

Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф — станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ». После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
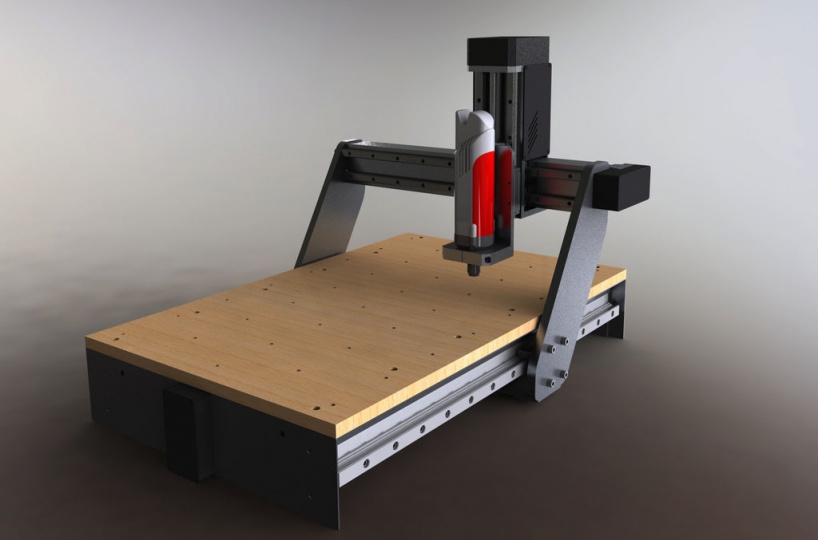
Шаг 1: Дизайн и CAD модель
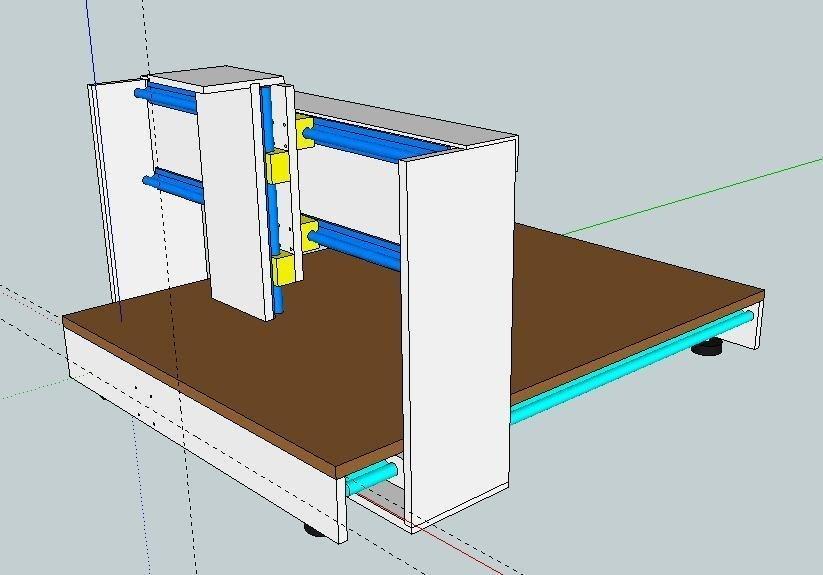
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и
фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
Габаритные размеры
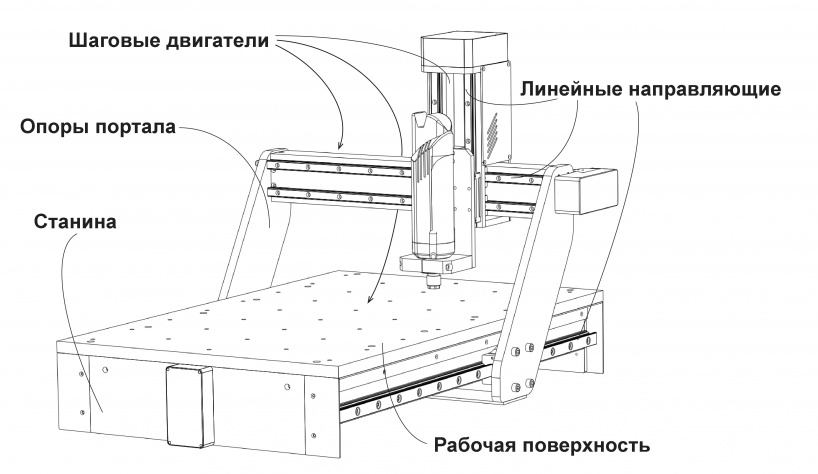
Шаг 2: Станина
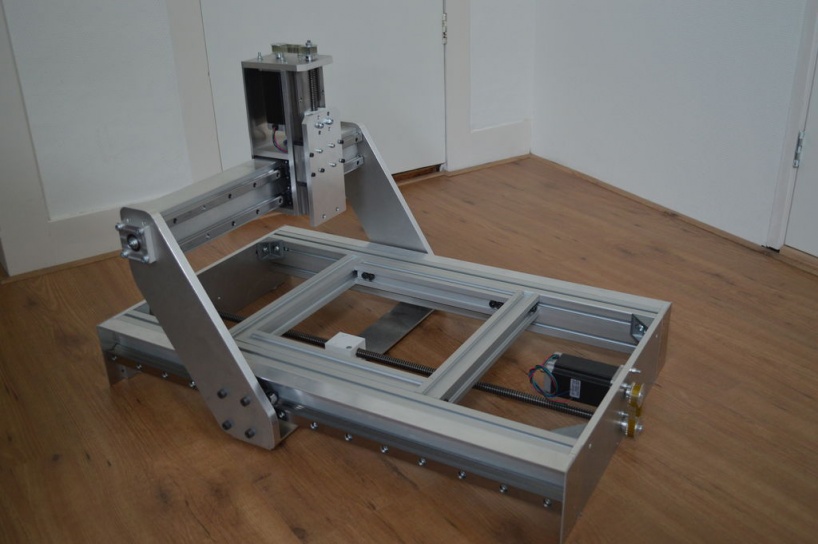
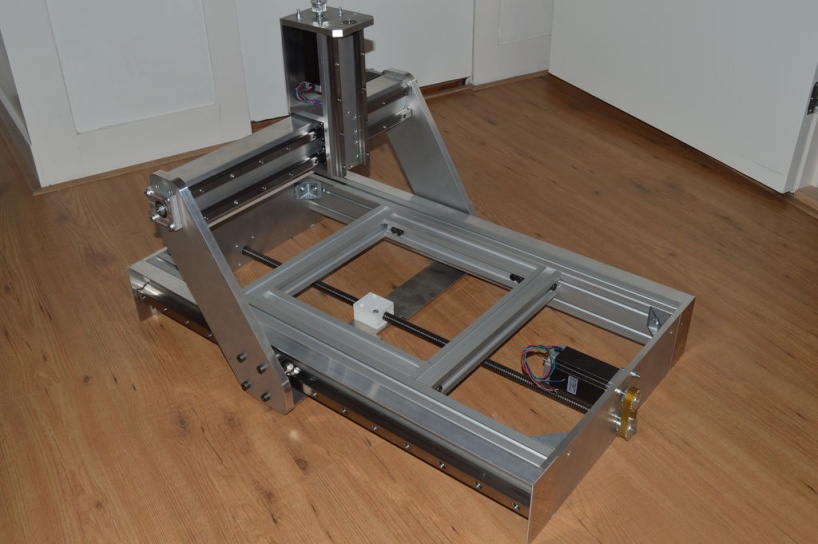
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
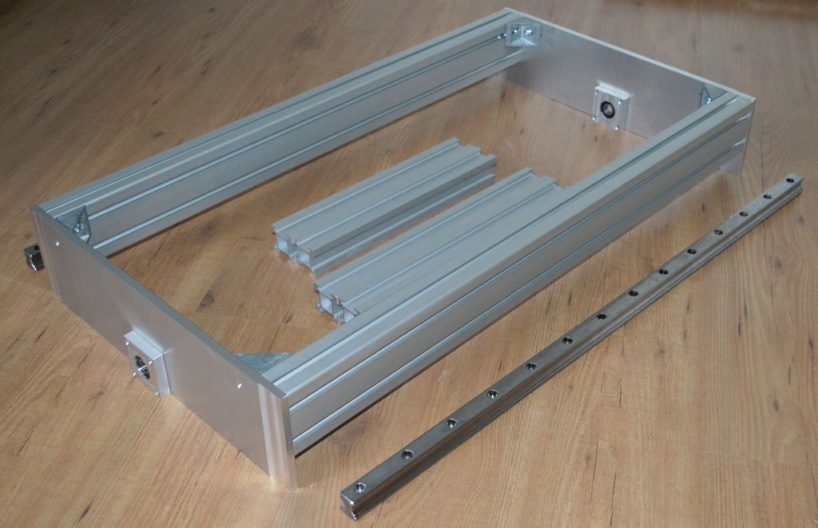
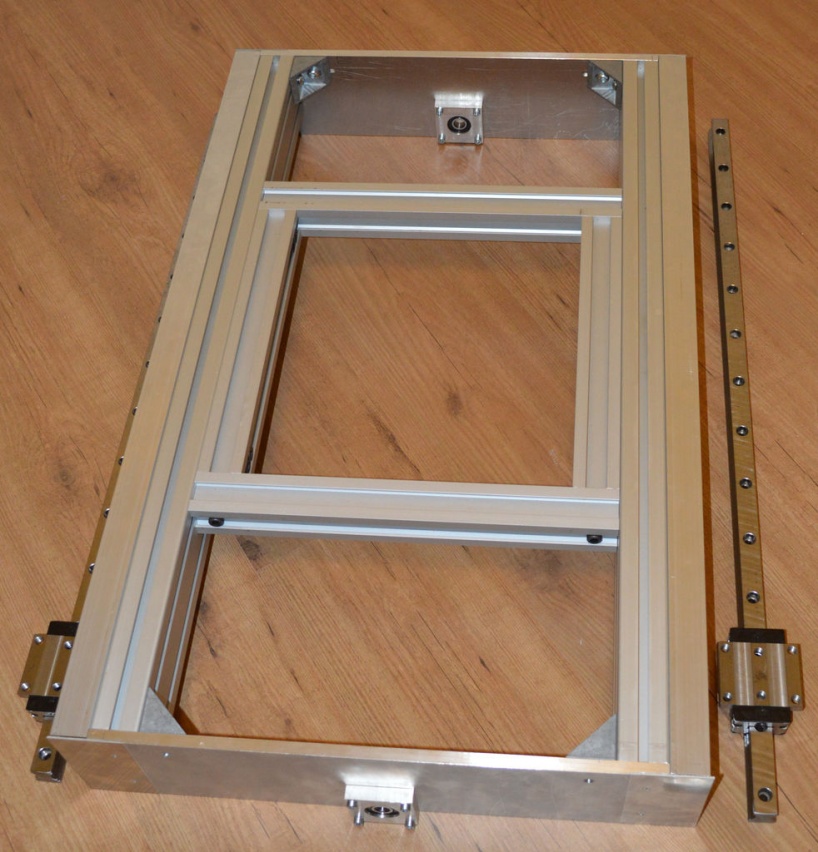
Несущая рама в сборе


Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
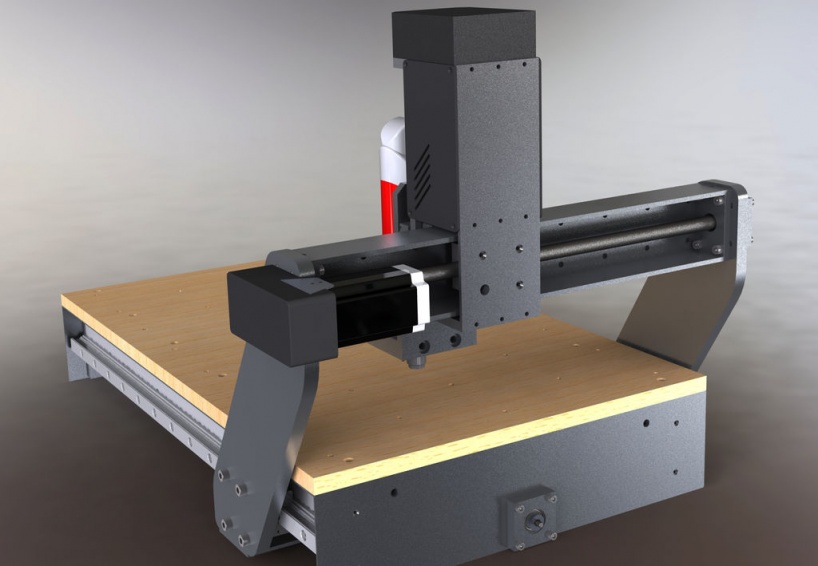
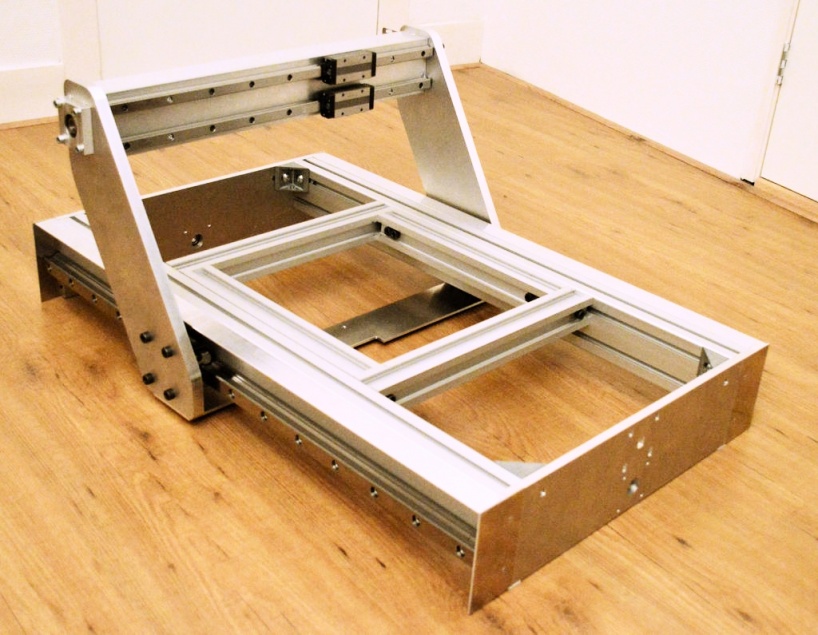
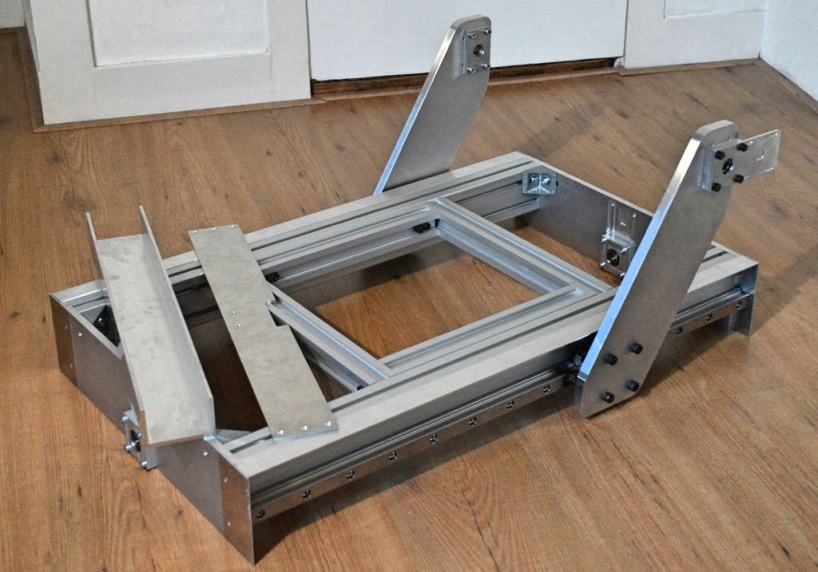
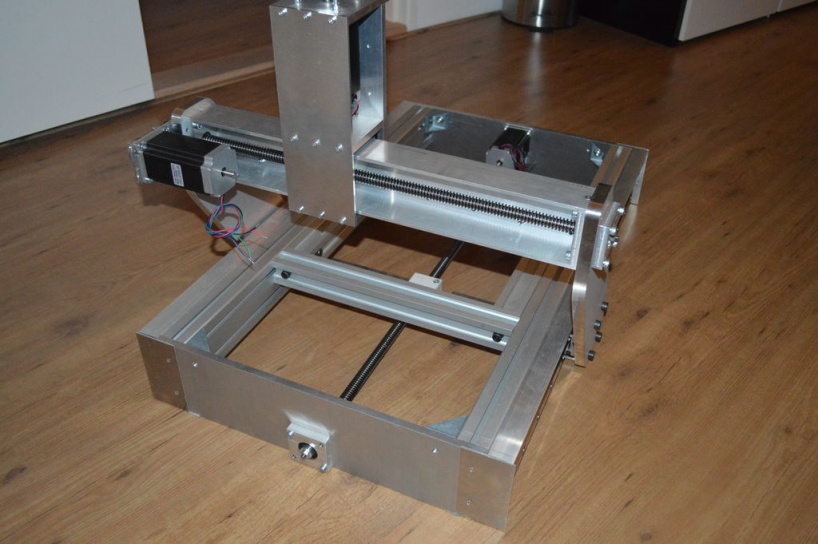
Шаг 3: Портал
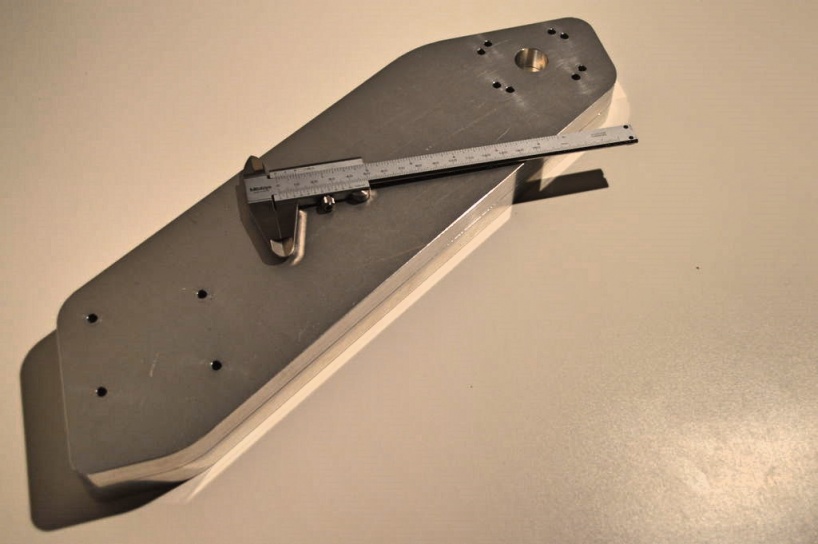
Подвижной портал — исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.

Файлы для скачивания «Шаг 3»
Популярные модели фрезерных станков с ЧПУ:
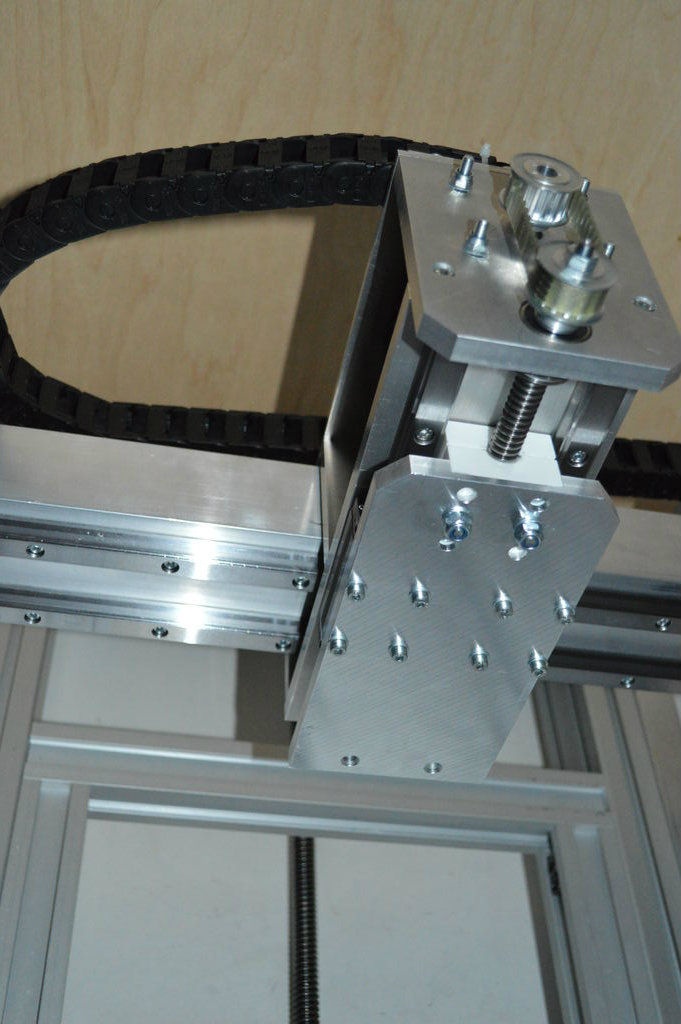
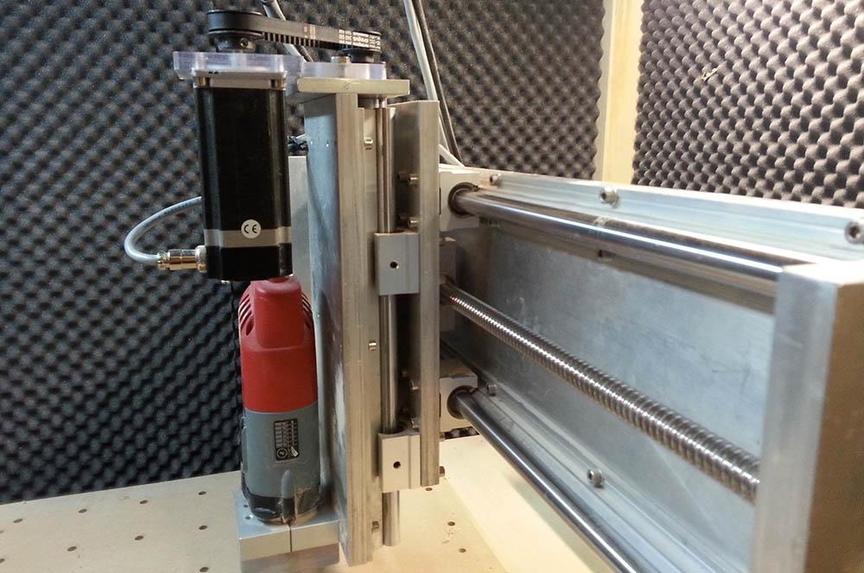
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.

Файлы для скачивания «Шаг 4»
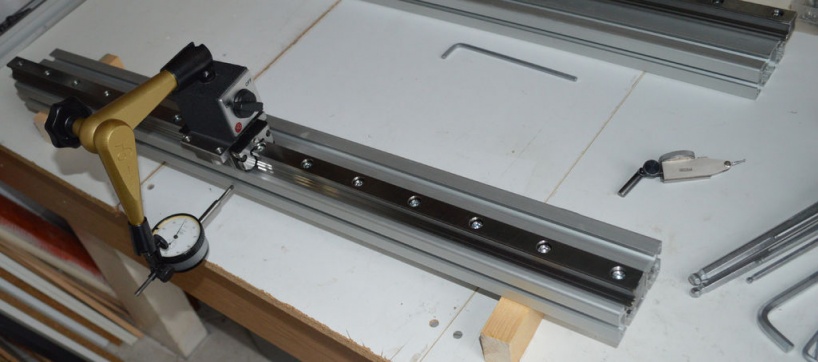
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий.
Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.

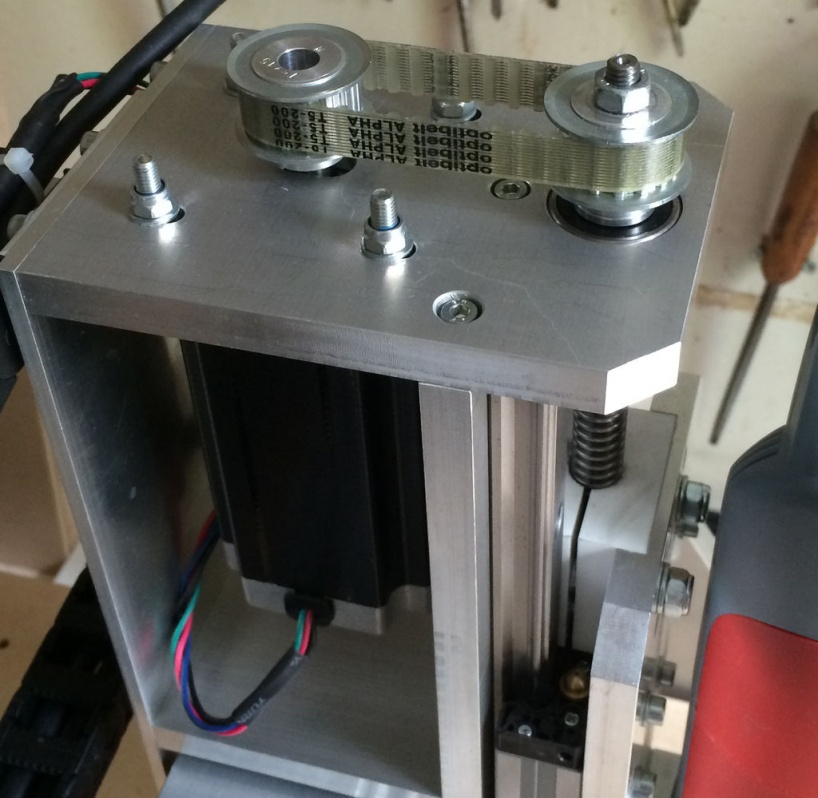
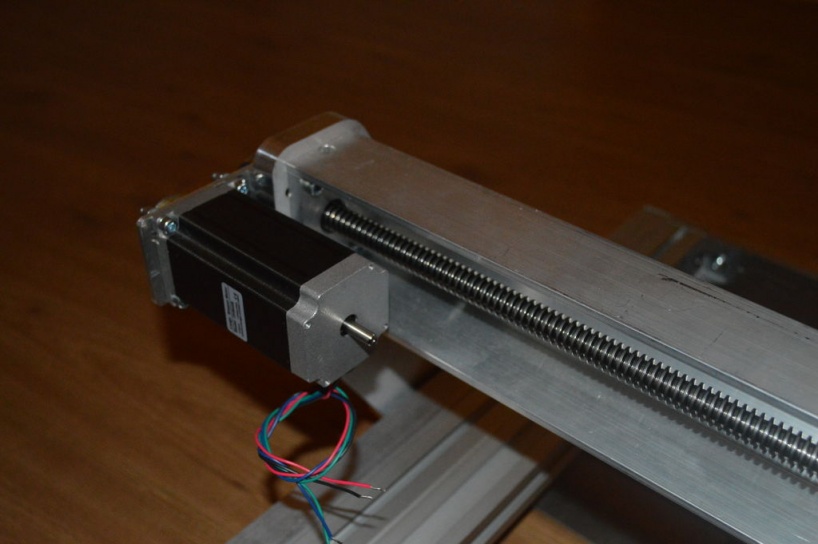
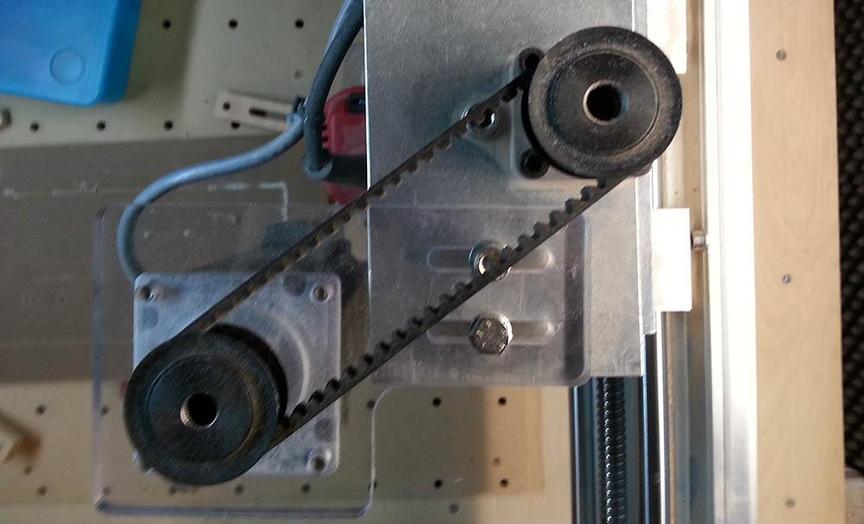
Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
Я все же решил использовать винт-гайку для своего станка. Я выбрал гайки со специальными пластиковыми вставками которые уменьшают трение и исключают люфты.
Необходимо обработать концы винтов в соответствии с чертежами. На концы винтов устанавливаются шкивы

Файлы для скачивания «Шаг 6»
Шаг 7: Рабочая поверхность
Рабочая поверхность — это место на котором вы будете закреплять заготовки для последующей обработки. На профессиональных станках часто используется стол из алюминиевого профиля с Т-пазами. Я решил использовать лист обычной березовой фанеры толщиной 18 мм.
Шаг 8: Электрическая схема
Основными компонентами электрической схемы являются:
- Шаговые двигатели
- Драйверы шаговых двигателей
- Блок питания
- Интерфейсная плата
- Персональный компьютер или ноутбук
- Кнопка аварийного останова
Я решил купить готовый набор из 3-х двигателей Nema, 3-х подходящих драйверов, платы коммутации и блока питания на 36 вольт. Также я использовал понижающий трансформатор для преобразования 36 вольт в 5 для питания управляющей цепи. Вы можете использовать любой другой готовый набор или собрать его самостоятельно. Так как мне хотелось быстрее запустить станок, я временно собрал все элементы на доске. Нормальный корпус для системы управления сейчас находится в разработке )).
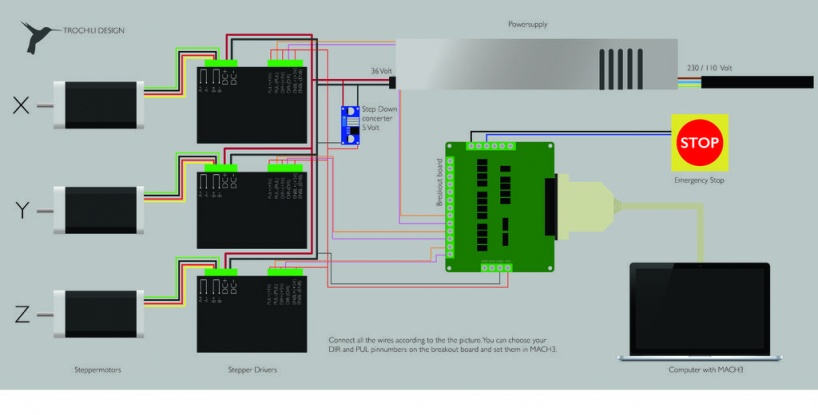
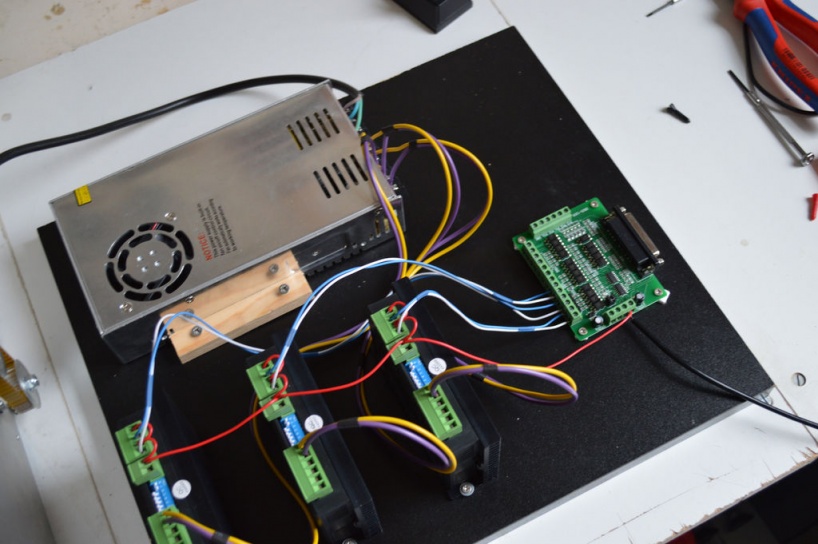
Электрическая схема станка
Шаг 9: Фрезерный шпиндель
Для своего проекта я использовал фрезерный шпиндель Kress. Если есть необходимость, средства и желание, то вы вполне можете поставить высокочастотный промышленный шпиндель с водяным или воздушным охлаждением. При этом потребуется незначительно изменить электрическую схему и добавить несколько дополнительных компонентов, таких как частотный преобразователь.

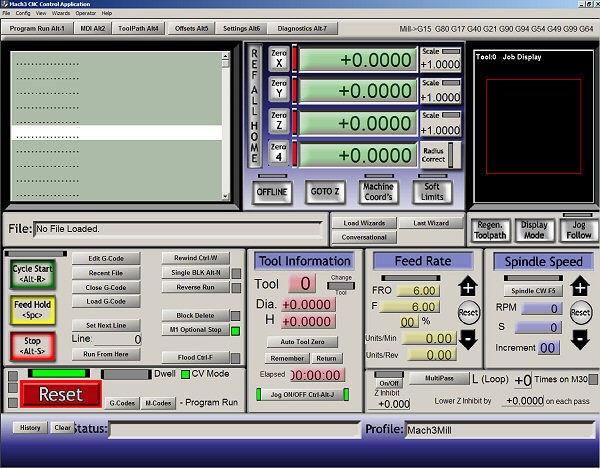
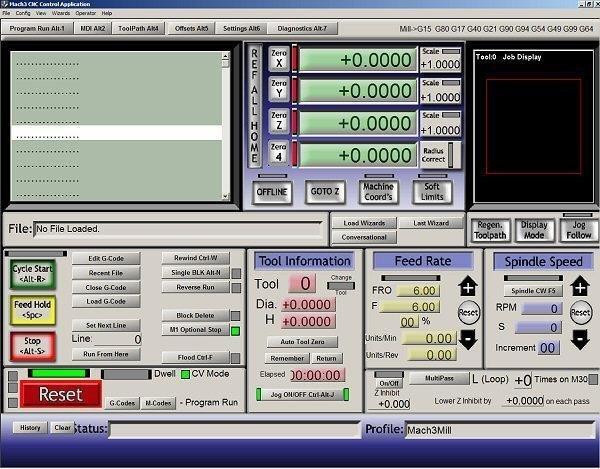
Шаг 10: Программное обеспечение
В качестве управляющей системы для своего детища я выбрал MACH3. Это одна из самых популярных программ для фрезерных станков с ЧПУ. Поэтому про ее настройку и эксплуатацию я не буду говорить, вы можете самостоятельно найти огромное количество информации на эту тему в интернете.
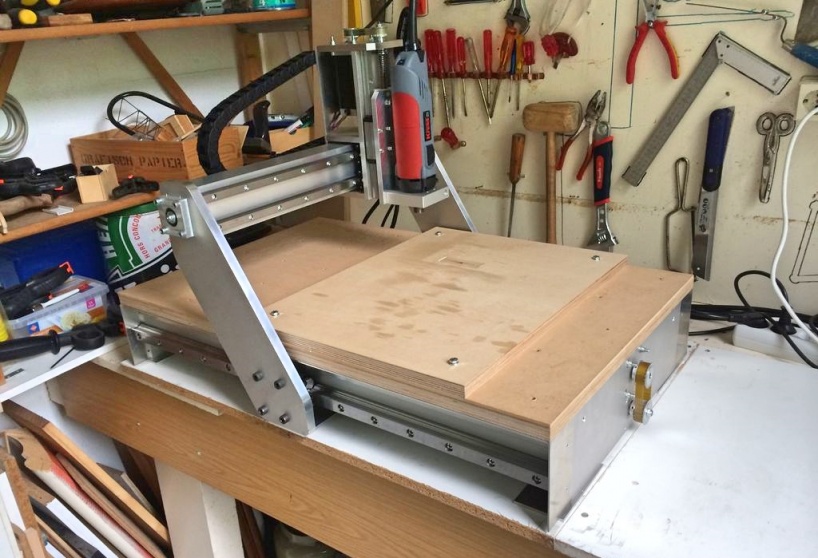
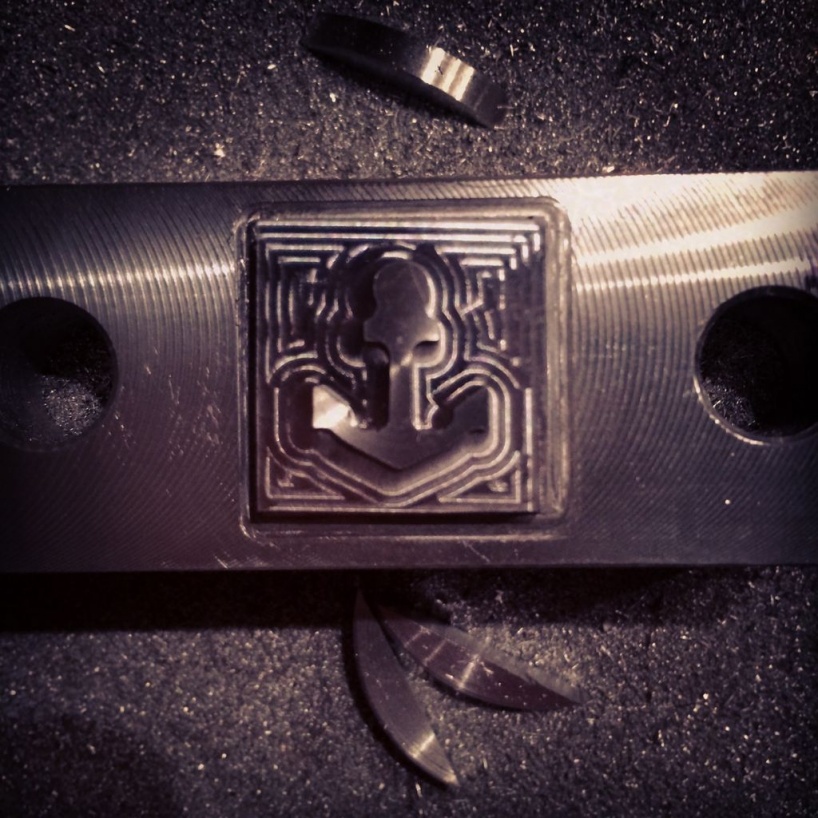
Шаг 11: Он ожил! Испытания
Если вы все сделали правильно, то включив станок вы увидите, что он просто работает!
Я уверен, моя история вдохновит вас на создание собственного фрезерного станка с ЧПУ.


Послесловие
Друзья, если вам понравилась история, делитесь ей в социальных сетях и обсуждайте в комментариях. Успехов вам в ваших проектах!
Станки, которые могут вас заинтересовать:
Все доступные чертежи представлены в статье.
За профессиональной консультацией обращайтесь к нашим специалистам, отправьте заявку прямо сейчас!
Ведущий специалист по фрезерным и лазерным станкам с ЧПУ, режущему инструменту, заточным станкам и измельчителям древесины
Ведущий специалист по фрезерным и лазерным станкам с ЧПУ, заточным станкам и измельчителям древесины
Читайте в блоге:
Применение станочного оборудования с числовым программным управлением актуально не только в условиях промышленного предприятия. Компактное устройство можно изготовить собственными силами, чтобы использовать в домашнем хозяйстве для изготовления полезных и нужных в доме вещей, запчастей для автомобиля и других изделий. В предлагаемой статье рассматривается, как собрать ЧПУ станок с учетом всех этапов изготовления, включая проектирование, комплектацию узлов, монтаж, программирование и наладку.
Проектирование ЧПУ станка
Рассматривая, как собрать простейший ЧПУ станок, важно понимать, что начинать необходимо с проектирования. Проект соответствующей модели разрабатывают с закладкой следующих параметров:
- количества шпиндельных головок – в дополнение к одной основной установка может включать до двух дополнительных, что расширяет функционал оборудования;
- конфигурации рабочего стола, который может перемещаться в продольно-поперечном или вертикальном направлениях либо вращаться по кругу посредством встроенного поворотного механизма;
- точности обработки в зависимости от условий применения;
- количества осей – от двух до пяти; двухосная конструкция проще, но ограничивает возможности декоративного оформления заготовок;
- оборотов шпинделя – если оценивать, как собрать ЧПУ станок по дереву, частота вращения не слишком важна, но для обработки твердых материалов потребуется оборотистое оборудование;
- мощности – этот показатель определяет скорость работы исполнительного органа, производительность агрегата;
- расположения оси шпинделя – горизонтальное, вертикальное или наклонное.
Чтобы представлять, как собрать ЧПУ станок своими руками, устройство необходимо изобразить на бумаге. Можно ограничиться обычным эскизом или воспользоваться возможностями Autocad либо другой специализированной программы для проектирования подробных чертежей.
Это позволит определить размеры деталей для последующего заказа по интернету или изготовления собственными силами.
Детали, используемые в ЧПУ станке
Когда разработан проект и ясно, как собрать ЧПУ станок, можно приступать к комплектации деталей. Из электрооборудования и средств электроники потребуется запастись следующими элементами:
- тремя шаговыми двигателями и таким же количеством драйверов для управления этими устройствами;
- блоком преобразования электроэнергии на 36 В для питания станочного агрегата;
- электронной платы интерфейса;
- отдельным блоком питания, подающим энергию на схему управления;
- двухпозиционным выключателем, предусматривающим положения «включено» и «выключено»;
- двумя вентиляторами охлаждения с блоками питания;
- многожильным электрическим кабелем;
- тремя концевыми выключателями сенсорного действия;
- шпинделем рабочей головки.
Из механических узлов потребуется наличие следующего:
- линейных направляющих;
- шарико-винтовой пары;
- стальной шпильки с нарезанной резьбой и гайки, что будет служить передаточным винтом;
- алюминиевого профиля, разрезанного на отрезки по 100 мм;
- пластины из алюминия толщиной 15 мм;
- мощных антивибрационных ножек с резьбой для выравнивания установки по горизонтали.
Станочная установка будет состоять из следующих основных узлов, которые собирают из перечисленных выше деталей:
- оси Х – включает базовую раму из алюминиевого профиля, которые фиксируют винтами, высверлив отверстия и нарезав резьбу М5 в торцевых частях элементов;
- боковых пластин портала с пазами для фиксации степ-двигателей; требуется тщательное выравнивание линейных рельсов, чтобы обеспечить совпадение с краем плоскости; направляющие должны быть строго параллельны;
- каретки оси Y – состоит из пластины с линейными подшипниками, которые тщательно регулируют по отношению к рельсам; узел должен перемещаться свободно без малейшего заедания;
- линейных направляющих и других узлов оси Z; может потребоваться дополнительный крепеж для шагового двигателя, если не получится установить привод непосредственно на пластину;
- приводных зубчатых ремней и шкивов, которые выносят наружу при смонтированных внутри станины моторах;
- подшипниковых опорных блоков – из круглого алюминиевого прута вырезают четыре цилиндра высотой 15 мм; на заготовке высверливают отверстия по сторонам и центральное монтажное; затем делают посадочное место для подшипников, которые запрессовывают, а блоки крепят к торцевым и боковым пластинам на болтах;
- опоры приводной гайки из делрина в оси Z;
- кронштейнов приводных гаек в осях Х и Y;
- поверхности рабочего стола.
И если ясно, как собрать ЧПУ станок своими руками, кроме выбора комплектующих необходимо специальное программное обеспечение для управления оборудованием. Для компоновки электрооборудования нужен компактный шкаф, пластиковый канал для прокладки кабеля.
Этап сборки ЧПУ станка
Подробнее о том, как собрать станок ЧПУ фрезерный. Сборку проводят в такой последовательности:
- подготавливают рабочее место – важно выбрать, где будет расположен станок, чтобы обеспечить достаточное пространство, вентиляцию помещения, подвод энергокоммуникаций;
- распаковывают и комплектуют детали для сборки – проверяют соответствие всех элементов по оформленным чертежам и спецификациям;
- монтируют раму станочной установки; предпочтительнее обойтись без сварочных работ, чтобы обеспечить возможность разборки; важна точность подгонки элементов для прочного и жесткого соединения;
- устанавливают линейные направляющие на стол и фрезу; эти детали необходимо тщательно выровнять и надежно закрепить;
- монтируют стол, на котором будут размещаться обрабатываемые заготовки;
- устанавливают фрезу на передвижном модуле, тщательно откалибровав и убедившись в беспрепятственных перемещениях по всем осям;
- монтируют шаговые двигатели и ведущие винты; вначале необходимо установить привод, работающий в горизонтальной плоскости, затем – для вертикальных передвижений.
Если оценивать, как собрать станок ЧПУ фрезерного типа, то при корректном проектировании и правильности комплектующих с монтажом особых сложностей не возникнет. После этого можно подключать установку.
Система управления ЧПУ станком
В том, как проще собрать лазерный станок ЧПУ, поможет тщательно проработанный чертеж, на котором подробно изображена конструкция агрегата. После завершения монтажа можно подключать устройство. Подводят кабели к шаговым двигателям от контроллера числового программного управления.
От контрольного элемента провода идут на питание и компьютер. Важно также не забыть о подключении драйверов.
Программирование на ПК выполняют в таком порядке:
- инсталлируют приложение для управления станочным оборудованием;
- отдельно прописывают регламент обработки для технологических операций; требуется указание координат и характеристик движения исполнительного органа, стола с заготовкой;
- проверяют сценарий, чтобы исключить ошибки; если возникнет необходимость, вносят исправления.
Программу работы составляют в текстовом документе с G-кодом. Этот файл переносят на станочный агрегат с помощью любого доступного носителя. При отсутствии достаточного опыта для написания кода вручную можно воспользоваться следующими методами:
- передачей команд пультом дистанционного управления;
- программированием в САМ-оболочках.
Новичку проще работать с пульта. Этот метод позволяет отрегулировать различные настройки нажатием соответствующих кнопок. Минус в том, что модель агрегата должна поддерживать такую возможность, что предусмотрено не всегда.
Вторая методика связана с определенными сложностями. Создают компьютерную модель станочного оборудования, а интегрированный программный модуль устанавливает необходимые характеристики с последующей передачей информации постпроцессором.
Систему необходимо откалибровать, чтобы обеспечить должную точность согласно предусмотренным допускам.
Запуск ЧПУ станка
Если должным образом подготовиться, можно понять, как самому без посторонней помощи собрать ЧПУ станок. После завершения монтажа и настроек пользователь может приступать к работе. Необходимо выполнить следующие действия:
- подобрать требуемый режущий орган, установив его в шпиндель;
- настраивают положение инструмента по высоте, подводя к поверхности заготовки, которую предстоит обрабатывать;
- устанавливают обороты, исходя из плотности материала, характеристик обработки;
- подают питание на станочное оборудование;
- включают нужную программу и запускают вращение исполнительного органа.
Разобравшись, как собрать простейший лазерный станок ЧПУ своими руками, можно понять и основные принципы программирования этого оборудования. Несмотря на автоматическую работу посредством числового программного управления, устройство нуждается в периодическом контроле и проверке корректности функционирования.
Перед каждым запуском оценивают техническое состояние агрегата. Особенное внимание следует уделить степени износа подшипников, при значительной выработке которых возможно превышение допустимых отклонений. Трущиеся детали требуют регулярной смазки для плавности и мягкости движений.
По окончании работы снимают обработанную деталь, освободив крепеж. Очищают оборудование от стружки и пыли.
При разработке проекта, комплектации и монтаже фрезерного ЧПУ станка своими руками собрать это устройство не так сложно, как может показаться на первый взгляд. Главное – тщательно проработать конструкцию оборудования, подготовить необходимые детали и материалы, аккуратно смонтировать устройство в соответствии с проектной документацией. По завершении монтажных работ останется запрограммировать и настроить установку для корректной и точной обработки различных изделий.
Изображение от prostooleh на Freepik
Сборка ЧПУ станка достаточно длительный процесс. И все рассказать в одном видео или статье практически не возможно. Поэтому в данном разделе выкладываю этапы сборки CNC станок. Если у вас нет желания искать по кускам, то после сборки станка результат выкладываю в разделе:
Пишем красивым шрифтом на ЧПУ плоттере
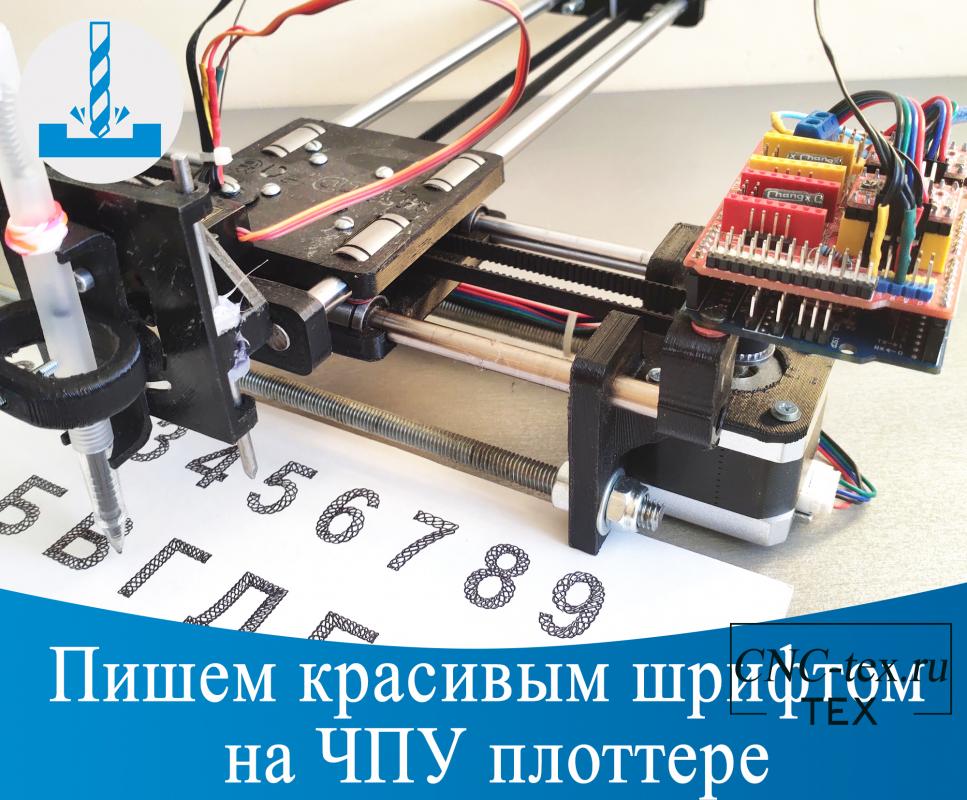
Сегодня рассмотрим очень интересную тему: написание красивого текста на ЧПУ плоттер.
Несмотря на то, что напечатать текстовые документы сегодня достаточно
просто. Написать текст на плоттере с нужными параметрами достаточно
сложно. Связанно это с тем, что при добавлении текста в векторный
редактор или программу LaserGRBL, плоттер может нарисовать контуры букв. Нарисовать букву в одну линию
уже сложнее. Но всё-таки возможно. Сегодня рассмотрим, как можно
достаточно быстро перевести любой текст в векторный и написать его с
помощью ЧПУ плоттера.
Что получится, если векторизовать любой текст и написать его с помощью ЧПУ плоттера?
ЧПУ плоттер на Arduino необходимые программы
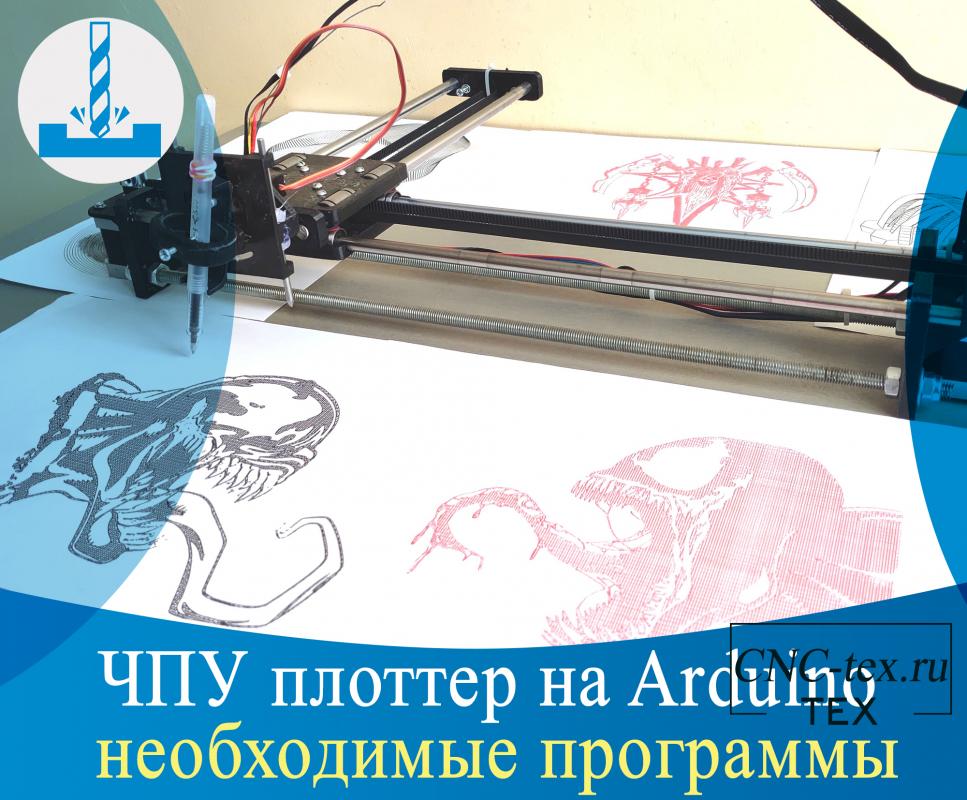
Собрал я себе новый плоттер с большой скоростью обработки и с большим рабочим полем. Ознакомиться с этапами сборки и скачать исходные материалы можете в предыдущей статье. Все файлы располагаются внизу статьи в разделе «Файлы для скачивания».
После сборки я нарисовал фломастером пару рисунков. Сейчас решил
нарисовать что-нибудь ручкой. С этим есть свои сложности, но об этом
расскажу в конце статьи. А сейчас рассмотрим, какими программами
пользовался и как рисовал из векторного и растрового изображения. И
посмотрим результат моих экспериментов.
Неудачная переделка ЧПУ плоттера.

Собрал я ЧПУ плоттер в виде принтера, про который рассказывал вот в этой статье.
Все работало, но были небольшие сдвиги по оси Y при нанесении рисунка.
Решил я переделать принтер и внести некоторые доработки, но, к
сожалению, переделка получилась неудачная. Стало рисовать еще хуже, чем до модернизации ЧПУ плоттера.
Переделка первая, воздушный шарик на подающем валу ЧПУ плоттера.
Пульт управления ЧПУ станком.

Появилась у меня идея сделать пульт управления для ЧПУ станка. Так как у меня достаточно богатый опыт использования дисплея Nextion. В чем вы можете убедиться посетив сайт Arduino TEX. А для любознательных предлагаю ознакомиться с уроками по программированию дисплея Nextion.
Пульт сделан без использования дополнительного микроконтроллера, в связи с чем команды, дисплей отправляет напрямую на Arduino UNO. Получилась достаточно простая конструкция, но при этом с рядом минусов. О чем сейчас подробно и расскажу.
Подбираем нихром для ЧПУ гравировального станка.
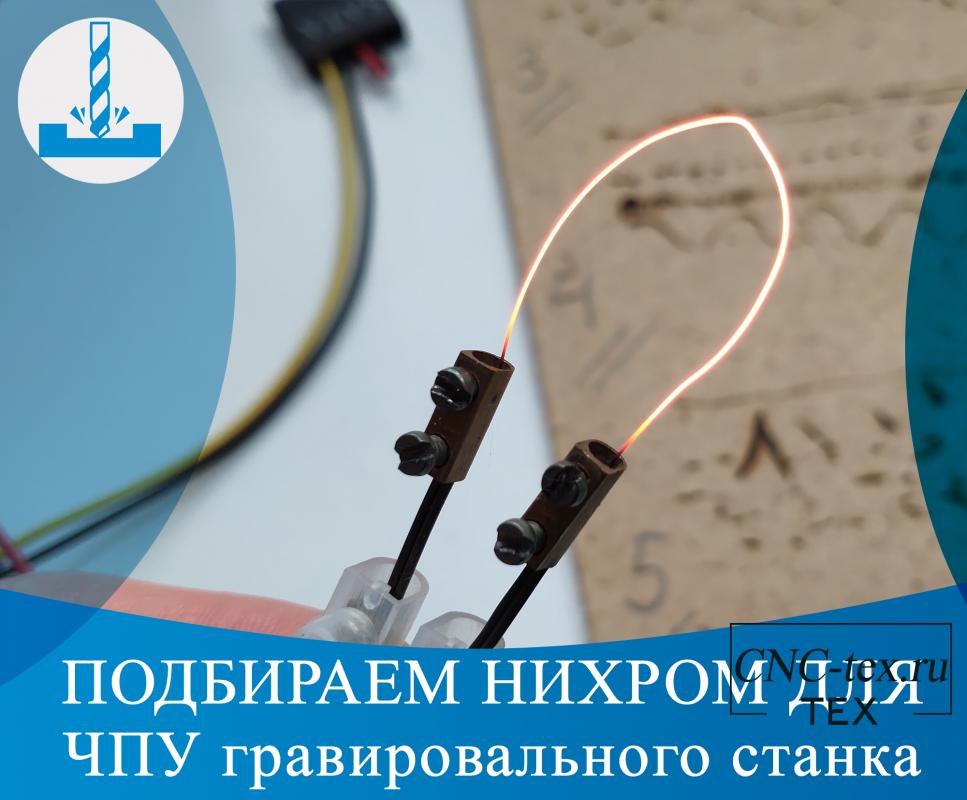
Решил я собрать небольшой ЧПУ станок гравирующий нихромовой проволокой.
Так как опыта в данном деле нет. А нихром мне дали нескольких
вариантов. Точнее 5 небольших кусков с разным сечением и «блеском», и
при этом сказали: «Может быть нихром, а может и фехраль. Точно не помню!». Поэтому я решил методом научного тыка проверить, что лучше подойдет для гравировки ЧПУ станком.
Подготовка материалов для тестирования нихрома для ЧПУ станка.
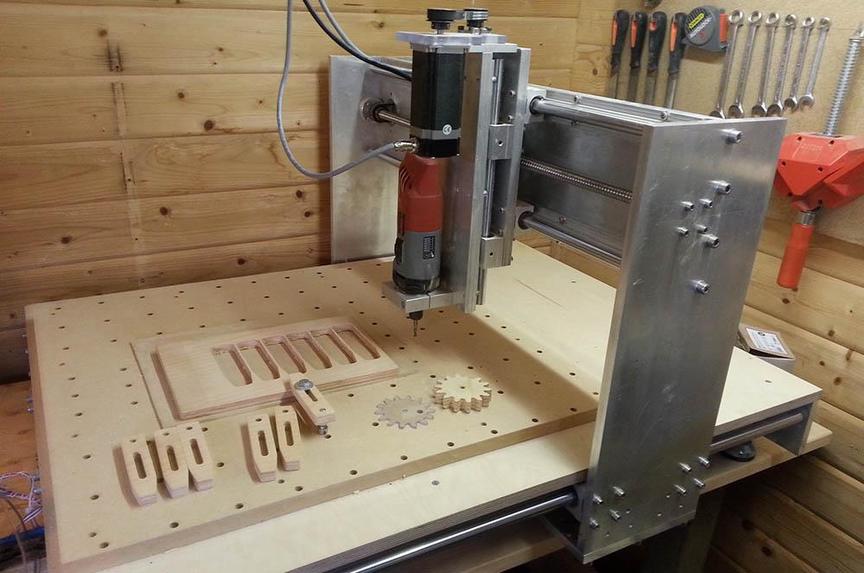
Выравнивание ходового винта ЧПУ в домашних условиях.

Собираю новый ЧПУ фрезерный станок. Подробнее расскажу про него в отдельной статье. Вот так он выглядит на данный момент. Комплектующие покупаю в Китае.
Установка и настройка конечных выключателей на 2 осевой ЧПУ станок – GRBL.

Если вы собрали фрезерный ЧПУ станок на Arduino, и решили установить конечные выключатели, у вас скорее всего не возникнет сложностей. Так как прошивка GRBL по умолчанию сконфигурирована для работы с трех осевым ЧПУ станком. Совсем другая ситуация с 2 осевыми ЧПУ станками, такими как лазерный гравер или ЧПУ плоттер.
При установке конечных выключателей, у вас будет выдавать ошибку.
Сегодня в статье рассмотрим, что нужно настроить в конфигурации прошивки
GRBL, чтобы поиск позиции «Дом» начинался с осей X, Y и не искал
концевик по оси Z.
Установка конечных выключателей на ЧПУ плоттер.
Прошивка для плоттера GRBL Servo и работа с программой LaserGRBL.

Продолжаю эксперименты со своим самодельным ЧПУ плоттером.
И сегодня расскажу, как можно ускорить процесс создания изображения из
рисунка, без особых знаний и навыков. Берём картинку, открываем ее в
программе, проводим несколько настроек, и плоттер уже рисует
изображение. Как это сделать? Просто. В этом нам поможет новая прошивка GRBL Servo и программа LaserGRBL. Вы скажете, что программа LaserGRBL предназначена для работы с лазером.
Но мы сегодня научимся ее использовать для работы с плоттером. Давайте
приступим к настройке прошивки для гравировки. Но перед этим
порекомендую всем, кто первый раз попал на мой сайт прочитать вот эти
статьи, чтобы было понятно с чего все началось и почему произвожу те или
иные настройки:
Красивые эффекты изображений для рисования на ЧПУ плоттере.

Сегодня в статье рассмотрим, с помощью каких инструментов можно сделать красивые эффекты изображения, для дальнейшей отрисовки их на ЧПУ плоттер или лазерном гравере. Как собрать ЧПУ плоттер рассказывал раньше в статье: ЧПУ плоттер на Arduino своими руками. Кроме этого, рассказывал какими инструментами я пользуюсь для создания G-Code, в следующей статье: G-Code для плоттера на Arduino.
А сейчас расскажу, как можно из изображения, скаченного с интернета, сделать красивое векторное изображение .SVG формата для плоттера, используя несколько программ. Начну с распространенной программы Inkscape.
G-Code для плоттера на Arduino.

Как собрать ЧПУ плоттер рассказывал в прошлой статье. Сегодня рассмотрим процесс сознания G-Code для плоттера на Arduino, от поиска картинки, до готовой гравировки. Для этого будем использовать несколько программ: Inkscape, Carbide Create, Candle.
Для того, чтобы сделать гравировку, нужно нарисовать векторное
изображение самостоятельно или найти готовый рисунок в интернете.
Если вы хорошо разбираетесь в технике, для вас не составит труда собрать фрезерный ЧПУ-станок у себя дома. Это выйдет значительно дешевле, чем приобретать новое устройство, и к тому же доставит вам удовольствие от самореализации. Все необходимые компоненты можно приобрести в магазинах электроники и стройматериалов. Ниже приведены детальные инструкции по сборке станка с фотографиями.
Подготовительные работы
Подготовка к построению станка предполагает такие фазы:
- создание чертежей;
- закупку надежных комплектующих и крепежа;
- подготовку качественных инструментов;
- ознакомление с текстовыми и видеоинструкциями.
Замечательно, если у вас найдется доступ к сверлильному и токарному станкам — это существенно облегчит конструирование фрезерного.
Как сделать фрезерный станок ЧПУ своими руками: пошаговая инструкция
Устройство можно изготавливать двумя методами:
- Приобрести готовый комплект запчастей и самостоятельно смонтировать из него устройство.
- Изготовить или приобрести все комплектующие по отдельности.
Второй вариант более сложный и затратный по времени, зато более бюджетный.
Подбирая материал для устройства, надо учитывать, что он обязан быть прочнее тех материалов, которые будут на нем обрабатываться.
Модели с подвижными столами хороши только в том случае, если станок будет компактным, менее 30 × 30 см. Для более крупных моделей оптимальными станут двигающиеся порталы.
В большинстве случаев устройства домашней сборки оснащаются шаговыми двигателями, а промышленные модели — более сложными и дорогостоящими сервоприводами.
Если вас интересует затейливая многомерная резка, лучше приобрести шпиндель с водяным охлаждением. Он недешевый, но издает меньше шума, способен обрабатывать разнообразные материалы и не перегревается, работая на пониженных оборотах.
Станок, описанный в этой статье, обошелся ориентировочно в 1500 евро. Им можно обрабатывать фанеру, пластик, лиственную древесину и алюминий.
Как вариант: основой для фрезерной установки может послужить сверлильная, где головка со сверлом заменяется на фрезерную. Чтобы инструмент мог передвигаться по трем плоскостям, механизм следует оснастить подшипником. Удобнее всего собирать такие механизмы на основе принтерной каретки, потом останется только оснастить аппарат программным управлением.
Проектирование
Эскиз для станка можно начертить по старинке от руки, но лучше воспользоваться компьютерной программой, к примеру AutoCAD (как профессиональный вариант) или Google Sketchup (опция попроще, предоставляется бесплатное использование на месяц). На рисунке должны быть точно переданы габариты всех комплектующих, чтобы понимать, какие детали заказывать.
Комплектующие

Для изготовления станка вам потребуются следующие механические компоненты:
- профиль из алюминия 30 × 60 мм, порезанный на отрезки до 10 см;
- пластина из алюминия толщиной 15 мм;
- штырь из стали с резьбой M10 с гайкой из делрина;
- линейные направляющие SBR 16 и SBR 20;
- шарико-винтовая пара с шагом 5 мм и диаметром 16 мм;
- ножки для выравнивания и защиты от вибрации.
Также надо будет обзавестись нижеперечисленными электрическими элементами:
- 3 шаговыми двигателями 3 Nm Nema 23;
- 3 драйверами для этих двигателей DM556 Leadshine;
- блоком питания 36 В;
- интерфейсной платой 5 Axis CNC Breakout Board;
- источником питания 5 В к плате;
- двухпозиционным выключателем On/Off;
- многожильным кабелем Shielded 4 Conductor 18 AWG;
- 3 сенсорными концевыми выключателями;
- шпинделем Kress FME 800 (его можно заменить на Dewalt Compact Router либо Bosch Colt ).
Программ будет нужно две — CamBam, совмещающая в себе функционал CAD и CAM, а также Mach3 для контроля устройства.
Ось X



Рама оси создается из алюминиевого профиля 30 × 60 мм (4 сегмента) и пары боковых панелей 15-миллиметровой толщины. На окончаниях профилей располагаются два отверстия с диаметрами 6,8 мм. Изнутри отверстий метчиком выполняется резьба М8.
Для совпадения отверстий на концевых панелях пластины надо прижать друг к другу во время сверления. В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель.
Из алюминиевых кусочков с габаритами 50 × 20 × 50 выполняются 4 блока для крепления ножек, которые будут обеспечивать столу ровное положение. Блоки прикручивают к профилям снаружи посредством четырех болтов М5 с t-гайками для мебели.
К профилям нужно подвести рельсы. Пазы в профилях должны идеально совпадать с отверстиями, высверленными в основаниях направляющих.
При установке можно пользоваться t-гайками для мебели и болтами М5.
Боковые пластины и сборка портала

Единственное отличие между идентичными пластинами таково: в одной высверлены четыре отверстия, куда будет крепиться мотор. Для изготовления портала применяются 15-миллиметровые пластины из алюминия. Чтобы разместить эти отверстия строго в правильных местах, сначала следует пробить углубления с помощью кернера. На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
Ось Y

Каретка оси Y выполнена из единственной пластины, а на ней закреплены линейные подшипники. Работать сверлом тут необходимо максимально выверенно, без отклонений даже на миллиметр. К пластине крепятся подшипники для осей Y и Z. В силу минимального расстояния между подшипниками они могут заедать даже при незначительном смещении. Проверьте, чтобы каретка без проблем проскальзывала по обеим сторонам. Рельсам и подшипникам нужна тщательная регулировка. Чтобы выровнять их как можно точнее, желательно пользоваться цифровыми приспособлениями.
Ось Z
Рельсы оси Z подсоединяются к подвижной части узла оси Z. Важно проследить, чтобы они оказались смещены от края пластины ориентировочно на полсантиметра. Выровнять их можно с помощью двух кусков пластика, используемых как прокладки. Для установки верхней пластины на узел оси Z в окончании монтажной пластины высверливают три отверстия.
Если шаговый мотор не удается разместить вплотную к пластине, потребуется выполнить для него отдельное пластиковое крепление.
Блоки корпусов подшипников тоже делаются пластиковыми. В качестве приводного винта применяется стержень из стали с резьбой М10. Шкив для зубчатого ремня просверливают, выполняют резьбу М10 и прикручивают к верхней половине приводного винта. Фиксировать эту деталь в нужной позиции будут три установочных винта. Гайку из делрина закрепляют к каретке оси Y.
Зубчатые ремни и шкивы

Место для крепления мотора обычно выбирают на отдельной стойке либо с внешней стороны устройства. Для соединения шариково-винтовой пары с мотором можно задействовать гибкую муфту.
Однако в компактном помещении размещенный снаружи мотор будет мешать, и поэтому его убирают внутрь. Если не получается соединить мотор с шариково-винтовой парой напрямую, можно воспользоваться шкивами и зубчатыми 9-миллиметровыми ремнями HTD5m.
Используя ременную передачу, можно применить понижающую передачу, чтобы подключить мотор к приводному винту. Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро.
Подшипниковые опорные блоки

Опорные блоки для осей X и Y выполняют из алюминиевого прутка круглого сечения 50 мм, от которого отсекают четыре 15-миллиметровых сегмента. На прутке маркируют места расположения четырех монтажных отверстий и просверливают их, плюс отдельно сверлят еще одно крупное посередине. Потом переходят к полости для подшипников. Их нужно запрессовать, а блоки закрепить на боковых и торцевых пластинах посредством болтов.
Опора для приводных гаек

Шарико-винтовую пару для оси Z можно заменить стержнем с резьбой М10 и гайкой из делрина. Полиформальдегид делрин является самосмазывающимся и по мере эксплуатации не страдает от износа.
Чтобы минимизировать люфт, резьбу следует выполнять метчиком высокого качества.
Для осей X и Y выполнено крепление привода из алюминия. На гайках шарико-винтовой передачи расположена пара компактных фланцев с тремя отверстиями с каждого бока. По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
Держатель нужно обработать с высокой точностью на токарном станке. Прикрутив гайки к порталу и каретке оси Y, можно поворачивать шарико-винтовую пару ручным способом и перемещать эти комплектующие на другую сторону. Гайку начнет клинить, если габариты держателей окажутся неправильными.
Крепления двигателя

Для опор мотора применяют фрагменты алюминиевых труб с квадратным сечением, заранее порезанные с желаемой длиной. Как вариант, можно разрезать трубу из стали.
Надо убедиться, что крепления мотора по осям X и Y можно свободно двигать с целью натяжения зубчатых ремней. Выполнить прорези и высверлить крупное отверстие на одной стороне крепления можно как на сверлильном, так и на токарном станке.
Крупное отверстие с одной стороны выпиливают при помощи концевой пилы. Таким образом, двигатель садится на один уровень с поверхностью, а вал получается центрированным. С противоположной стороны крепления выполняют четыре слота, дающие мотору возможность скольжения вперед-назад.
Для крепежа двигателя используют болты М5.
Рабочая поверхность


Идеальной опцией стала бы столешница из алюминия с пазами в форме буквы Т, но это стоит недешево. Поэтому ее имеет смысл заменить перфорированной столешницей, так как она экономичнее и позволяет зажимать обрабатываемую деталь разными способами.
Для крепления к алюминиевым профилям стола из березового фанерного листа 18-миллиметровой толщины применяются болты М5 и гайки с пазами в форме буквы Т. Сетка с шестиугольными вырезами под гайки выполняется в CAD-софте, потом отверстия проделываются на станке с ЧПУ.
Поверх фанеры устанавливают лист МДФ 25-миллиметровой толщины. Для прорезания отверстий в обеих частях применяют большую фасонную фрезу. Отверстия в МДФ выравнивают с центрами заблаговременно проделанных шестиугольных отверстий. Потом МДФ снимают, а гайки устанавливают в отверстия фанерного листа. После этого МДФ возвращают на место.
Электрика и электроника

Для создания электронной составляющей предстоит воспользоваться нижеперечисленными комплектующими:
- источником питания с выходным напряжением 48V DC и выходным током 6,6 A;
- 3 драйверами шагового мотора Leadshine M542 V2.0;
- 3 шаговыми моторами 3Nm hybrid Nema 23;
- интерфейсной платой;
- реле — 4-32V DC, 25A/230 V AC;
- главным выключателем;
- блоком питания к плате 5V DC;
- блоком питания для охлаждающих вентиляторов 12V DC;
- парой вентиляторов Cooler Master Sleeve Bearing 80mm;
- парой розеток — для пылесоса и шпинделя;
- кнопкой экстренного завершения работы и концевыми выключателями.
Если моторы не самые мощные, допустимо использование платы на три мотора — однако все равно рациональнее применить индивидуальные драйверы. Микрошаговый режим драйверов Leadshine обеспечивает предельную плавность перемещения инструмента и понижает вибрации мотора.
Источник постоянного напряжения 5 В подключают к главному входу питания. Для вентиляторов устанавливают розетку, электроэнергия к ним поступает через традиционный 12-вольтовый адаптер, размещенный на стене.
Компьютер контролирует реле на 25А через прерыватель. Входные клеммы реле подключаются к выходным клеммам прерывателя. Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек.
Если в конце G-кода стоит команда M05, шпиндель с пылесосом выключатся. Для их повторного включения потребуется нажатие кнопки F5 либо ввод команды M03.
Программное обеспечение
Готовому устройству для полноценного функционирования требуется три разновидности софта:
- CAD, чтобы создавать чертежи;
- CAM, чтобы создавать траектории инструментов и выводить G-код;
- контроллер, считывающий G-код и управляющий маршрутизатором.
Хорошим примером софта, совмещающего в себе функционал CAD и CAM, станет CamBam. Он несложный и вполне подходит для домашнего производства. Перед началом работы ему нужно задать параметры: диаметр применяемых инструментов, глубину и скорость резания, глубину за проход и так далее. Задав софту траекторию, можно будет вывести G-код, отдающий станку непосредственные команды.
В качестве контроллера следует порекомендовать Mach3. Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя.
Отладка самодельного станка с ЧПУ
Перед началом полноценной работы на станке надо обработать несколько пробных деталей различных конфигураций и габаритов, сделанных из разных материалов. Возможно, в процессе выяснится, что устройство издает слишком громкий шум, и от него во все стороны разлетается пыль. Тогда его можно оснастить пылеуловителем, соединенным с пылесосом.
Нередко оказывается, что расчет крутящего момента на Y-опоре был произведен некорректно. В таком случае из-за высокой нагрузки по оси Y станок начнет изгибаться. Для устранения этого изъяна надо купить вторую направляющую и модернизировать портал.
Как собрать ЧПУ-стол?

Чтобы по максимуму использовать возможности станка, его нужно поместить на прочный и устойчивый стол. Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить:
- кнопку завершения работы;
- фиксатор роликов;
- зенковку и биты;
- дрель;
- электрическую отвертку;
- пилу;
- станок X-Carve;
- концевую фрезу на 4 дюйма с твердосплавным покрытием;
- твердосплавную фрезу на 4 дюйма, с 4 каналами, с шариковым наконечником;
- средства защиты слуха.
От старого стола нужно взять две большие полки и укрепить их. По четырем внутренним углам надо разместить угловые скобки, а по длине поперечной балки, которая проходит по нижней стороне — L-образные скобки. Чтобы закрепить полку, нужно добавить дополнительные деревянные подставки. После того как полка будет помещена на место, надо укрепить ее еще большим количеством скобок.
Чтобы найти разумное применение каждому сантиметру помещения, стол хорошо бы оснастить пегбордом, то есть перфорированной панелью для инструментов. Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
Пространство в нижней части стола тоже прекрасно подходит для хранения объектов — в частности, барабанного шлифовального станка или настольной пилы. Для хранения материалов можно соорудить съемную полку, воспользовавшись для этого листом фанеры и заготовленными для ножек деревянными брусками. Ножки крепятся к листу фанеры с помощью угловых скоб.
Еще одну полку можно оборудовать наверху — иногда это помогает закрыть проводку от станка и розетку. Верхнюю полку укладывают на торцы стоек и прикручивают. У второй полки углы для ножек вырезают с помощью лобзика.

Сложности в работе, возможные ошибки и как их избежать
При монтаже станины нельзя применять соединения сварного типа, так как они не справляются с вибронагрузками. В местах крепления рекомендуется пользоваться Т-образными гайками.
Чтобы усилия передавались на вал равномерно, на винтовых передачах следует размещать зубчатые ремни, не проскальзывающие на шкивах.
Исключительно важно приобрести надежные подшипники и качественные ходовые винты — это гарантирует станку прочность и долговечность.
Габариты всех деталей необходимо подбирать с максимально возможной точностью и следить, чтобы они безупречно подходили к блоку.
Итак, теперь вы знаете, как собрать дома фрезерное устройство с ЧПУ. Конечно, это удобнее делать с напарником, а не в одиночку. Если вы обладаете достаточными навыками и свободным пространством дома или в гараже, собранный по этой инструкции станок прекрасно заменит вам аналог, созданный на заводе.
CNC инструкция по эксплуатации
1. Сборка станка.
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
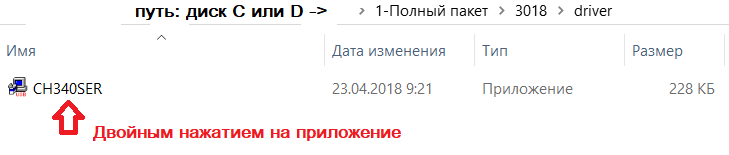
— Установить драйвер CH340SER (путь- /driver/).
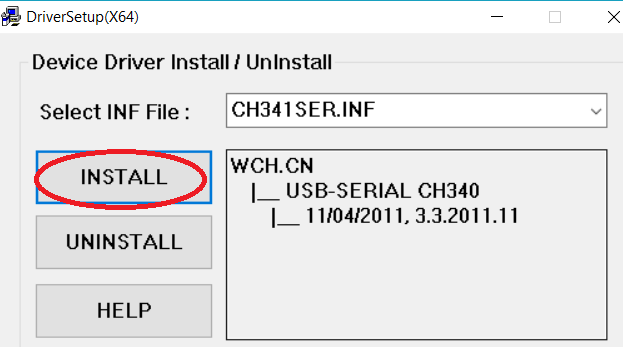
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем – ДА!
Появляется окно:
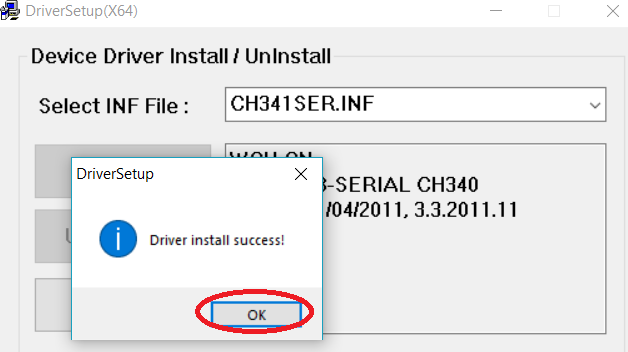
Нажимаем INSTALL, драйвер устанавливается, и появляется окно, что успешно установлен (Driverinstallsuccess!), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
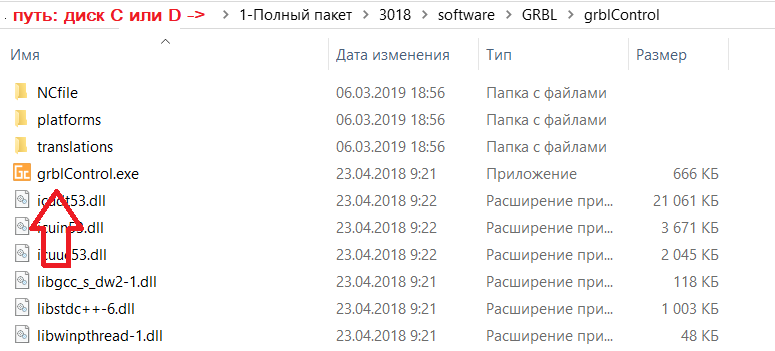
3. Раскройте контрольную программу grblControl.exe, чтобы соединить станок и выбрать правильный порт:
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
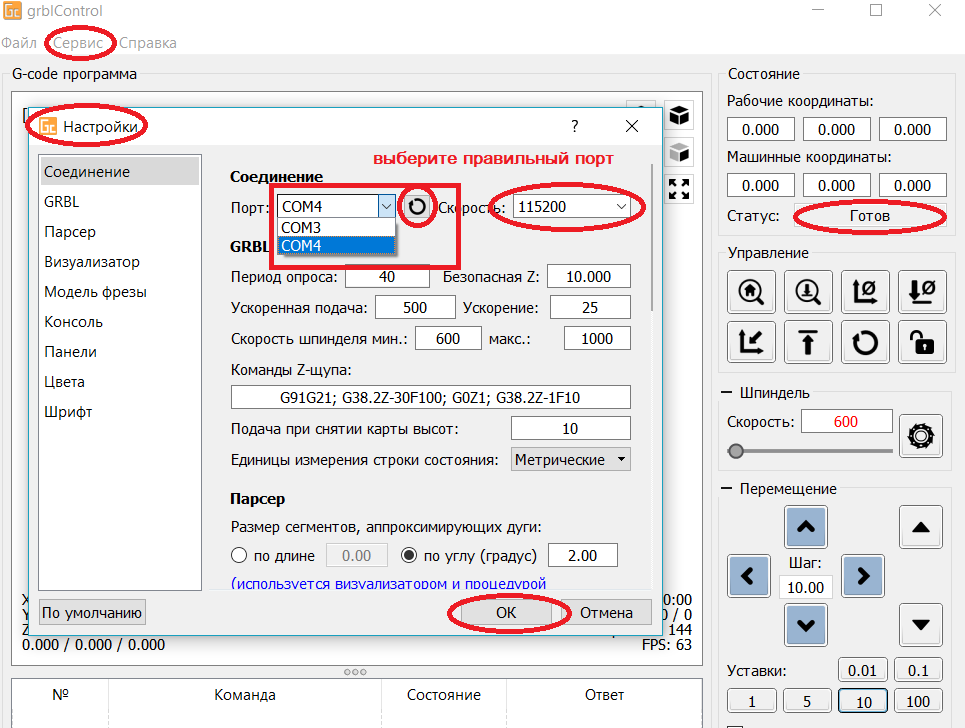
В консоле (внизу): Соединение успешно установлено:[CTRL+X] < Grbl 0.9j [‘$’ forhelp]
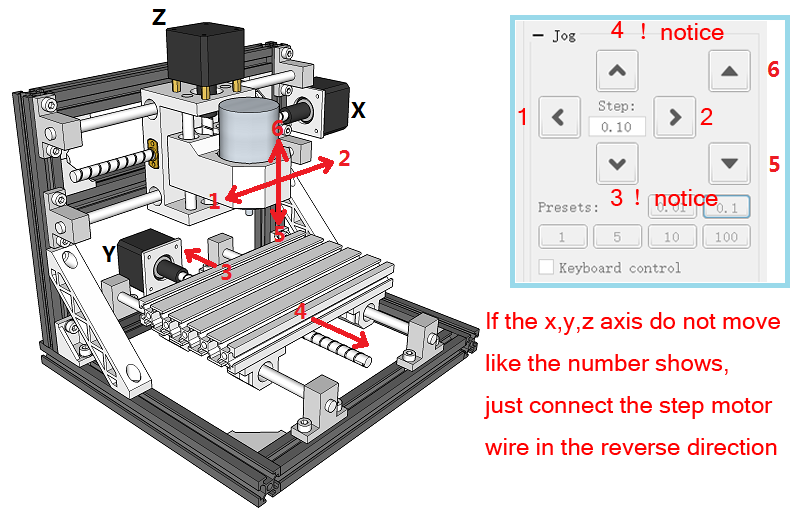
4. Проверить направление оси XYZ:
Если ось x, y, z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
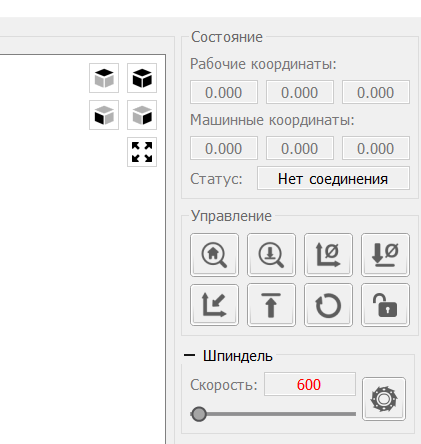
Как обнулить положение гравера:
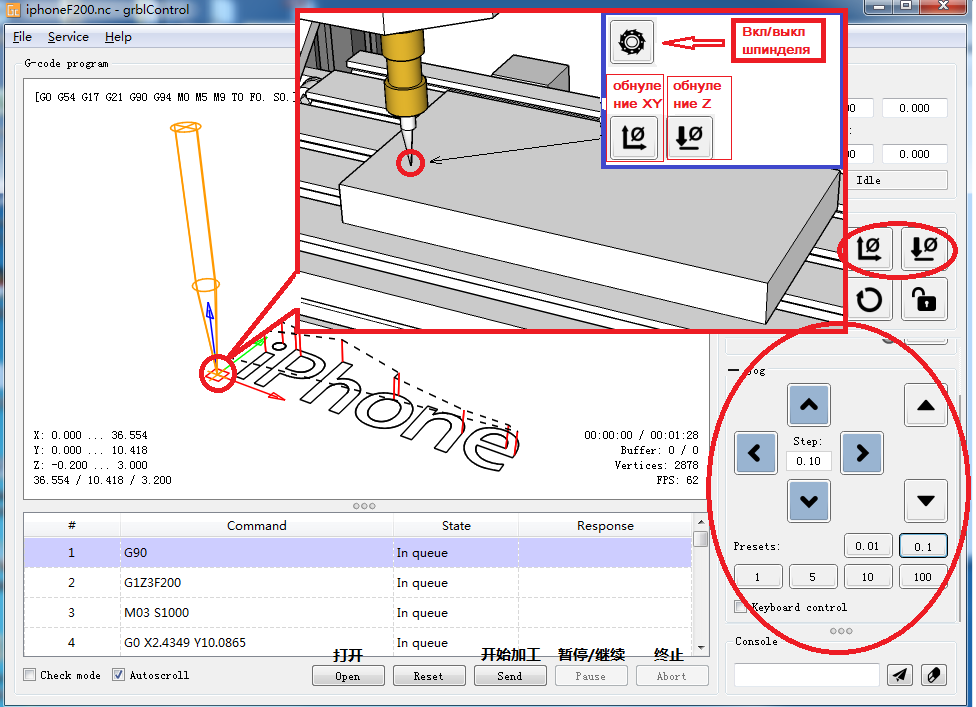
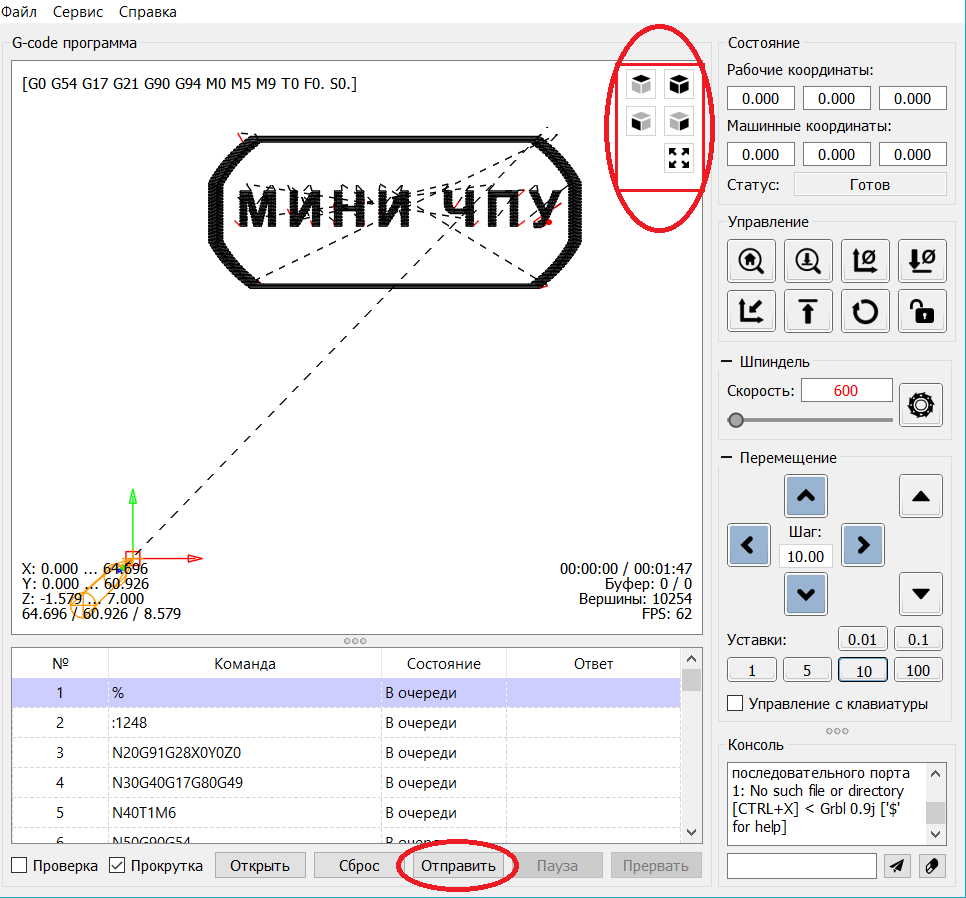
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y), затем опустите фрезу по оси Z. Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY» и «Обнулить Z«.
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ«.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl.
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки «NCfile» готовый файл (с расширением *.nc), чтобы выгравировать.
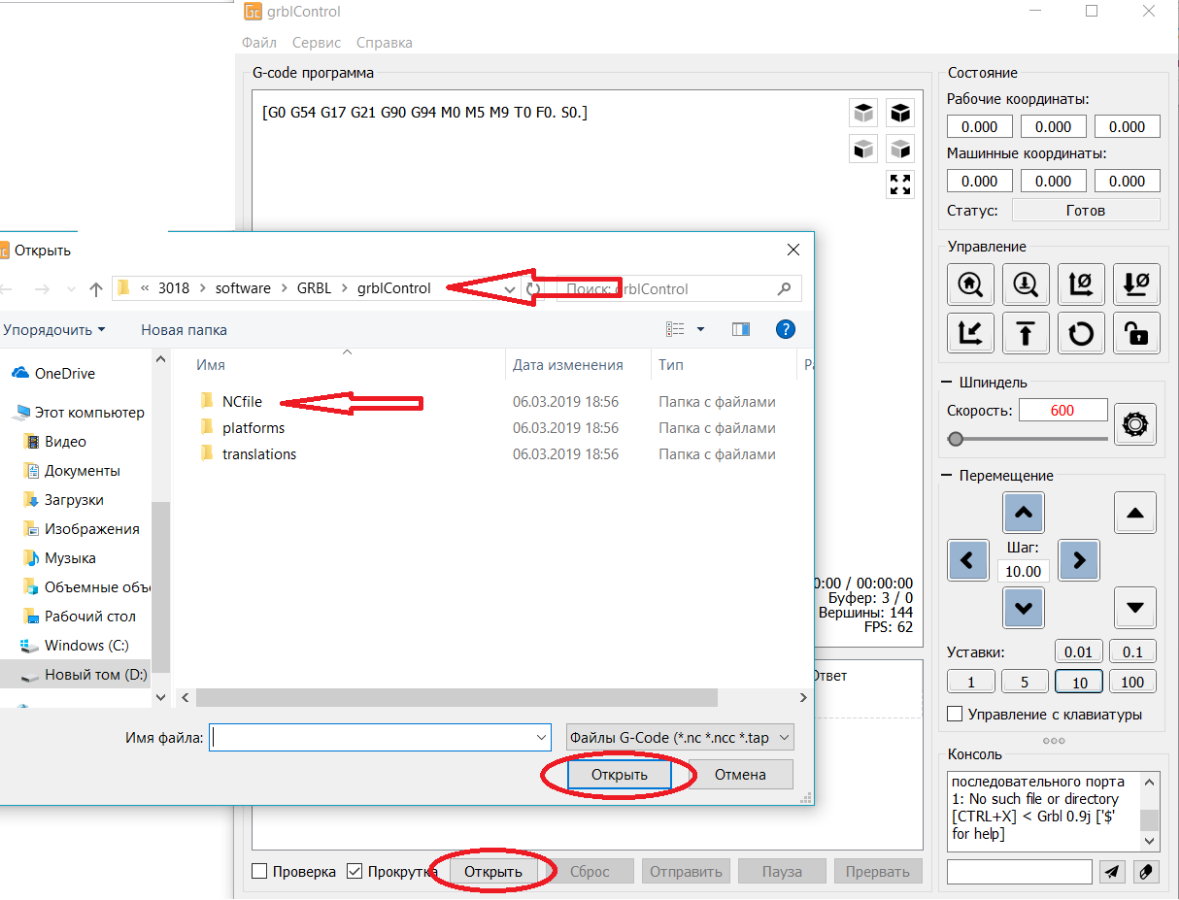
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *.nc.
3) потом файл открывают управляющей программой «grblControl.exe» и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Подготовлено при участии магазина МИНИ ЧПУ https://minichpu.ru