудования
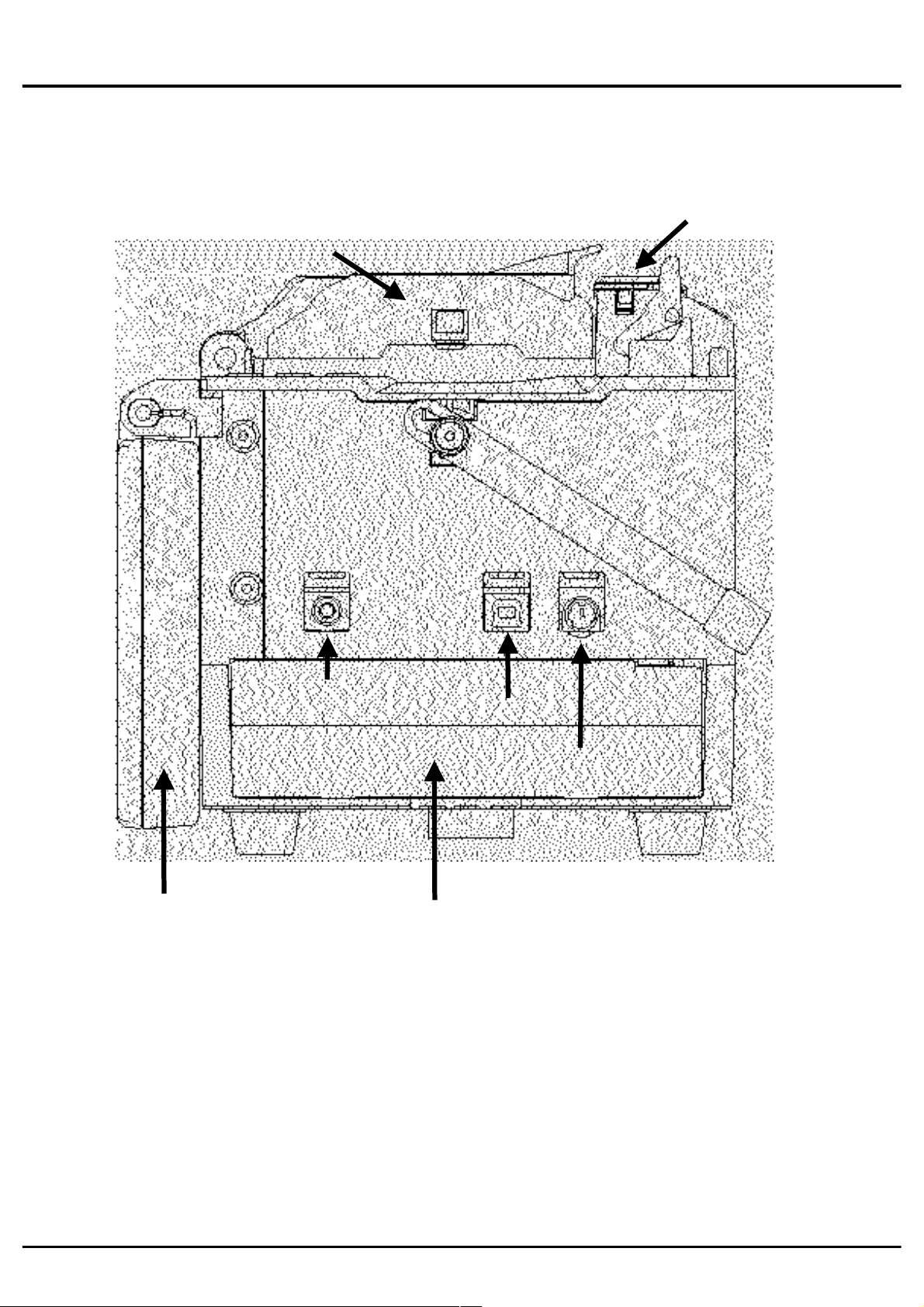
3. Описание и функции сварочного аппарата
Нагреватель термоусаживаемой
трубки (КДЗС)
Разъем видео выхода
(NTSC)
Разъем питания внешнего
термостриппера (HJS)
Отсек для блоков питания
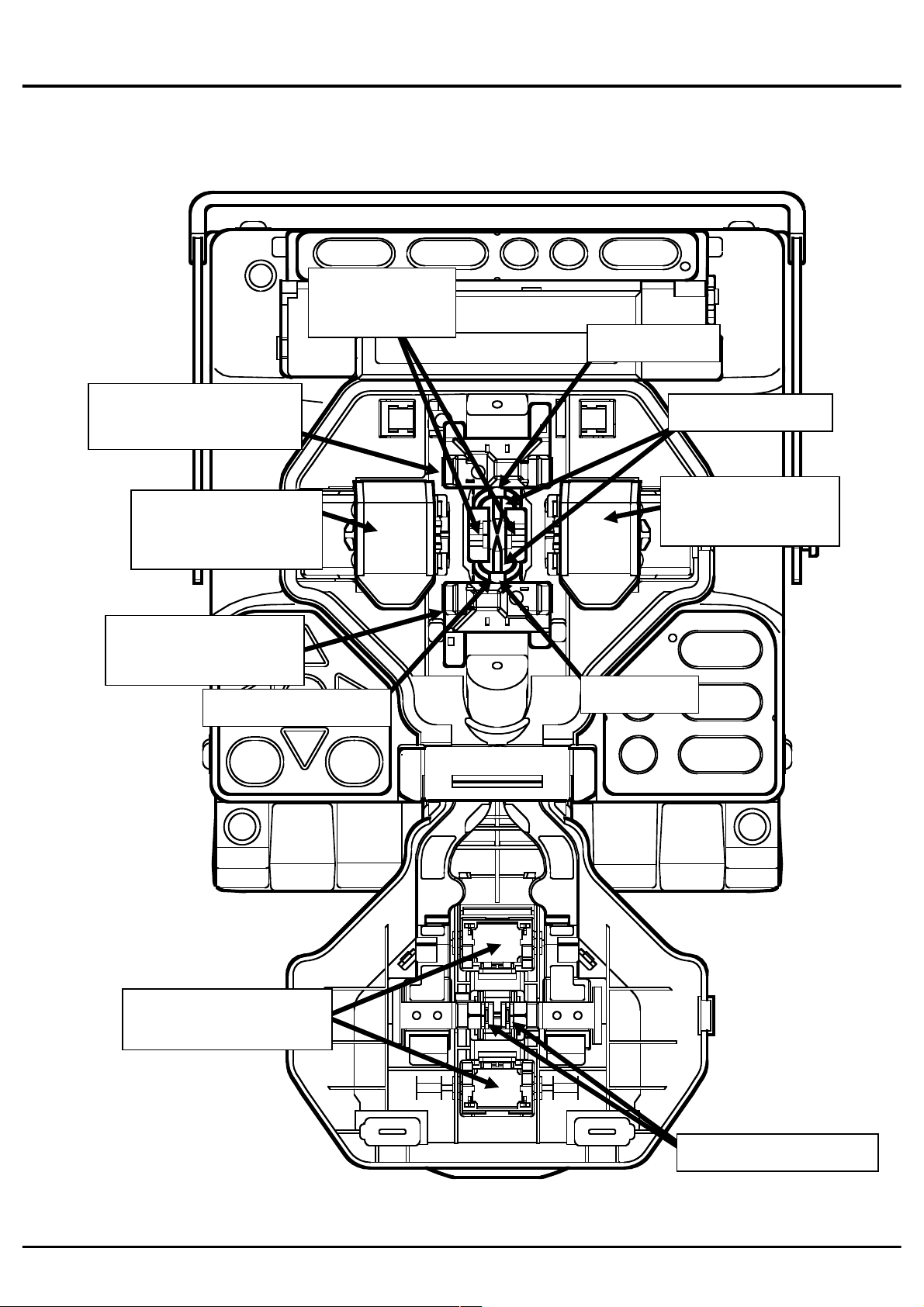
Защитная крышка
электродов
Защитная крышка
электродов
Зеркала на
защитной крышке
12
Основные опера ции
1. Подключение блоков питания
При работе от внешнего источника переменного или постоянного тока
используйте сетевой адаптер (ADC-11). Для автономного питания используйте
встраиваемую аккумуляторную батарею (BTR-06S/L). Отсек для блоков питания
расположен в нижней части аппарата и совместим как с ADC-11, так и с
BTR-06S/L.
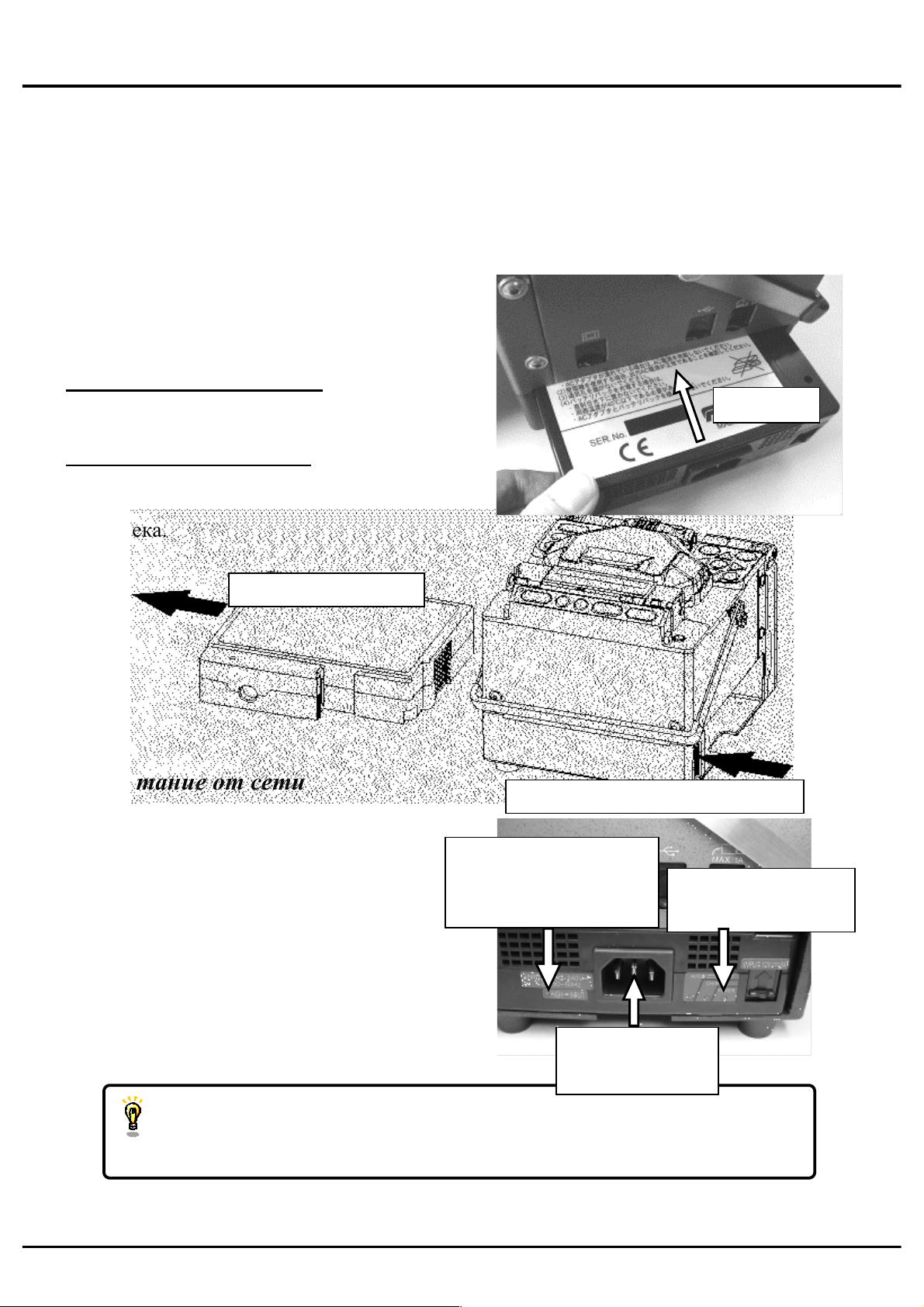
1-1. Установка и удаление блока
питания
Установка блока пит ания
Вставьте блок питания в отсек до
щелчка.
Удаление блока питания
Выключите аппарат. На жмите кнопку
выталкиватель и вытащите блок питания
из отсека.
1-2. Питание от сети
Подключите сетевой шнур питания к
разъему сетевого адаптера. Подключите
сетевой шнур питания к розетке сети.
При правильном подключении сетевого
блока к сети индикатор Power загорится
зеленым светом. В случае, если
напряжение переменного тока 270 В и
выше, то защитный вы ключатель
отключит выход сетевого адаптера и
предупреждающий индикатор [HIGH ~
INPUT] загорится красным цветом.
• Не закрывайте вентиляционные отверстия сетевого блока питания.
Минимально допустимый воздушный зазор межд у аппаратом и
стеной, необходимый для циркуляции воздуха, равен 2.5 см.
Индикатор Power
(зеленый)
Предупреждающий
индикатор [HIGH ~
INPUT] (красный)

13
Основные опера ции
1-3. Питание от внешней батареи
Откройте заслонку разъема питания
от внешнего источника постоянного
тока на сетевом адаптере .
Подключите шнур питания от
внешнего источника постоянного
тока (DCC-12 или DCC-13) к
соответствующему разъему сетевого
адаптера. При э том индикатор Power
загорится зеленым цветом. В случае,
если напряжение внешне й батареи
равно 16 В и больше , или при
подключении нарушена полярность
(+/-), то защитный вы ключатель
отключит выход сетевого адаптера и
предупреждающий индикатор
питания от постоянного тока [HIGH
— INPUT] загорится красным цветом.
Предупреждающий
индикатор
14
Основные опера ции
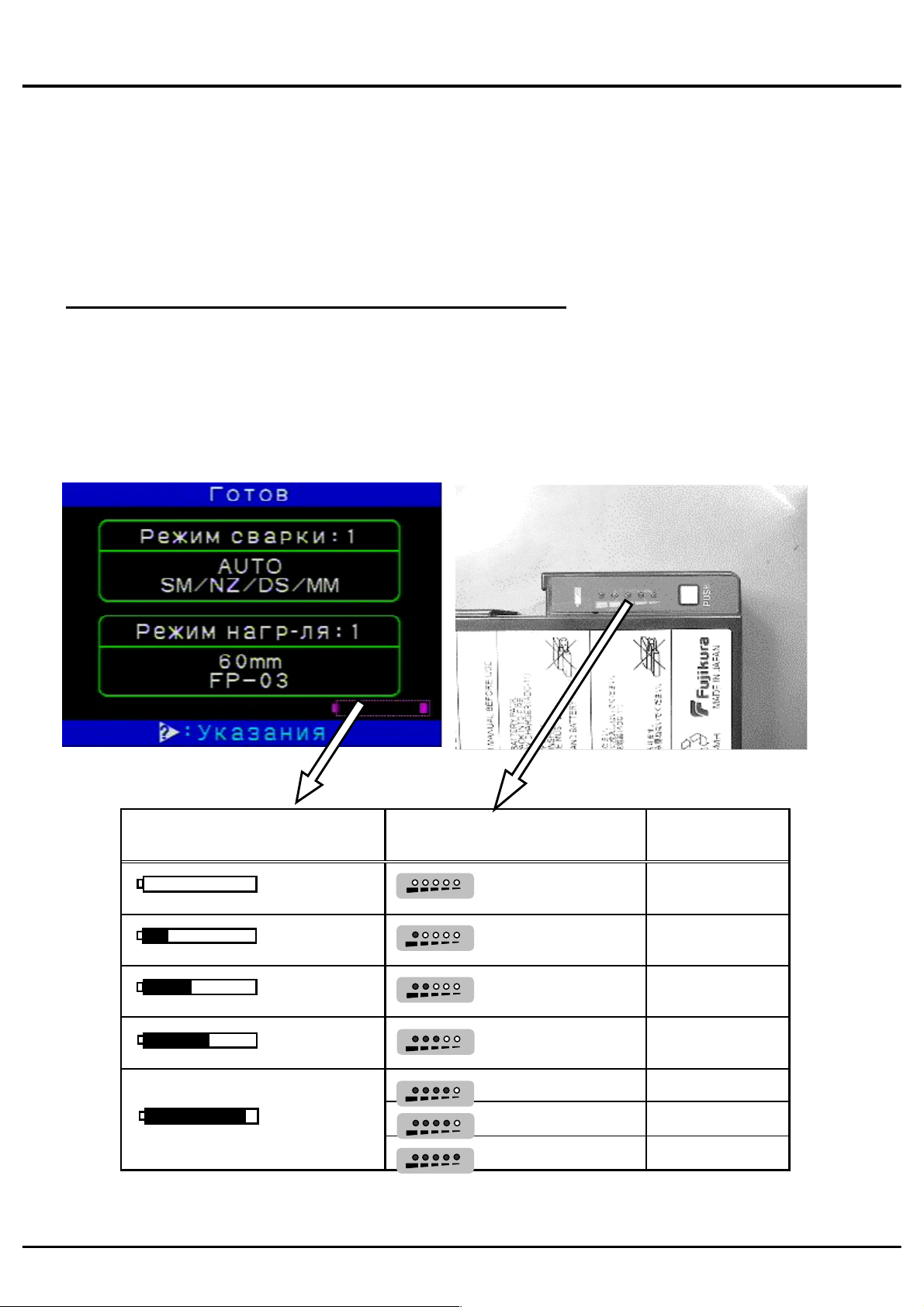
1-4. Питание от аккумуляторной батареи
Перед началом автономной работы, проверьте и убедитесь, что оставшийся
заряд составляет 20% или больше от емкости батареи, в противном случае заряда
батареи хватит лишь на несколько сварок. Для предотвращения деграда ции
батареи разряжайте е е полностью как минимум раз в месяц. Подробне е см.
[Разряд батареи] (на странице 71).
Два способа проверки оставшегося заряда батареи
*Если батарея уже вставлена в аппарат. Включите аппарат, источник питания
«Батарея» обнаружится автоматически и оставшийся заряд батареи буд ет
показан на экране в ре жиме «ГОТОВ».
*Другой способ. Нажмите кнопку проверки заряда на батарее. Оставшийся
заряд батареи будет показан светодиодным индикатором на батарее.
Экран в режиме ГОТОВ Индикатор оставшегося заряда батареи
15
Основные операции
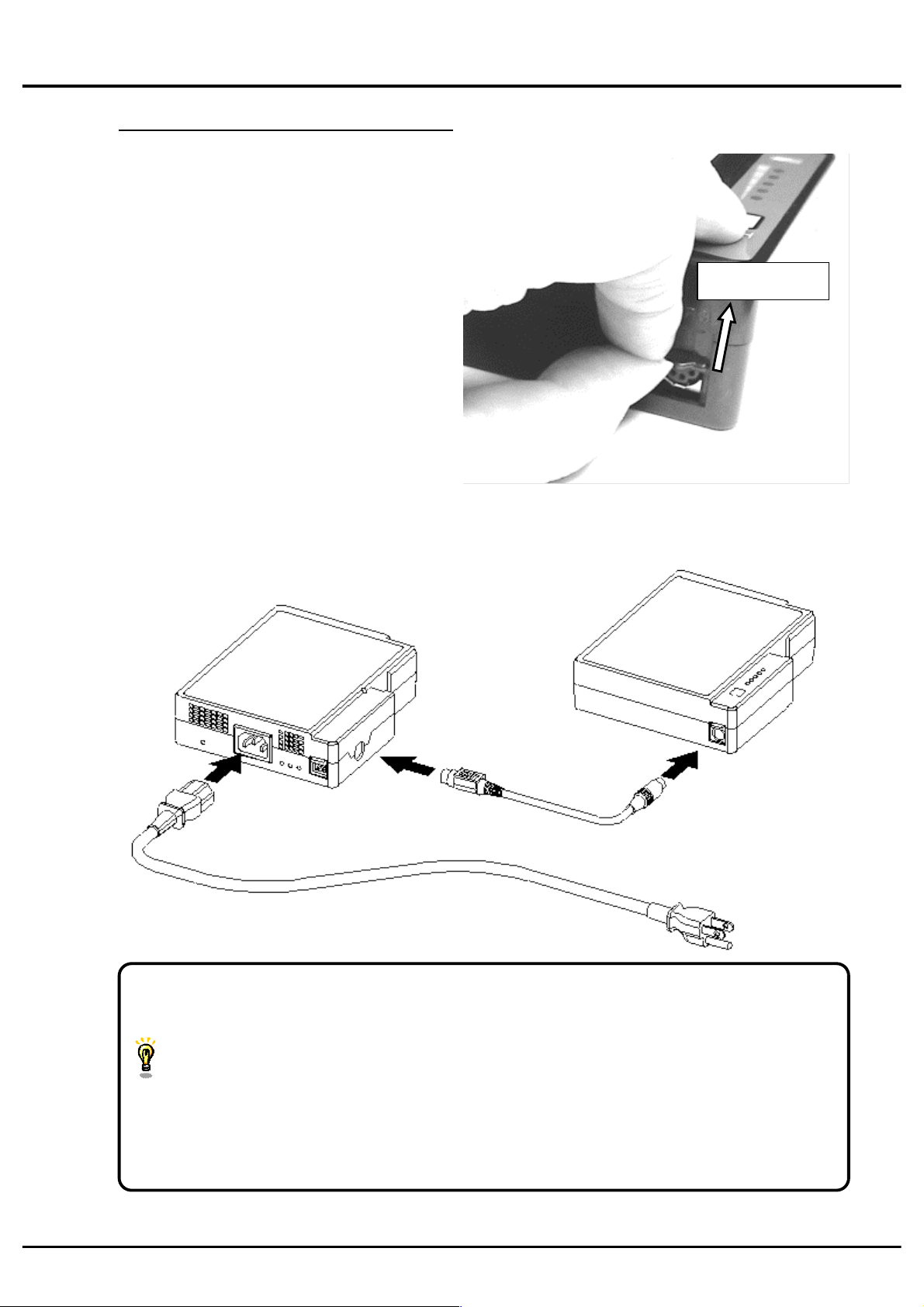
Зарядка аккумулято рной батареи
Откройте заслонку разъема
заряда батареи на сетевом
адаптере (ADC-11).
Подключите шнур для зарядки
батареи (DCC-10) с одного
конца к сетевому адаптеру
(ADC-11), а с другого к батарее
(BTR-06S/L). Не кладите
батарею и сетевой адаптер друг
на друга. В процессе зарядки
батареи индикатор CHARGE
светится оранжевым цветом.
Для заряда батареи требуется
приблизительно 3 часа. После
завершения процесса зарядки
отключите сначала сетевой
шнур питания, а затем шнур для
зарядки батареи.
• Батарея может заряжаться в случае, когда сетевой адаптер (ADC-11)
установлен в отсек, однако сварочный аппарат при этом не может
быть включен.
• Индикатор CHARGE выключается если заря дка батареи завершена.
Если индикатор CHARGE мигает, то замените батарею на новую.
• Если зарядка батареи не завершена в течение 3-х часов или
индикатор CHARGE не включается, то необходимо заменить сетевой
адаптер и/или батарею. Обратитесь в Сервис-центр за консультацией.
16
Основные опера ции
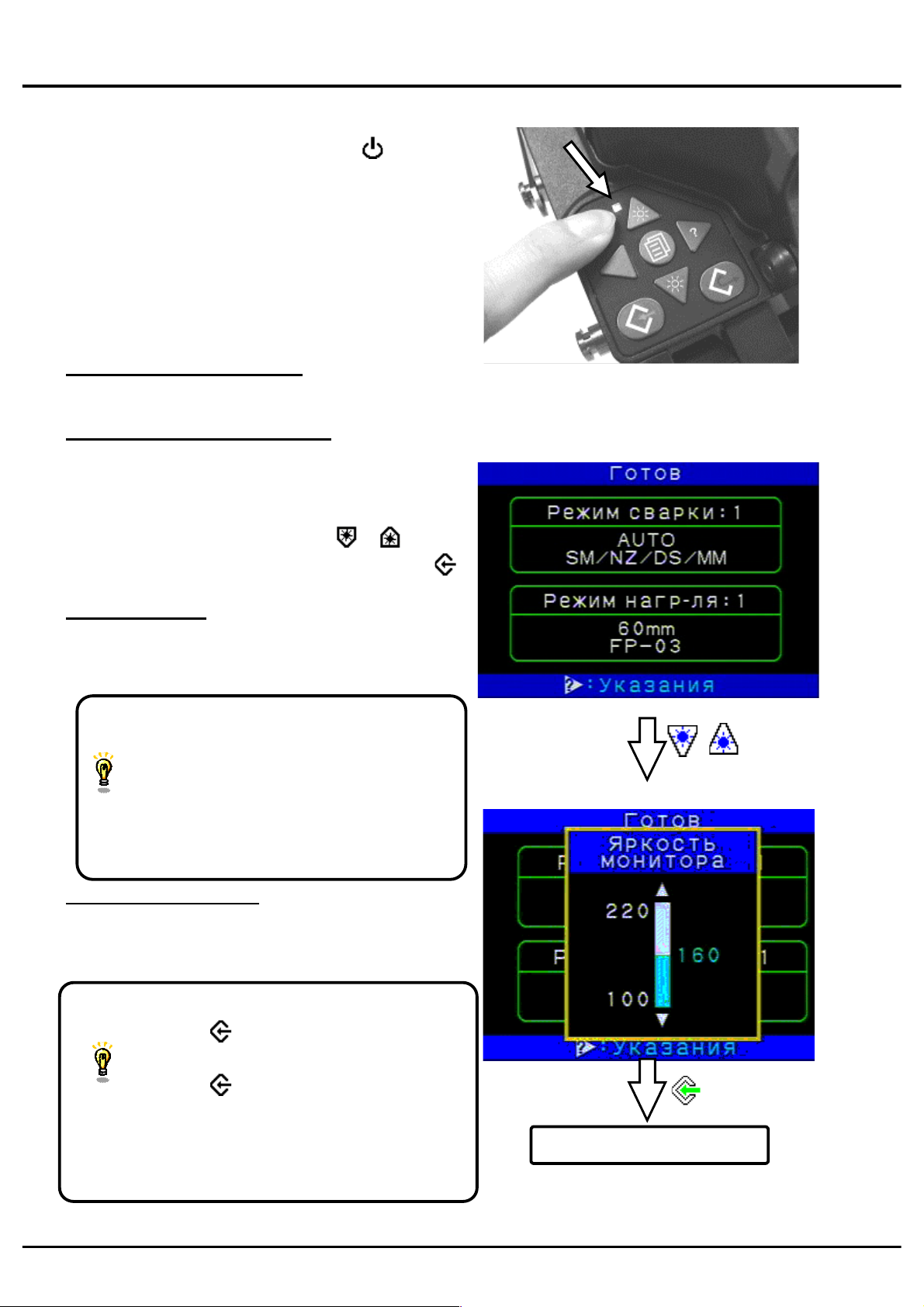
2. Включение сварочного аппарата
Нажмите и удерживайте кнопку до тех
пор, пока индикатор на панели управления
не загорится зеленым цветом. После
установки моторов в исходные положения
на экран загрузится меню ГОТОВ. Затем
определяется источник питания. При
автономном питании от батареи на экран
выводится индикатор оставшегося заряда.
Угол наклона монитора
Настройте угол наклона монитора так, чтобы видеть весь экран.
Настройка яркост и экрана
Иногда необходимо настроить яркость
экрана в зависимости от условий
освещенности. Для изменения яркости,
воспользуйтесь клавишами и .
Завершите настройку, нажав клавишу .
Режим сварки
Выберите требуемый режим сварки в
зависимости от типов волокон. Текущий
режим отображается в меню ГОТОВ.
Режим нагревателя
В зависимости от типа КДЗС установите
режим нагревателя. Текущий режим
отображается в меню Г ОТОВ.
• Режим AUTO рекомендуется для
сварки типов волокон SM, DS,
NZDS и MM. При этом
автоматически проводится
калибровка дуги для постоянного
подержания качества сварки.
• Для изменения режима сварки
нажмите в меню ГОТОВ. Для
изменения режима нагревателя
нажмите повторно. На экран
последовательно появятся меню
[Выбор режимов сварки] и [Выбор
режимов нагревателя].
Меню настройки яркости э крана
17
Основные опера ции
3. Настройка устройства центрирования КДЗС
Откройте крышку нагревателя и
установите регулятор в
соответствии с длиной (мм)
используемой термоусаживаемой
трубки (КДЗС).
4. Очистка оптического волокна
Очистьте оптическое волокно безворсовой салфеткой, смоченной в спирте на
участке длиной ~100 мм от конца. Частички пыли могут с поверхности защитного
покрытия попасть внутрь КДЗС, что в будущем может привести поломке волокна
или к увеличению потерь.
5. Установка КДЗС
Проденьте конец одного
оптического волокна через
КДЗС.
6. Снятие покрытия и очистка волокна
Зачистите волокно от покрытия на 30-40 мм. Тщательно очистите волокно без
покрытия безворсовой салфеткой, смоченной в спирте. Каждый раз используйте
новую салфетку. Не используйте салфетку повторно.
• Используйте только качественный
спирт: 99% или чище.
18
Основные опера ции
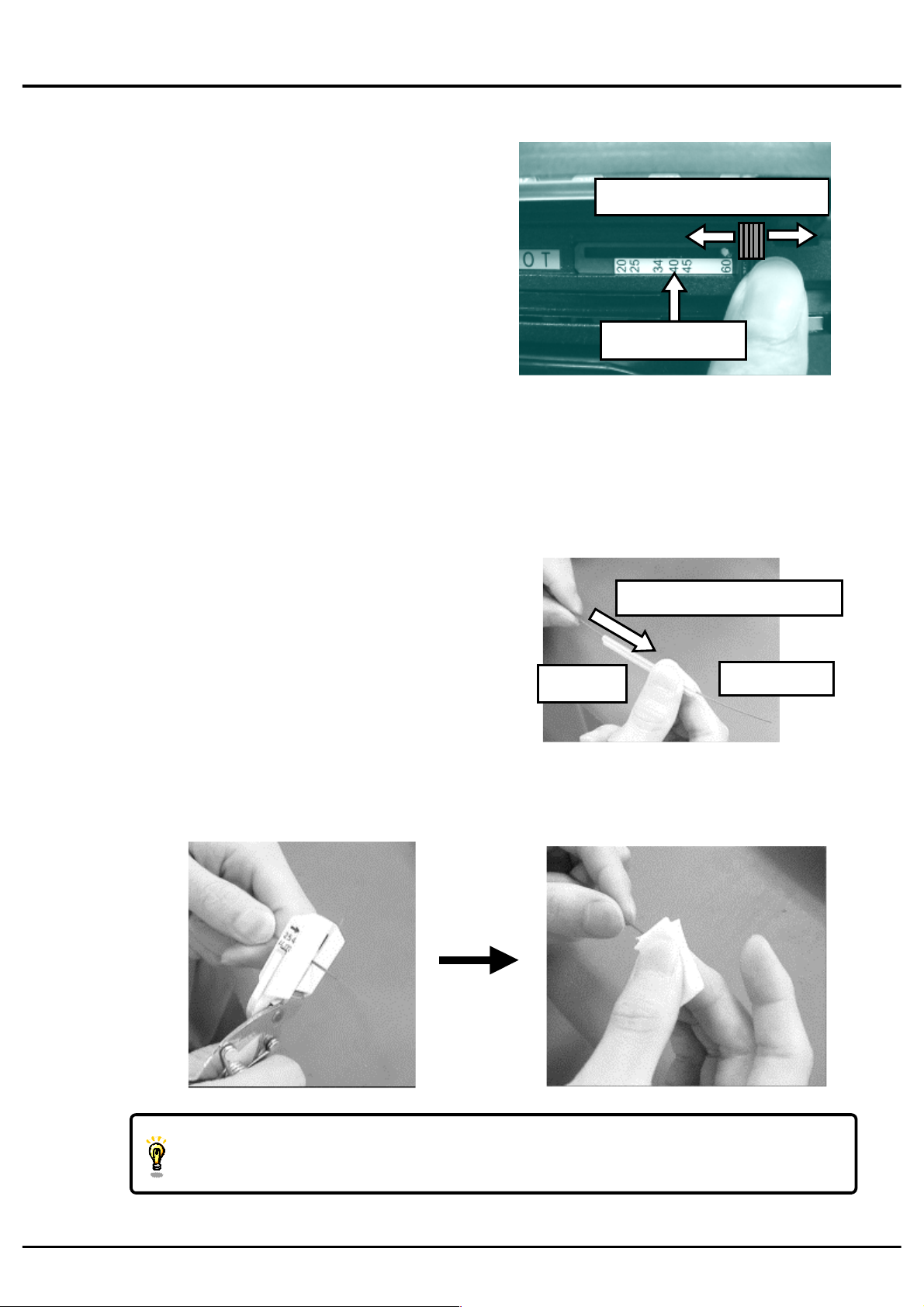
7. Скалывание волокна
(1) Чтобы разблокировать рычаг скалывателя слегка нажмите на него и
передвиньте блокиро вочный винт в позицию OPEN. Затем передвиньте
ограничитель, использующийся при транспортировке как показано ниже.
(2) Уложите зачищенное волокно в канавку. Проверьте правильность
установки длины.
(3) Медленно нажимайте на рычаг, пока лезвие не поцарапает волокно.
(4) Затем быстро нажмите на рычаг скалывателя для скола волокна.
(5) Медленно отпустите рыча г скалывателя. Пружина вернет его в исходное
раскрытое положение.
(6) Удалите фрагменты волокна и поместите их в соответствующий контейнер.
(7) Передвиньте ограничитель в транспортное положение.
(8) Нажмите на рычаг скалывателя и зафиксируйте его блокировочным винтом.
• Подробные инструкции по работе со скалывателем можно посмотреть
на сайте http://www.fujikura.co.jp/splicer/ct20/operate.mpg
Пластина для укладки
волокна (AD-12)
19
Основные опера ции
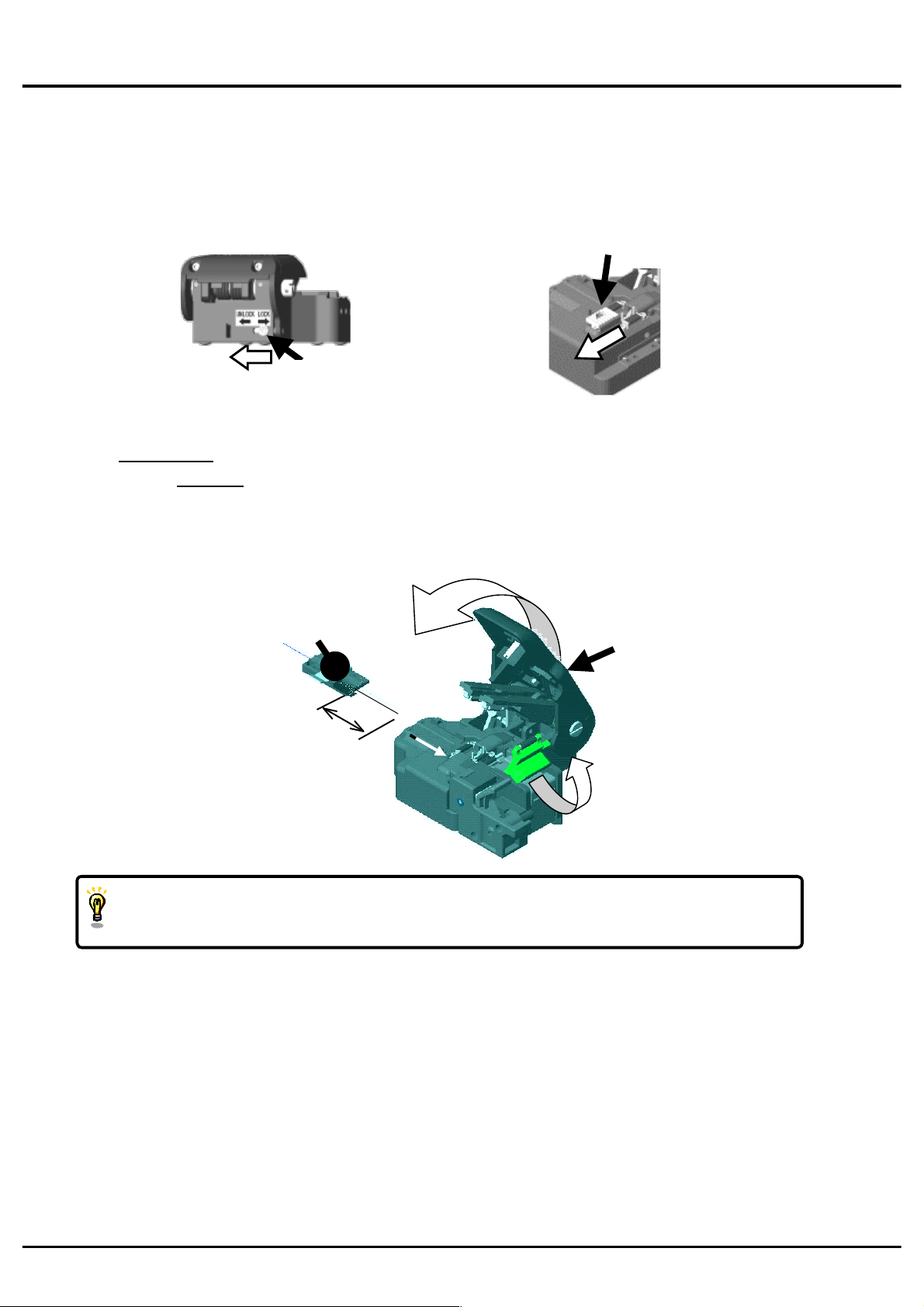
8. Установка волокна в сварочный аппарат
(1) Откройте защитную крышку и
зажимы оболочки волокна.
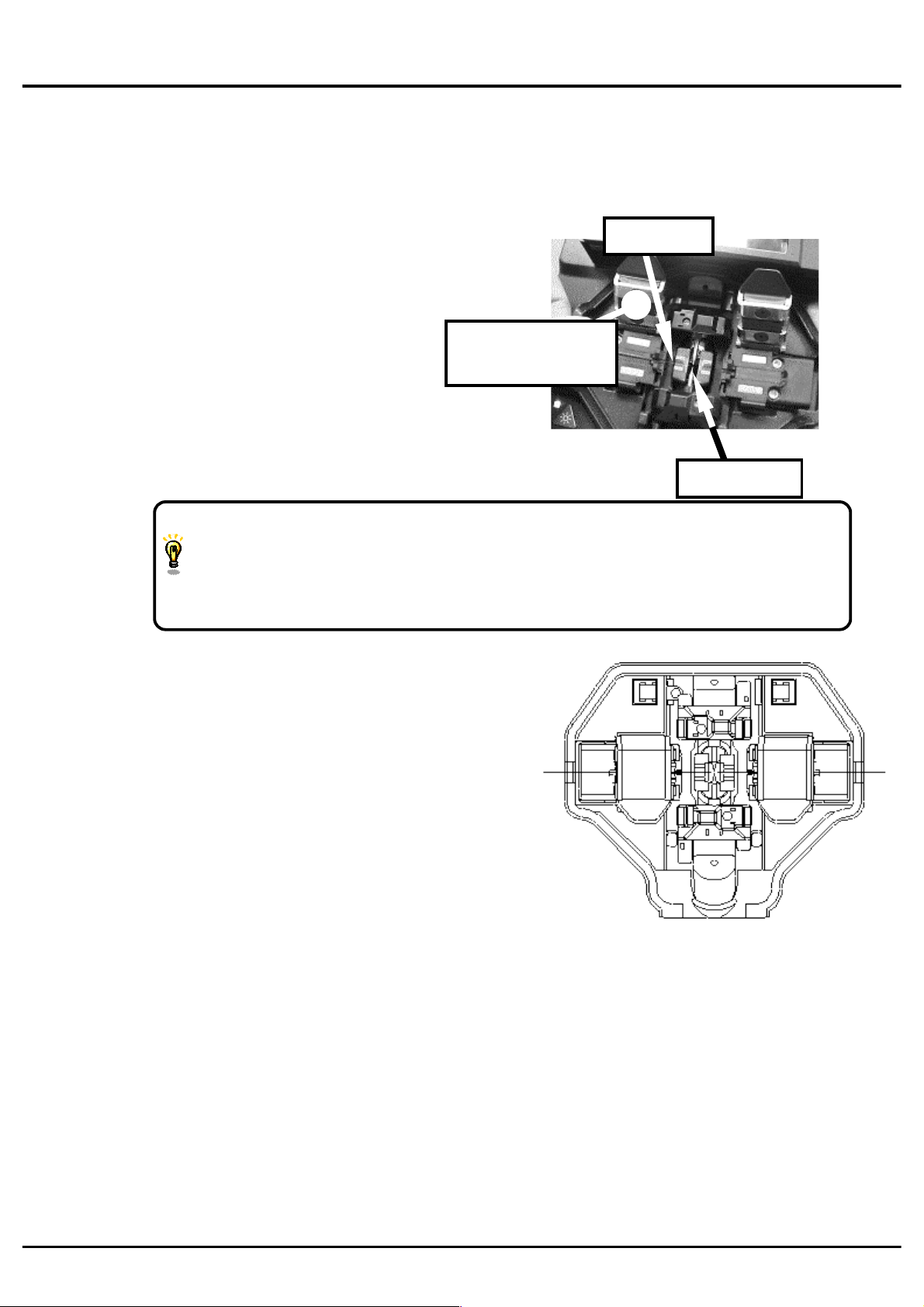
(2) Поместите подготовленное
волокно в v-образную ка навку
так, чтобы конец волокна
находился между канавкой и
кончиками электродов.
(3) Удерживая волокно, плавно
закройте зажим оболочки волокна.
Убедитесь, что волокно л ежит на
дне V-образной канавки. Если
волокно установлено неправильно,
установите волокно заново.
(4) Установите второе волокно
повторив пункты (1) — (3).
(5) Закройте защитную крышку.
• Если оболочка волокна имеет остаточную кривизну, поместите
волокно изгибом вверх, чтобы конец волокна смотрел вниз.
• Оберегайте конец волокна от контакта с какой либо поверхностью
для предотвращения его загрязнения или повреждения.
20
Основные опера ции
9. Сварка волокон
Для обеспечения высокого качества сварного соединения, аппарат FSM-50S
обладает системой обработки изображения свариваемых волокон. Однако,
некоторые дефекты не определяются и поэтому процесс сварки необходимо
контролировать визуально. Ниже описана стандартная процедура сварки.
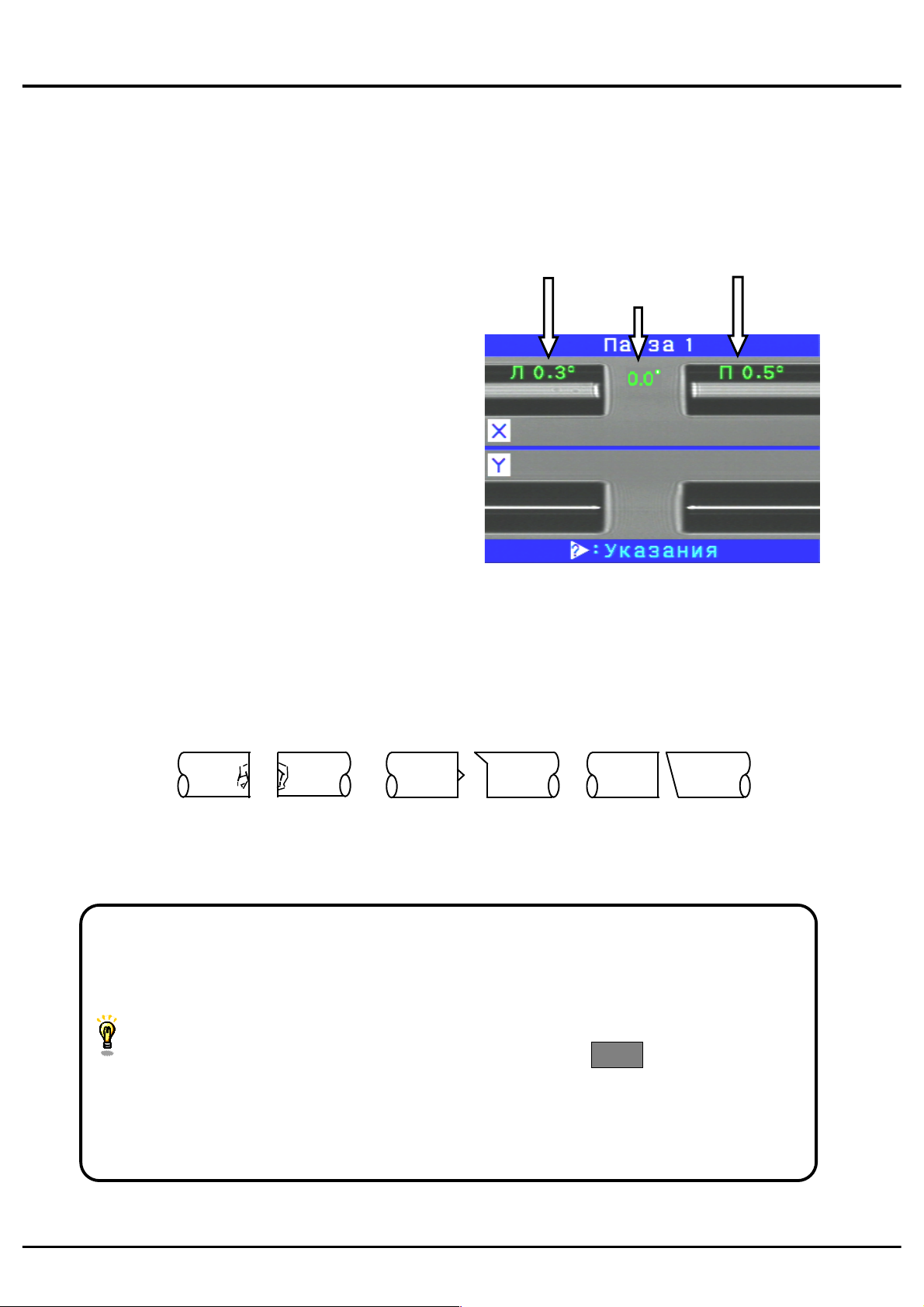
(1) Установленные волокна
сближаются друг с другом. После
окончания очиститель ного разряда
волокна останавливаю тся в
определенном положении. Затем
проверяется качество сколов. Если
измеренный угол скола превышает
установленный порог или
обнаружена трещина, то процесс
сварки останавливается, аппарат
выводит сообщение об ошибке и
включает звуковой сигнал.
Если сварочный аппарат не выдает сообщение об ошибке, то визуально
проверьте наличие приведенных ниже дефектов. При наличии дефектов
удалите волокно из аппарата, и повторно под готовьте его.
Данные дефе кты подготовленных волокон мог ут привести к дефектам
сварного соединения.
(2) После проверки качества сколов, волокна выравниваются по жиле или по
оболочке. При этом на экран может быть выведено см ещение жил или
оболочек.
• После проверки угло в сколов и выравнивания м ожет быть
установлена пауза. Подробнее см. [Настройки] (стр. 54).
• Пороговое значение угла скола может быть изменено. Подробнее см.
[Настройки] (стр. 54).
• Процесс сварки может быть продолжен и после сообщение об ошибке
превышения порога по углу скола нажатием на SET . Для отмены
ошибки по углу скола см. [Настройки] (стр. 54).
• Индикация несоосности жил/оболочек может быть отключена.
Подробнее см. [Настройки] (стр. 54).
21
Основные опера ции
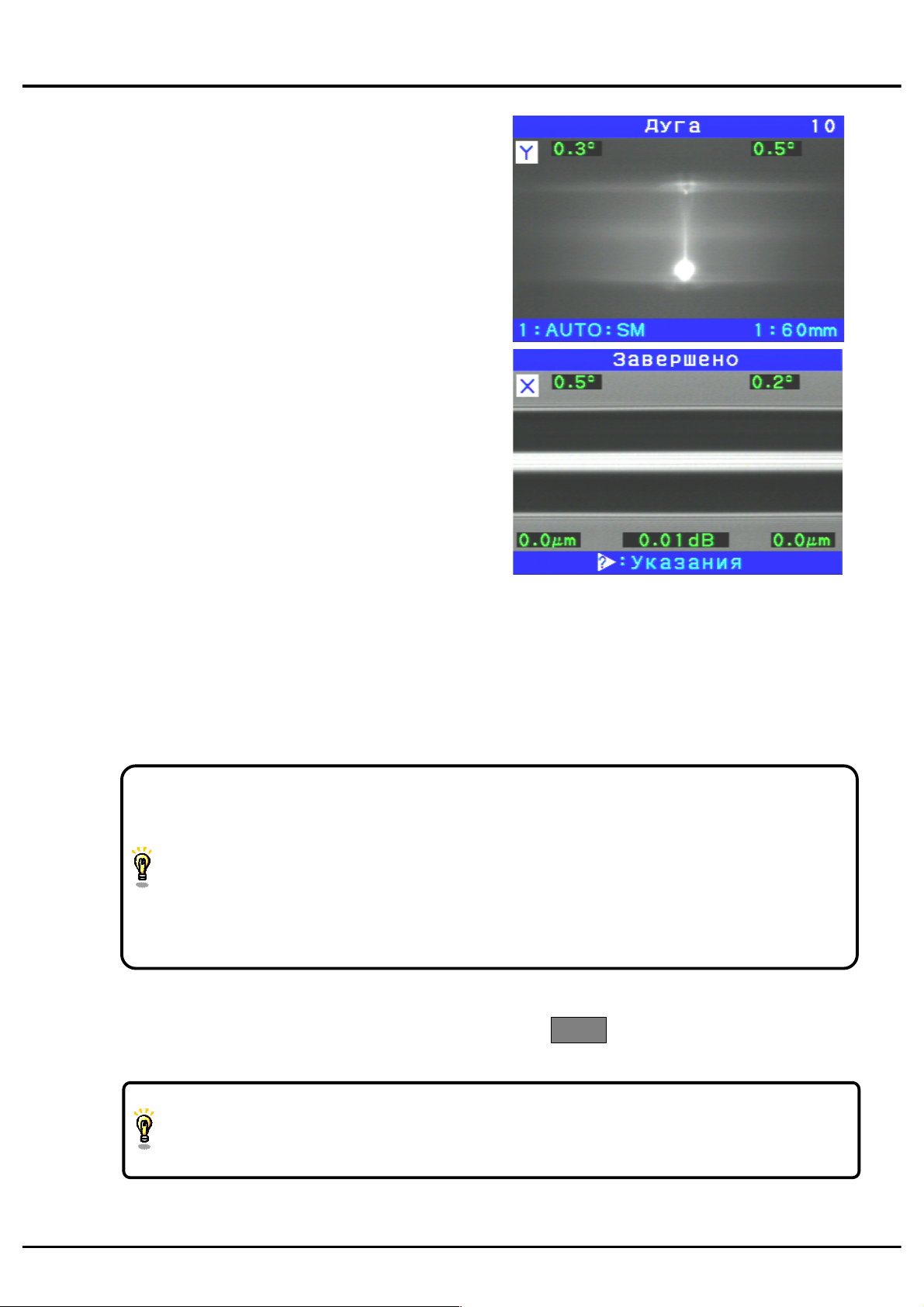
(3) После выравнивания волокон
сварочный аппарат производит их
сварку дуговым разрядом.
(4) После завершения сварки на
экран выводится оценка
вносимых потерь. Потери на
сварном соединении за висят от
определенных параметров,
приведенных на следующей
странице. Данные параметры,
например диаметры модовых
пятен, используются при расчете
оценки потерь.
Если измеренный угол скола или оценка вносимых потерь превысят
установленные пороги, то выводится сообщение об ошибке. Сварочный
аппарат выводит сообщ ение об ошибке также при обнаружении
ненормального состояния сварного шва.
Если дефект сварного соединения не обнаружен аппа ратом, но наблюдается
визуально, рекомендуе тся переделать сварку.
В некоторых случаях потери на сварном соединении можно уменьшить с
помощью повторной дуги.
Для включения повторной дуги нажмите ARC . После повторного разряда
проверка сварного соединения и оценка потерь повторяются.
• Небольшое утолщение места сварки нормально и не влияет на потери.
• Об изменении пороговых значений угла с кола или вносимых потерь на
сварном соединении подробнее см. [Режимы сварки] (стр. 34).
• Сообщения об ошибках, таких как «Большие потери«, «Толсто«,
«Тонко» и «Пузырь» могут быть проигнорированы. Данная функция
может быть отключена. Подробнее [Режимы сварки] (стр. 34).
• В некоторых случаях потери на сварном соединении после повторной
дуги увеличиваются. Как запретить или ограничить число повторных
разрядов см. [Настройки] (стр. 54).
22
Основные опера ции
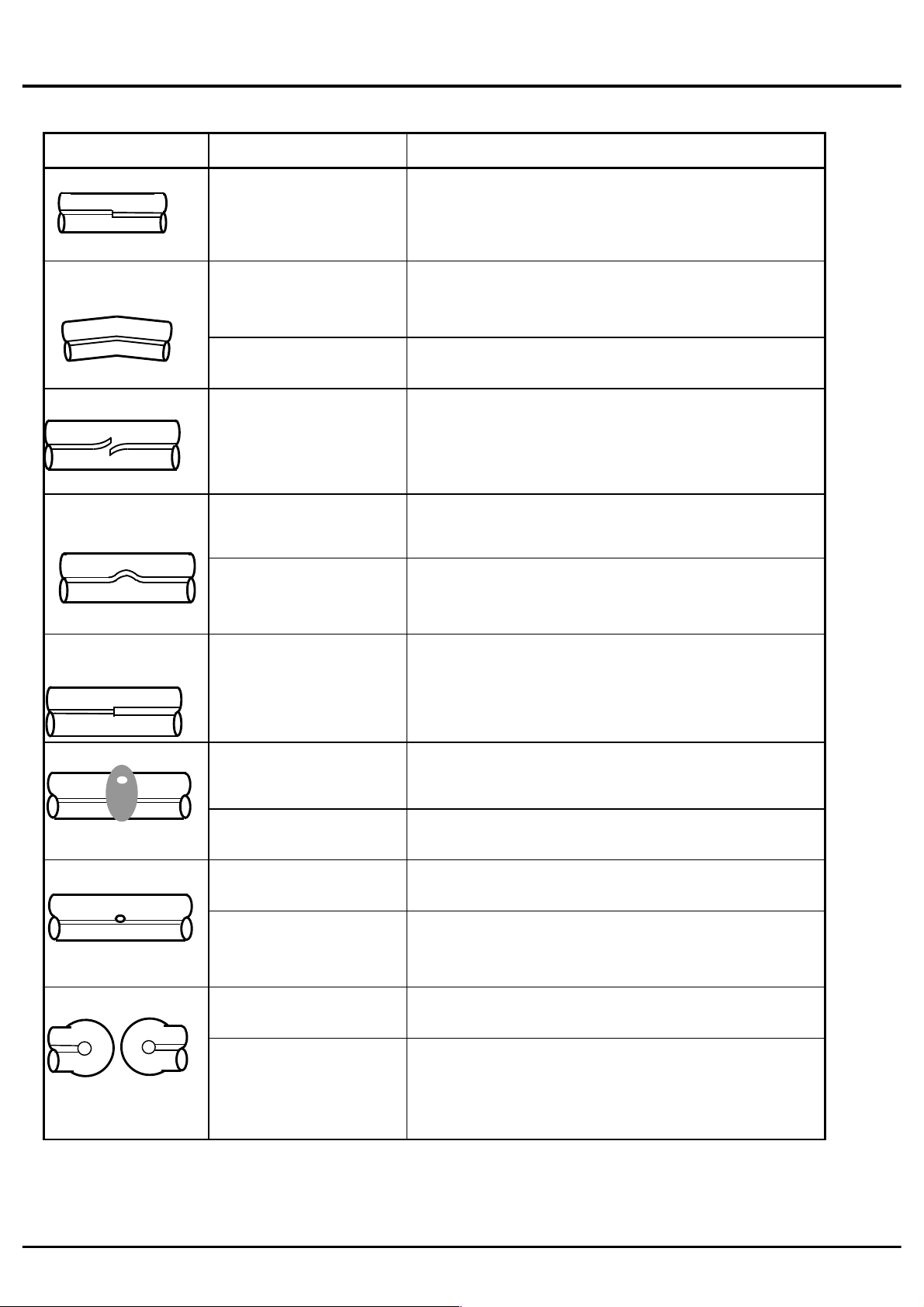
Увеличенные потери на сварном соединении: Причина и устранение
Пыль в V-образной
канавке или на
прижимах волокна
Очистите V-об разную канавку и прижимы
волокна.
Пыль в V-образной
канавке или на
прижимах волокна
Очистите V-об разную канавку и прижимы
волокна.
Пыль в V-образной
канавке или на
прижимах волокна
Очистите V-об разную канавку и прижимы
волокна.
Мощность
предварительной
дуги недостаточна
Увеличьте значение параметра [Предв.
дуга] и/или [Время дуги].
Мощность дуги
недостаточна
Увеличьте значение параметра
[Мощность дуги] и/или [Вре мя дуги].
Плохой скол торца
волокна
Тщательнее очищайте волокно или
увеличьте параметр [Дуга очистки].
Плохой скол
волокна
Мощность
предварительной
недостаточна
Увеличьте значение параметра [Предв.
дуга] и/или [Время дуги].
Сведение волокон
недостаточно
Выполните процедуру [Калибровка
моторов]
Мощность
предварительной
дуги слишком
велика.
Уменьшите значение параметра [Предв.
дуга] и/или [Время дуги].

Сжатие волокон
слишком велико
Уменьшите значение параметра [Сжатие]
и выполните [Калибровка моторов].
Неправильная
мощность дуги
Выполните [Калибровка дуги].
Неправильные
параметры дуги
Настройте значения параметров [Предв.
дуга], [Время дуги] или [Сжатие].
Неправильные
параметры дуги
Настройте значения параметров [Предв.
дуга], [Время дуги] или [Сжатие].
• Вертикальная линия появляющаяся иногда в месте сварки
многомодовых или разнородных (с различным диаметром) волокон и
не влияет на качество сварного соединения, то есть на вносимые
потери и механическую прочность.
24
Основные опера ции
Сохранение результатов сварки
Результаты сварки могут быть сохранены в памяти в соответствии с
описанной ниже процедурой.
Автоматическое сохранение (без ввода комментария)
Результат сварки автоматически сохраняется после завершения сварки в
меню [Завершено] при на жатии на SET или RESET или при открытии
защитной крышки. Вместе с результатами сохра няется последний введенный
комментарий. Как изменить комментарий описа но ниже.
Сохранение с вводом комментария
Для вызова на экран меню [Запись в память] нажмите после завершения
сварки в меню [Завершено]. Переместите курсор к опции [Ввод
комментариев] и нажмите для вывода на экран меню [Ввод комментариев]
и затем введите комментарий. Для сохранения результа та сварки с
введенным комментарием нажмите SET , RESET или откройте защитную
крышку.
Отказ от сохранения
Для вызова на экран меню [Запись в память] нажмите после завершения,
сварки в меню [Завершено]. Переместите курсор к опции [Отменить запись] и
нажмите . Результаты сварки не будут сохранены даже при нажатии на
SET , RESET и при открытии защитной крышки.
• Функция [Отменить запись] может быть заблокирована. Подробнее см.
[Системные настройки] на стр. 60.
• После сохраненного 2000-ого результата сварки, 2001-ый результат
сохраняется поверх 1-го сохраненного результата сварки.
Loading…
Fujikura FSM–50S user guide recommended for: 62S, FSM–60S, KSP75-FP-005468, FSM–40S, CB-08.
The Fujikura FSM–50S Welding System manual (Fujikura Instruction manual, 92 pages) is completely safe to download (last scan date: 28/10/2024). You can rest assured of your safety when interacting with Fujikura FSM–50S document.
1
bohler RC 18
62
485
102
2
Origo Tig 3000i
28
715
136
3
conMIG 400
Operating manual #3K8E18: conMIG 400 Welding System Operating manual
72
821
148
4
Proweld UF2000/1
Equipment manual Proweld UF2000/1 (Welding System ePDF Guide, #395473)
18
120
26
5
MULTI-WELD SVM151-A
Service manual #88P5BE: MULTI-WELD SVM151-A Welding System Service manual
119
1307
275
7
CEMONT SHARP 10
44
968
242
8
INVERSPOTTER SMART AQUA 14000
Instruction manual INVERSPOTTER SMART AQUA 14000 (Welding System ePDF Manual, #MKM9FX)
152
359
87
9
ARC 200
Operator’s manual Northern Industrial ARC 200 Manual (Operator’s manual), @442R31
20
879
168
10
POWERMAX 45
Operator’s manual PDF Manual (@P3P8QD), Hypertherm POWERMAX 45 Welding System (15.11.2024)
93
1339
228
Fujikura FSM–50S Welding System PDF User Guides and Manuals for Free Download: Found (1) Manuals for Fujikura FSM–50S Device Model (Instruction Manual)
Fujikura FSM–50S Instruction Manual
Details:
- Manufacturer: Fujikura
- Product Name/ID: Fujikura FSM–50S / #663690
- Category: Welding System
- File Path: fujikura/fsm-50s_663690.pdf
- Last Updated: 07 May 2025
- Description: Enhance your Fujikura FSM–50S experience with this manual, offering detailed setup instructions, operational guidance, and troubleshooting tips to keep your device running efficiently.
- Document Type: User Manual
- Pages: 92
Download PDF
Read Online
The Fujikura FSM–50S is an advanced fiber optic splicer that has gained a reputation for its reliability and precision in the field of telecommunications. Offering features that cater to various splicing needs, this device stands out for its capability to handle both single-mode and multimode fibers with ease. Engineers and technicians working in the demanding environments of fiber optic networks will find this tool indispensable for their projects.
One of the most notable aspects of the FSM–50S is its compact and lightweight design, which allows for easy portability. Weighing only 1.8 kg (4 lbs), it can be conveniently transported to various job sites without causing excessive strain. This portability does not come at the expense of functionality, as the device is equipped with a high-resolution touchscreen display that enhances the user experience. The display offers a clear view of the splicing process, making it easy to monitor progress in real-time.
Another significant feature of the FSM–50S is its splicing speed. With a splicing time of approximately 30 seconds and a heat-up time of about 40 seconds, users save valuable time, allowing them to complete more splices in a shorter period. This efficiency is particularly beneficial for those working under tight deadlines or in high-pressure situations.
Durability is a key consideration for any piece of equipment used in the field, and the FSM–50S excels in this regard. It features a robust construction, complete with a protective case that resists impact and environmental factors. This makes the splicer suitable for use in a variety of settings, including outdoor locations exposed to harsh conditions.
Moreover, the FSM–50S comes with a range of valuable accessories that enhance its functionality:
- Built-in fiber holder that accommodates a variety of fiber types.
- Spare batteries for extended use during long working hours.
- Optional carrying bag for added protection during transport.
In terms of usability, Fujikura has put considerable effort into ensuring that the FSM–50S is user-friendly. The intuitive interface allows users of all skill levels to operate the device with minimal training. Additionally, the splicer incorporates an automated calibration feature that simplifies the setup process and encourages accurate results, which is particularly beneficial for those new to fiber splicing.
For maintenance, the FSM–50S is designed for easy cleaning and troubleshooting. Its modular components can be quickly replaced, reducing downtime and support costs. Furthermore, Fujikura offers excellent customer service, with a commitment to providing ongoing support and resources to help users get the most out of their splicing equipment.
In summary, the Fujikura FSM–50S is a powerful tool that meets the demanding requirements of modern fiber optic splicing. Its combination of speed, durability, and ease of use makes it a top choice for professionals in the telecommunications industry. Whether you are a seasoned technician or a newcomer to the field, investing in the FSM–50S could significantly improve the effectiveness of your splicing operations.
74
Error Message List
Press
when an error is shown on the monitor. The [HELP] screen displays the
following:
• If error does not have an error code, such as “Cleave Shape NG”, the keystrokes are
displayed with information explaining what each keystroke does if pressed.
• If error has an error code, additional information according to the Error Code and
Message is displayed.
Follow the solution precisely as shown in the list below. If it is not possible to eliminate
the problem, the splicer may require service by a qualified service center. Consult your
nearest sales agency with the following information:
• Model name of the splicer
• Serial number of the splicer
• Error message
• Error code (if shown)
• Situation when the error occurs
Error
Code
Error
Message
Reason Solution
01
L-Too Long
Fiber
• The fiber end-face is
placed on the electrode
centerline, or beyond
it.
• Press RESET , and set the fiber
end-face between the electrode
centerline and the V-groove edge.
02
R-Too Long
Fiber
• The cleave length (bare
fiber part) is too long.
• Confirm the setting position of the
stripped fiber end on the fiber
cleaver. Check the cleave length.
01
03
LR-Too Long
Fiber
• Dust or dirt is on the
objective lens or the
wind protector mirror.
• Execute the [Dust Check]. Clean
the lens or the mirror when dust or
dirt exists.
01
X-Dark
BackGround
02
Y- Dark
BackGround
Dust or dirt is on the
objective lens or the
wind protector mirror.
Execute the [Dust Check]. Clean
the lens or the mirror if dust or dirt
exists.
11
X-Dark
BackGround
02
12
Y- Dark
BackGround
The LED or Camera
might be damaged.
Consult your nearest sales agency.
Fujikura FSM–50S Instruction manual
- Fujikura
- Welding System
- Instruction manual for Fujikura FSM–50S
- fujikura-fsm-50s-instruction-manual-92_manual.pdf
- 92 |
Pages Preview:
Document Transcription:
See Details
Download