
Данная инструкция справедлива для станков с фанерной рамой серии «Моделист», настольных алюминиевых станков, а так же станков средних размеров из алюминиевого конструкционного профиля с передачей на ШВП.
Инструкция по запуску станков больших размеров на реечной передаче находится по ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-pervomu-zapusku-stanka-2.html
ШАГ 1. Подключение контроллера.
1.1 Произвести подключение контролера шаговых двигателей к станку, согласно имеющейся маркировки на проводах и табличке над клеммниками контроллера. Рисунок 1.
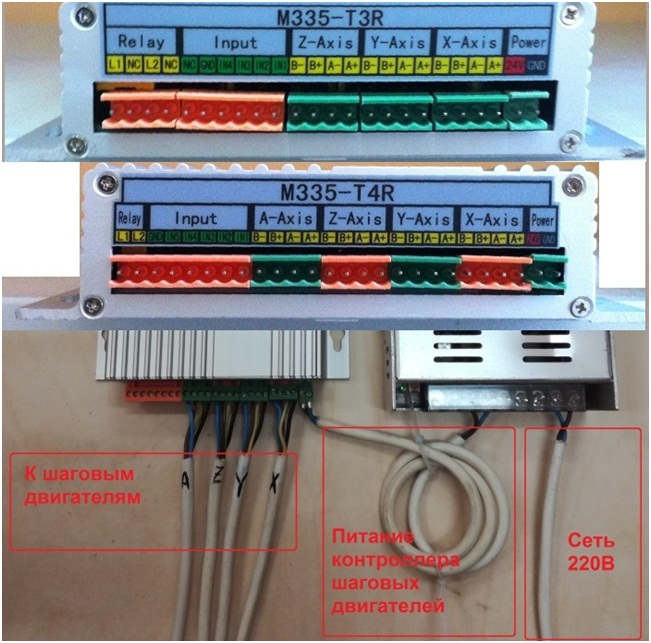
Рисунок 1.подключение контролера шаговых двигателей
1.2 Подключить контроллер шаговых двигателей к компьютеру.

Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
1.3 При использовании переходника USB-LPT произвести подключение согласно рисункам 3 и 4.

Рекомендуемый вариант подключения рисунок 3.
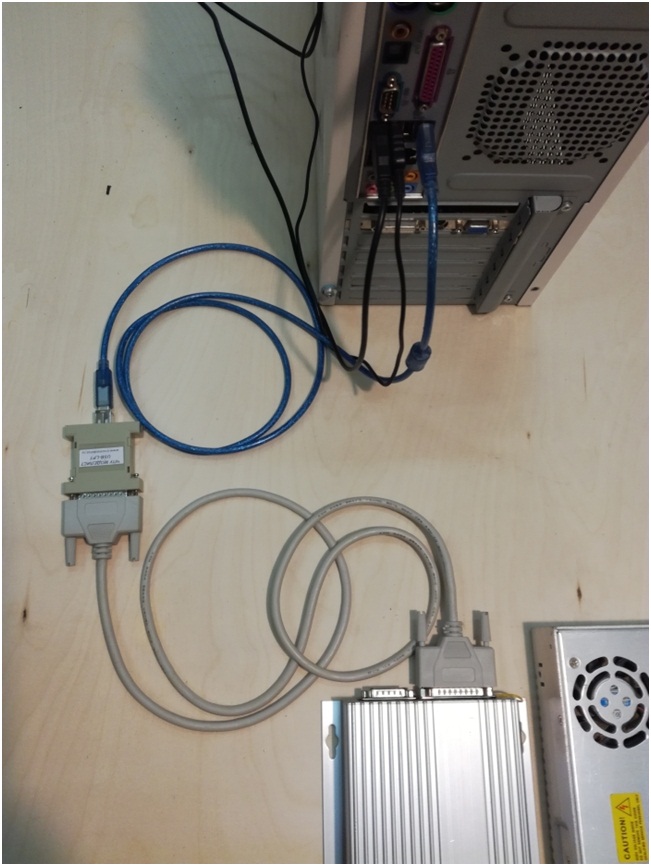
Рисунок 4
ШАГ 2. Подготовка шпинделя.
Если на станок установлен шпиндель жидкостного охлаждения — произведите сборку системы охлаждения, согласно соответствующей инструкции. Инструкция высылается по запросу на электронную почту.
ШАГ 3. Подготовка ПК.
3.1 ВНИМАНИЕ ВАЖНО! Для управления станком непосредственно через LPT порт невозможно использование компьютеров с многоядерными процессорами INTEL.
(системные платы Intell имеют в себе средство изменения рабочей частоты процессора при изменении нагрузки на него. При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach3 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
Для проверки LPT порта 3-4 раза производим переезд в режиме ручного перемещения (с использованием клавиш ← → и↓↑) на полную длину рабочего стола. Движение должно происходить плавно с постоянной скоростью, без дерганья, рывков, ударов и остановок. Если при перемещении происходит локальные изменения скорости движения и/или остановка в процессе движения портала, то для проверки необходимо в пункте меню Config →MotorTuning изменить параметр Velocity уменьшив его в 10 раз. Если изменения скорости движения уменьшатся, а остановки прекратятся, но при этом удары и толчки сохранятся, то данная материнская плата не пригодна для управления станком через LPT-порт.
Для работы непосредственно через LPT порт подходят:
А) только компьютеры с одноядерными процесорами INTEL и любые компьютеры с процессором AMD и только 32 разрядные версии операционной системы windows
Б) любые компьютеры с операционной системой LinuxCNC.
3.2 При работе со станком через USB переходник или Ethernet переходник можно использовать любые компьютеры и любые версии операционной системы Windows. USB переходники должны быть только специализированные, с драйвером под программу Mach3.
3.3 Компьютер для управления станком должен быть отдельно выделенный, без лишних программ. Не устанавливать антивирусы! Оперативной памяти не менее 1ГГб, если видеокарта встроенная то не менее 1,5Гб , процессор от 1ГГц. Перед установкой mach3 переустановите операционную систему, обязательно установите все необходимые системе драйвера, отключите брандмауэр, отключите гашение экрана в настройках электропитания, отключите экранные заставки, отключите файлы подкачки с жестких дисков.
Более подробно о установке и настройке ПО для работы станка необходимо ознакомиться с информацией по следующей ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-ustanovke-programmnogo-obespecheniya.html
Отключение антивирусов и брандмауэра в Windows XP:
3.3.1 Зайдите в Меню пуск, откройте Панель управления.
3.3.2 Откройте Центр обеспечение Безопасности.
3.3.3 Щелкните по Брандмауэр Windows.
3.3.4 В появившемся окне переставьте переключатель на Выключить (не рекомендуется) и нажимаем ОК.
3.3.5 Для отключения предупреждений Windows о безопасности нажмите в окне Центра Обеспечения безопасности windows по ссылке Изменить Способ Оповещения Центром обеспечения безопасности. В появившемся окне уберите все галочки после чего нажмите ОК.
Отключение антивирусов и брандмауэра в Windows 7:
3.3.6 Для отключения брандмауэра его необходимо открыть, что бы его найти воспользуйтесь поиском Windows 7. Откройте меню Пуск и напишите «бра» и выберите простой брандмауэр Windows.
3.3.7 В левой части окошка выбирите Включение и отключение брандмауэра Windows.
3.3.8 В открывшемся окошке вы можете отключить брандмауэр для всех сетей сразу.
3.3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.3.10 В открывшемся окошке найдите службу Брандмауэр Windows и дважды кликните по ней левой кнопкой мышки . В открывшемся окошке Свойства нажмите Остановить. Затем в поле Тип запуска из выпадающего меню выберите Отключена. Нажмите ОК.
3.3.11 Отредактируйте конфигурацию системы. Откройте Пуск и напишите «кон». Выберите Конфигурация системы. В открывшемся окошке перейдите на вкладку Службы, найдите Брандмауэр Windows. Снимите галочку и нажмите ОК
ШАГ 4. Установка, проверка корректности работы программы, генерирующей G-код.
4.1 Установите на компьютере Mach3.
4.2 Скопируйте в папку Mach 3 расположенную на диске С: профиль станка (файл настроек), присланный по электронной почте, переданный на носителе информации (флешке) или скачанный с сайта.
4.3 Если используется переходник USB-LPT, произведите установку драйверов и плагина согласно статье Подключение контроллера с использованием переходника USB-LPT или руководству по эксплуатации на переходник.
4.4 При использовании платы расширения PCI-LPT, порядок действий также описан в статье «Подключение контроллера с использованием карты PCI LPT».
4.5 Для запуска программы потребуется ярлык «Mach3 Loader», остальные ярлыки можно удалить.
4.6 В открывшемся окне рисунок 5 выберите профиль станка и жмем OK.
Рисунок 5.
4.7 Выберите источник управления, рисунок 6 при работе с LPT портом или рисунок 7 при работе с переходником USB-LPT.
Рисунок 6.
Рисунок 7.
4.8 Загружается главное окно программы Mach3, Рисунок 8.
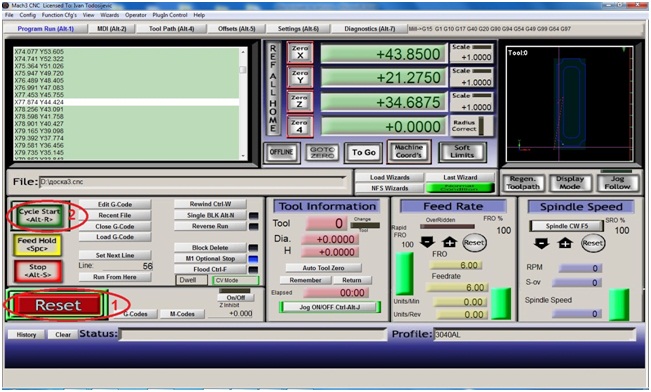
Рисунок 8.
4.9 Включите питание контроллера шаговых двигателей. В главном окне программы MACH3 нажимаем клавишу «Cброс» (Reset) (1), чтобы рамка вокруг неё не мигала и светилась зеленым цветом, рисунок 8. В этот момент шаговые двигатели должны зафиксировать свое положение (послышится щелчок) и слегка зашуметь.
Теперь нажимая на клавиатуре стрелки (влево вправо вверх вниз) наблюдаем на станке перемещения по осям, а на экране изменение координат в полях X Y слева вверху, для перемещения по оси Z кнопки PageUP, PageDown. Также можно вызвать экранный пульт управления перемещением, клавишей «Tab» на клавиатуре вашего компьютера, рисунок 10.
Рисунок 10
4.10 Если перемещения не происходит, то проверьте корректность установки программы и драйверов.
4.10.1 Если используется подключение через LPT- порт, то откройте «Панель управления» — «Диспетчер устройств»- находим Mach3 X Pulsing Engines-свойства. Корректно установленный драйвер — рисунок 12.
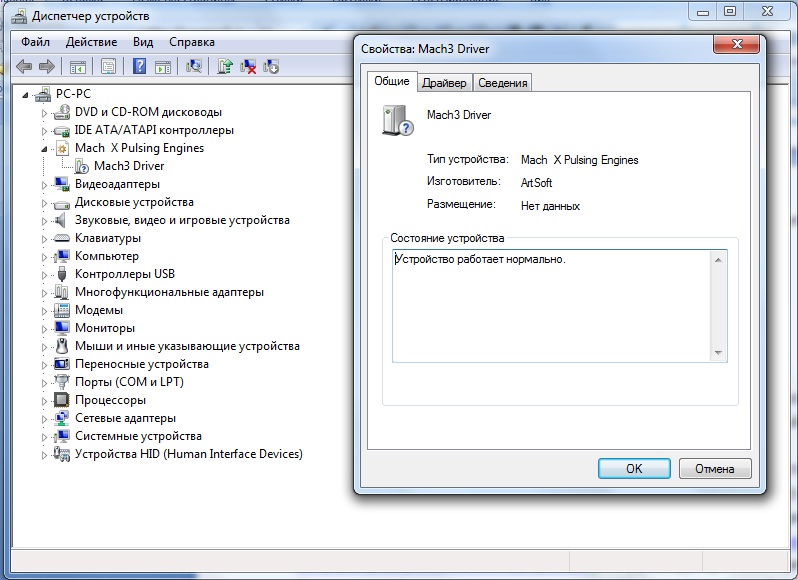
Рисунок 12
4.10.2 Если используется переходник USB-LPT, то откройте «Панель управления» — «Диспетчер устройств»- найдите CNCDevicesClass-свойства. Корректная установка драйверов и правильное обнаружение операционной системой адаптера –рисунок 13.
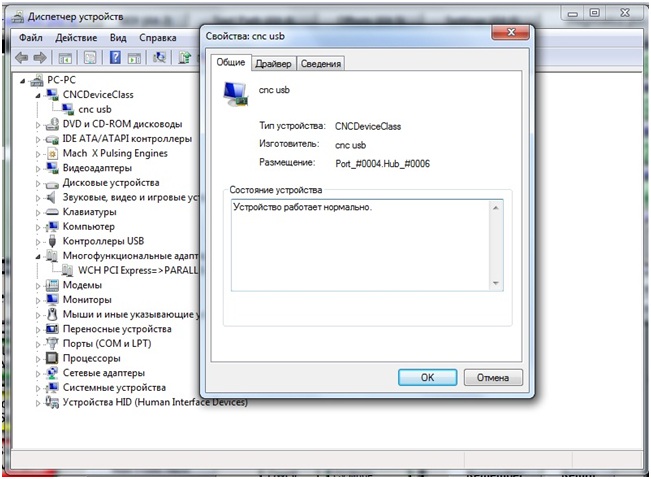
Рисунок 13
4.11 При несовпадение направления перемещения портала станка с направлением стрелок клавиатуры, например при нажатии клавиши «←» инструмент движется в право, изменить направление можно в меню Сonfig->Port and pins->Motor outputs установив галочку в поле DirLowActive напротив нужной оси, рисунок 14.
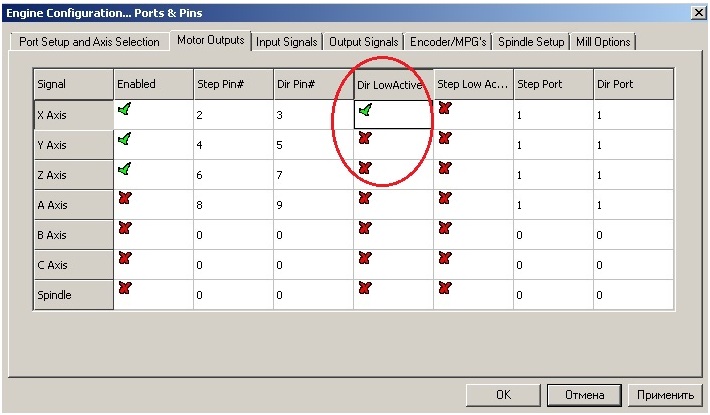
Рисунок 14.
ШАГ 5 Проверка правильности перемещения рабочего инструмента.
Для проверки правильности перемещения рабочего инструмента, необходимо положить на стол линейку и, управляя перемещением с клавиатуры стрелками, проконтролировать совпадение пройденного расстояния по линейке с показаниями в окнах отображения координат MACH3.
5.1 Установите единицами измерения «по умолчанию» -миллиметры: открываем Config->Select Native Units. Mach3 выведет на экран окно с предупреждением о необходимости совпадения единиц измерения установленных в программе и используемых в G-коде. Нажимаем ОК и переходим к окну установки единиц измерения, рисунок 14.
5.2 Для вступления в силу настроек перезагрузите программу. Если далее не планируется использовать при создании управляющих G-кодов дюймовую систему измерения, оставляем метрическую систему для постоянного использования.
Ниже приведён пример проверки настроек для оси Y. Аналогично следует проверить все оси.
5.3 Перемещаем портал и каретку станка до упора на себя и влево –рисунок 15.
5.4 Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z, устанавливаем линейку по оси Y, рисунок 16.

Рисунок 16.
5.5 Клавишей ↑ перемещаем портал на 100 мм по координате цифрового поля. Далее сверяем с фактическим перемещением по линейке — рисунок 17.
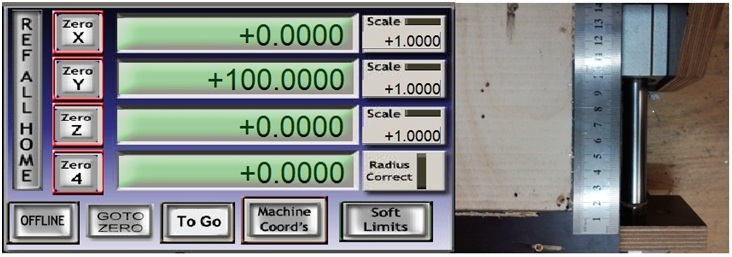
Рисунок 17.
5.6 В случае несовпадения реального перемещения с координатами в Mach3, проводим калибровку для соответствующей оси перемещения, как описано в документации программы Mach3.
5.7 Закрываем Mach3 и отключаем питание станка.
ШАГ 6. Установка фрезы.
6.1 У станков с использованием шпинделей Kress для установки фрезы используется ключ 17. При установке производится удержание вала нажатием кнопки фиксатора, рисунок 18.
Вращением гайки против часовой стрелки отпускаем цангу, вставляем фрезу и производим зажим хвостовика фрезы в цанге вращением гайки по часовой стрелке. Установленная фреза – рисунок 19.

Рисунок 18.
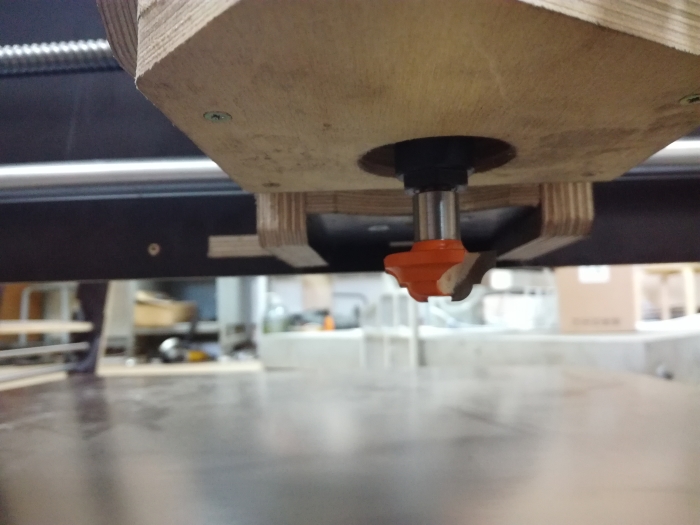
Рисунок 19.
6.2 Для станков с использованием шпинделей жидкостного охлаждения с цангой ER11 установка фрезы производится с использованием ключей на 13 и 17 рисунки 20..22. Для установки фрезы удерживаем вал шпинделя за лыску на валу ключём на отпускаем зажимную гайку цанги , вставляем фрезу, и производим зажим хвостовика фрезы.

Рисунок 20.
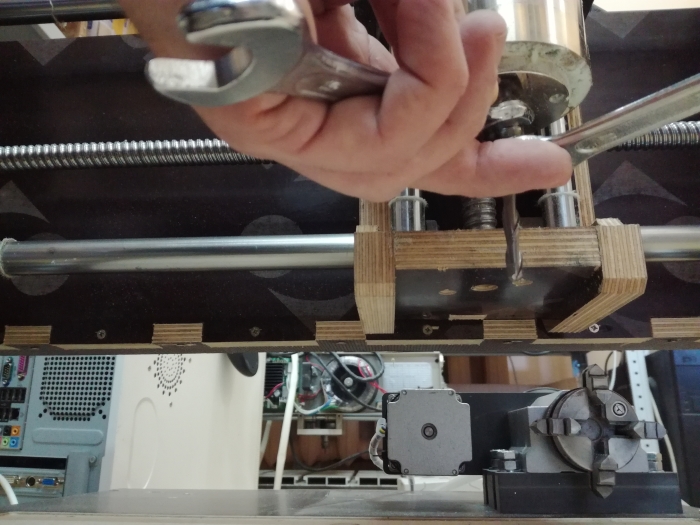
Рисунок 21.
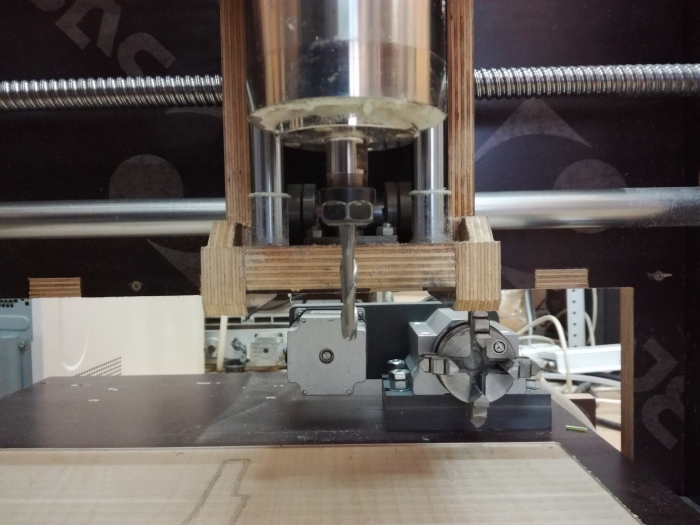
Рисунок 22.
ШАГ 7. Установка заготовки.
7.1 Установка заготовки на рабочий стол станка из профиля с Т-пазом осуществляется металлическими прижимами –рисунок 23.

Рисунок 23.
7.2 При использовании станка с фанерным столом или жертвенным столом из фанеры:
7.2.1 наиболее простой вариант крепления с помощью винтов «саморезов» рисунок 24.
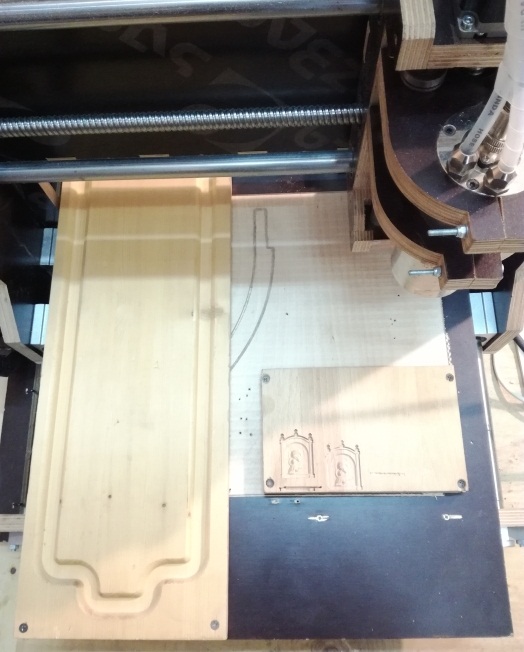
Рисунок 24.
7.2.2 Так же существует множество вариантов крепления заготовки с помощью мебельных втулок, рисунки 25…30. Подробнее об этом варианте крепления в http://cncmodelist.ru/stati/eto-interesno/poleznye-prisposobleniya-dlya-stankov-s-chpu.html:

Рисунок 25. Мебельная резьбовая втулка
Рисунок 26. Установленные резьбовые втулки по углам стола
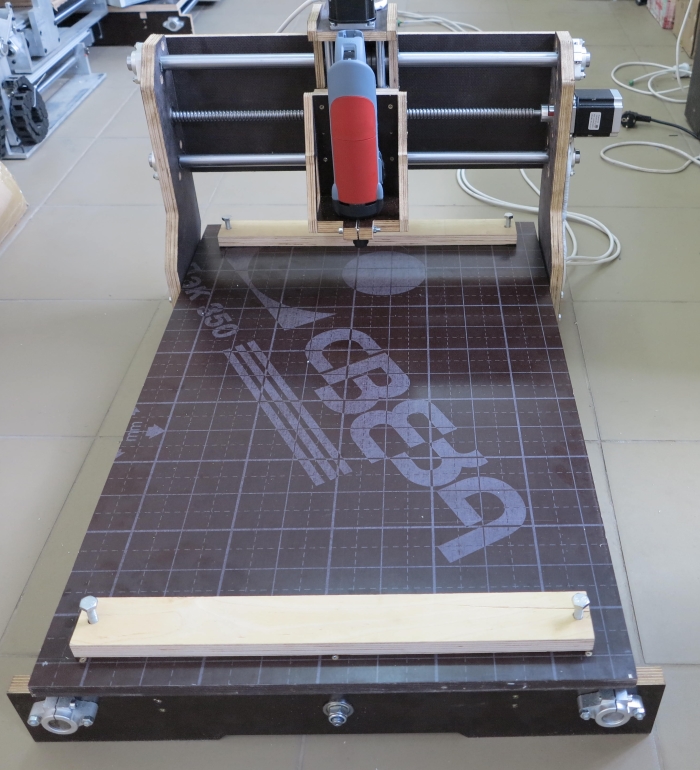
Рисунок 27. Установленные прижимы

Рисунок 28. Закрепленная прижимами заготовка
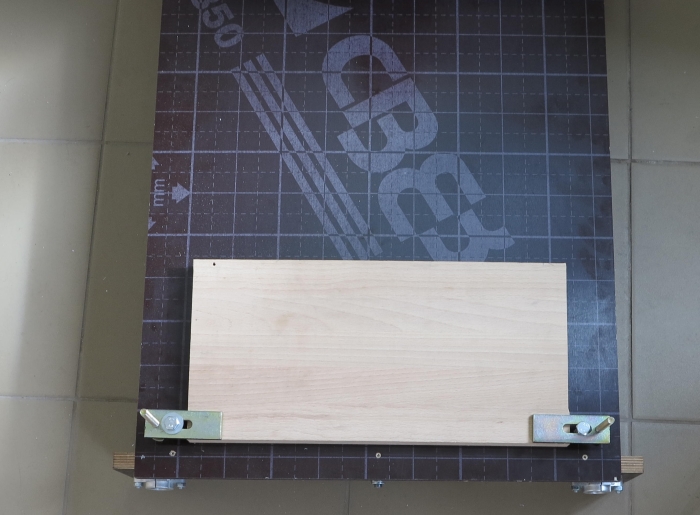
Рисунок 29. Заготовка закрепленная стандартными стальными станочными прижимами
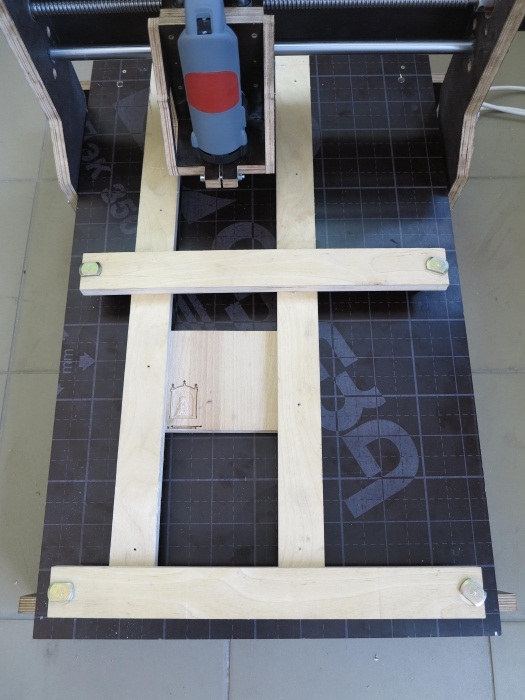
Рисунок 30 Установка дополнительных планок для крепления заготовок любого размера в любом месте стола
ШАГ 8. Установка рабочего органа станка в начальную точку резки.
8.1 Включаем питание станка, запускаем Mach3 и выводим каретку станка в начальную точку резки (как правило это левый нижний угол (вы стоите лицом к передней части станка)) с использованием стрелок на клавиатуре и кнопок “PageUP” и “PageDown”(или виртуальным пультом управления –вызывается кнопкой Tab).
Начальная точка резки определяется при создании проекта –например новой модели в ArtCam, рисунок 31.
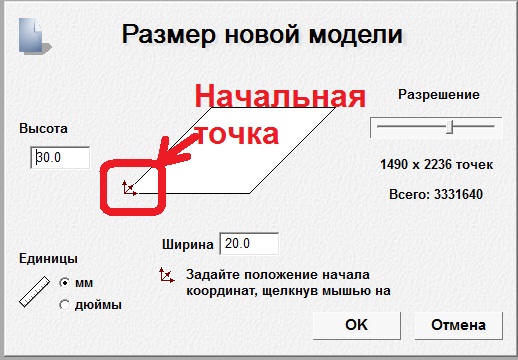
рисунок 31
8.2 Если имеется в наличии только G-код, то начальную точку можно определить в окне Mach3, загрузив исполняемый файл: File→Load G-Kode. Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z курсор в окне визуализации устанавливается в начальную точку.
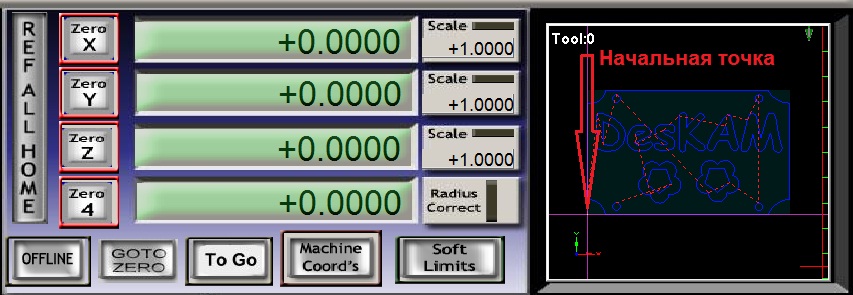
Рисунок 32.
8.3 Управляя вертикальным перемещением шпинделя касаемся нижним торцом фрезы материала заготовки.
Нажатием кнопок Zero X, Zero Y, Zero Z обнуляем программные координаты, рисунки 33, 34.
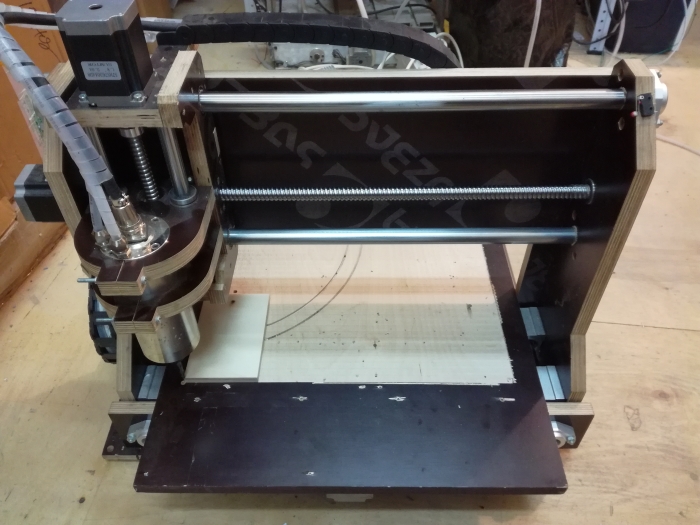
Рисунок 33.
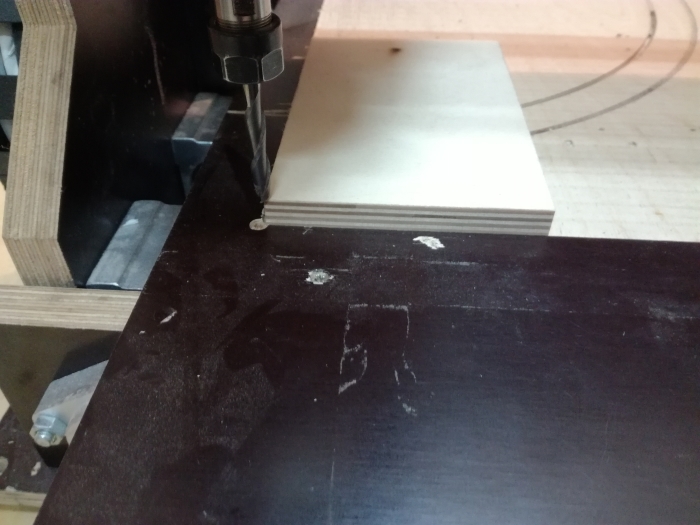
Рисунок 34
8.4 Нажатием кнопки “PgUp” поднимаем шпиндель на безопасную высоту -10…15мм над заготовкой.
ШАГ 9. Загружаем G-код: (File→Load G-Kode). Станок готов к запуску .
ШАГ 10. Производим запуск шпинделя.
10.2 При работе со шпинделем жидкостного охлаждения рисунок 39 :
— запускаем систему жидкостного охлаждения шпинделя (включаем насос).
— включаем частотный преобразователь.
— вращением потенциометра на лицевой панели частотного преобразователя устанавливаем необходимые обороты вращения шпинделя.
— нажатием кнопки RUN производим запуск шпинделя.
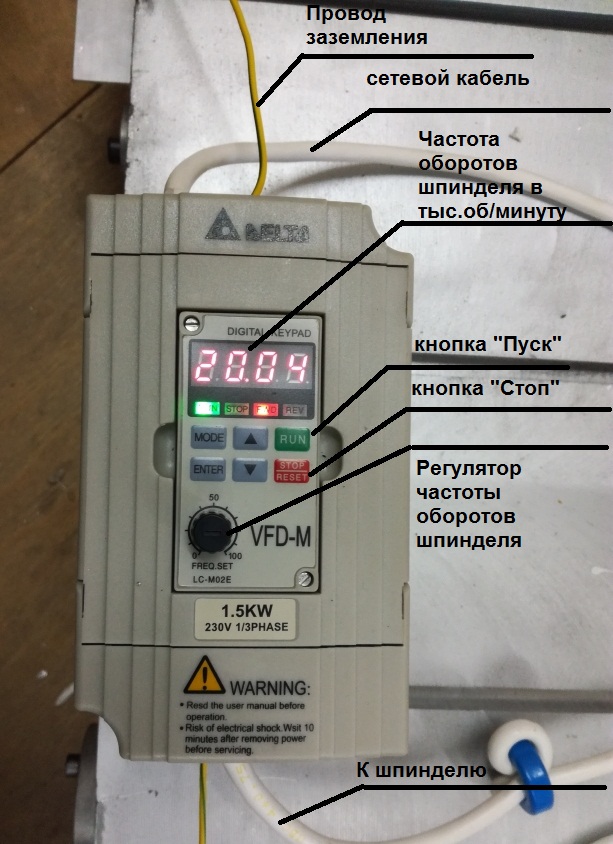
Рисунок 39
10.3 Далее нажатием кнопки “Cycle Start”в главном окне производим запуск исполняемого G-кода рисунок 40.
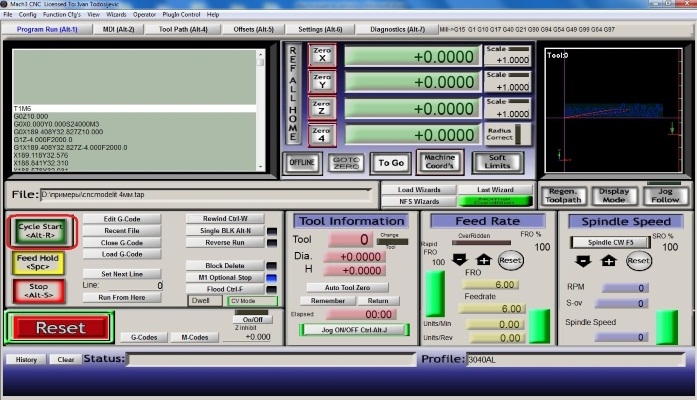
Рисунок 40.
11.Активация концевых датчиков
Если концевые датчики на станке установлены, но не активированы, то для включение концевых датчиков в меню программы Mach3
config->Port and Pins->Input Signal установить галочки как показано на рисунках 41 и 42
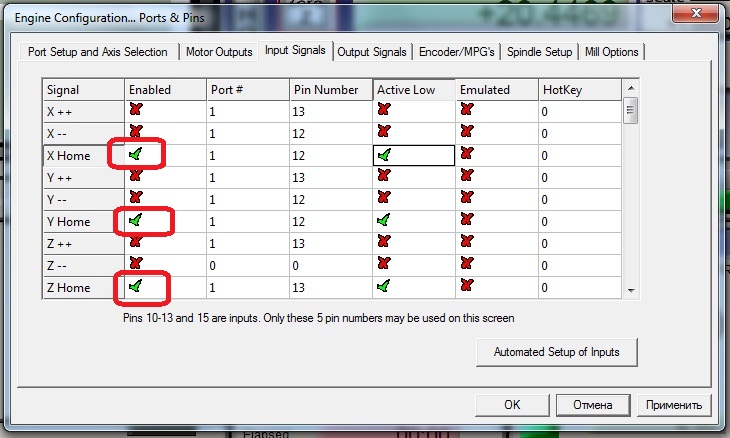
Рисунок 41. Активация концевых выключателей для станков с установленными индуктивными датчиками
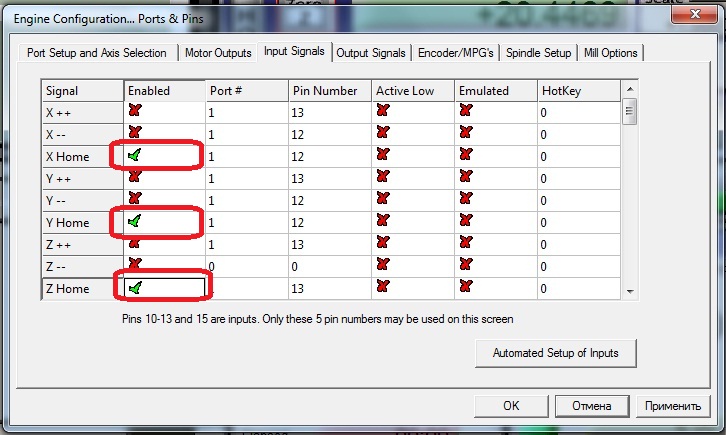
Рисунок 42. Активация концевых выключателей для станков с установленными механическими датчиками
Примечание.
Если на станке установлены концевые выключатели баз, то поиск нулевой точки машинных координат осуществляется нажатием кнопки “Ref All Home”, рисунок 43.
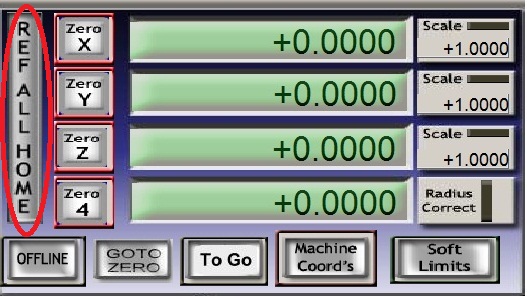
Рисунок 43.
Если концевых выключателей нет, то при нажатии на кнопку “Ref All Home”, происходит обнуление машинных координат.
Ели концевые выключатели отсутствуют, то настройки для входов “Home” представлены на рисунке 44.
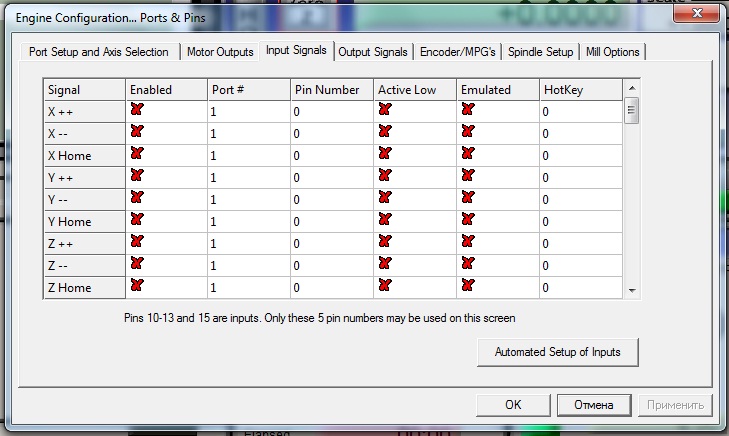
Рисунок 44.
При работе с адаптером Моделист USB-LPT при отсутствии концевых выключателей порядок обнуления машинных координат выглядит следующим образом:
-клавишами ← и ↓ установите каретку станка в левый нижний угол.
— клавишей и PgUp поднимите шпиндель вверх до упора.
— нажмите кнопку “RESET” на главном экране Mach3.
— извлеките шнур переходника из USB-порта компьютера (не забудьте перед извлечением отключить устройство в системе , так же как обычную флешку)
— на главном экране Mach3 переключитесь на отображение машинных координат, для чего нажмите кнопку “Machine Coord’s’, о том что вы находитесь в режиме отображения машинных координат будет сигнализировать красная рамка вокруг кнопки, рисунок 45.
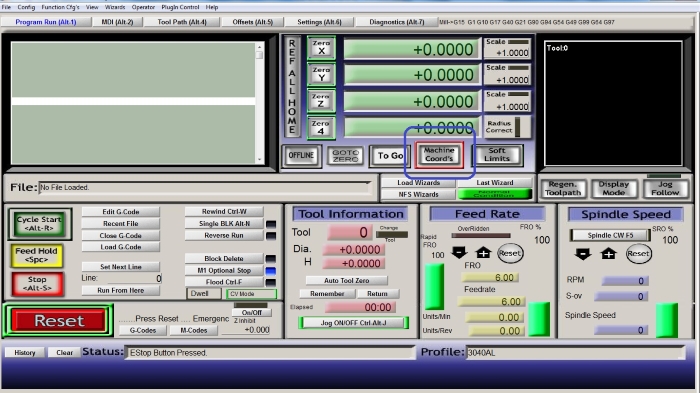
Рисунок 45.
— подключите шнур адаптера к USB-порту и подождите 10-15 секунд, пока Windows обнаружит адаптер.
-нажмите кнопку “RESET” и машинные координаты обнулятся.
— перейдите в режим отображения программных координат, для чего ещё раз нажмите кнопку “Machine Coord’s’, красная рамка вокруг кнопки должна погаснуть.
ШАГ 11. Техническое обслуживание станка.
Как пользоваться фрезерным станком с ЧПУ для начинающих?
Прежде чем приступить к работе с фрезерным станком с ЧПУ, уделите немного времени изучению руководства пользователя для начинающих, вы получите базовые навыки использования фрезерного станка с ЧПУ.
Фрезерный станок с ЧПУ — это оборудование с числовым программным управлением, в котором траектории инструмента контролируются с помощью компьютера. Он используется для обработки различных материалов, включая дерево, алюминий, камень, пластик, композиты и пены. Фрезерный станок с ЧПУ использует трехосную фрезу с ЧПУ для удаления материала из заготовки с целью придания формы детали. Три оси означают, что инструмент с ЧПУ может двигаться одновременно во всех трех направлениях осей X, Y и Z.
Давайте начнем изучать базовые навыки использования фрезерного станка с ЧПУ для начинающих.
Шаг 1. Запуск фрезерного станка с ЧПУ
Прежде чем начать, необходимо подключить ряд компонентов:
1. Включите блок контроллера ЧПУ возле стены, повернув выключатель ВКЛ/ВЫКЛ.
2. Затем нажмите зеленую кнопку запуска, чтобы запустить пульт дистанционного управления.
3. Включите пылесборник (не забудьте проверить пылесборники).
4. Запустите вакуумный стол, нажав белую кнопку.
Шаг 2: Выбор концевой фрезы — Введение
При выполнении проекта на фрезерном станке с ЧПУ можно выбирать из нескольких различных лезвий. Фрезы, которые мы ограничены в использовании, известны как концевые фрезы, и они могут иметь ряд различных форм и размеров. Мы дадим краткий экспресс-курс по концевым фрезам здесь. Ниже приведены аспекты, которые, как мы надеемся, вы полностью поймете между завершением этого курса и началом вашего первого проекта:
1. Количество флейт.
2. Форма концевой фрезы: плоская, сферическая или V-образная.
3. Размеры.
Шаг 3: Выберите концевую фрезу — канавки
Взгляните на первую картинку, включенную в этот шаг, и попытайтесь заметить разницу между двумя отображаемыми битами. Если вы не можете сказать, у биты с ЧПУ справа 1 кромки, тогда как у биты слева только 2 кромки. Эти кромки называются канавками, и каждая из них служит своей цели в проекте с ЧПУ. В чем разница между ними? Мы хотели бы описать разницу между концевыми фрезами с 4 и 2 канавками как аналогичную разницу между пилой по дереву и ножовкой. У пилы по дереву гораздо меньше и они крупнее, чем у ножовки, что делает ее идеальной для резки более мягких материалов, таких как дерево. У ножовки мелкие зубья, расположенные близко друг к другу, что делает ее идеальной для распиловки металлических труб и других твердых материалов. При поиске подходящей концевой фрезы для вашего проекта помните, что концевые фрезы с 4 канавками используются для более твердых материалов (например, алюминия, красного дерева, пластика, тика и т. д.), а концевые фрезы с 2 канавками — для более мягких материалов (например, МДФ, фанеры, кедра и т. д.).
Шаг 4: Выберите концевую фрезу — Формы
Помимо количества канавок, концевые фрезы бывают разных форм.
Плоская (концевая фреза): Обратите внимание на плоский профиль на конце вала. Этот плоский профиль делает эту концевую фрезу идеальной для резки чистых профильных разрезов, фрезерования карманов или сверления отверстий.
Шаровидный нос: Обратите внимание на закругленную вершину на конце канавок. Такая форма делает это лезвие идеальным для 3D только для наплавки. Этот тип лезвия не подходит для профильной резки.
V-бит: Обратите внимание на заостренный кончик сверла. Такая форма делает это лезвие идеальным для резьбы. Слова особенно легко даются с этим фрезерным сверлом.
Загадочные детали: Возможно, во время поиска в шкафу ‘End Mills’ вы наткнулись на какую-то интересную биту, не указанную здесь. Неважно, насколько интересной или идеальной для вашей работы может показаться эта бита с ЧПУ.
НЕ ИСПОЛЬЗУЙТЕ НЕСЕКРЕТНЫЕ ФРЕЗЫ БЕЗ ПРЕДВАРИТЕЛЬНОЙ КОНСУЛЬТАЦИИ С МЕНЕДЖЕРОМ ЦЕХА ИЛИ МАСТЕРОМ ПО ФРЕЗЕРНЫМ СТАНКАМ С ЧПУ.
Шаг 5: Замените лезвие или концевую фрезу
Если нужная вам концевая фреза уже находится в станке с ЧПУ, когда вы подходите. Тогда просто проверьте герметичность следующими инструкциями:
1. Поместите пульт дистанционного управления в держатель, убедитесь, что вы не нажимаете кнопку запуска шпинделя во время этого процесса.
2. Возьмите два гаечных ключа со стола фрезерного станка с ЧПУ и осторожно ослабьте цангу на шпинделе, берегите суставы пальцев.
3. Прежде чем заменять эти элементы, сначала извлеките фрезу из цанги и положите старую концевую фрезу в инструментальный ящик.
4. Поместите новую концевую фрезу в цангу достаточно высоко, чтобы захватить значительную часть хвостовика — новая концевая фреза может (но не обязательно) торчать из задней части цанги при правильном размещении. Для меньших концевых фрез вставьте концевую фрезу в цангу примерно на 2mm от начала спирали.
5. Затяните гайку/цангу/концевую фрезу обратно в шпиндель, не прилагая чрезмерных усилий.
Шаг 6: Установите заготовку на столе
• Когда вы планируете резать пластину, важно проверить, есть ли резиновые полоски во всех 4 зонах вакуума (под ДВП), которые необходимо разместить по краям зон, чтобы обеспечить силу вакуума; сила вакуума определяет, какое давление воздуха фактически будет удерживать ваши заготовки.
Меньше вакуума, меньше давления.
• Если вы работаете с небольшой пластиной и она не заполняет всю вакуумную зону, вы можете использовать пластиковые заглушки и поместить в щели более короткую резиновую полоску, чтобы сузить ее.
• Затем вы кладете плиту МДФ обратно на вакуумный стол, и вы готовы разместить свою собственную пластину сверху и выбрать желаемые зоны вакуумирования, а затем нажать белую кнопку, чтобы активировать вакуум.
Шаг 7: Настройка осей X и Y
Теперь вам нужно установить каждую ось на ноль. Кончик фрезы должен быть расположен над поверхностью материала слева сзади, и когда вы будете удовлетворены новым нулем, нажмите [ XY=0 ] и [ OK ]
Шаг 8: Настройка оси Z
Существует два различных способа настройки оси Z:
Метод бумаги
Возьмите лист обычной бумаги формата А4 и положите его между деталью и сверлом, осторожно поднесите Z к бумаге, и когда вы 5mm от верхнего сдвига к шаговому движению нажатием [ ~ ], и теперь вы можете безопасно приблизиться так, чтобы кончик просто касался поверхности бумаги, когда вы перемещаете его между ними. Затем нажмите [ Shift ] + [ XY=0] и [ OK ], и ноль будет точно равен 0.100mm теперь на поверхности.
Метод сенсора инструментов
Поместите датчик инструмента под фрезу на верхнюю часть детали, которую вы собираетесь резать, и опустите кончик фрезы вниз, чтобы он находился на 8-10mm отмените сенсорную пластину и нажмите [Shift] + [~], и инструмент автоматически переместится вниз и установит для вас нулевую точку.
*ВАЖНЫЙ
При смене фрезерных фрез между операциями фрезерования необходимо будет сбросить нулевую координату Z. Не сбрасывайте координаты X, Y.
Шаг 9: Загрузка файла
Теперь вы готовы загрузить разработанный вами файл из программного обеспечения CAD/CAM в блок контроллера ЧПУ с помощью флэш-накопителя.
Инструкция по применению
• Вставьте флешку в ридер.
• Дождитесь сообщения о прочтении USB.
• Нажмите [ОК].
• Найдите нужный файл, прокрутив ▲▼◄► библиотеку USB.
• Нажмите [OK] для загрузки и [1] для подтверждения.
• Наденьте защитные наушники и очки.
• Теперь вы можете нажать кнопку «Старт» [ ► ].
Шаг 10: Руководство по безопасности
• Всегда носите средства защиты глаз и ушей. В магазине вам предоставят как очки, так и беруши.
• Содержите стол в чистоте и не допускайте загромождения его инструментами и незакрепленными материалами.
• Никогда не оставляйте работающий маршрутизатор без присмотра. Если вам нужно отлучиться, попросите кого-нибудь присмотреть за ним или приостановите работу.
• Никогда не опирайтесь на стол и не кладите руки или ноги на работающую машину.
• Не пытайтесь вносить изменения или перемещать материал во время работы машины.
• Используйте пылесборник или пылесос во время работы станка с ЧПУ.
Присоединяйтесь к нам в соц.сетях
Как правильно включать токарный станок с ЧПУ?
Рассказываем, как увеличить межремонтный период и срок службы оборудования с помощью простых ежедневных действий.

С первого взгляда кажется, что включение токарного станка с ЧПУ не должно создать никаких проблем, однако в реальности даже такой несложный процесс имеет подводные камни. Чтобы максимально продлить срок эксплуатации станка, необходимо строго соблюдать правила, прописанные в сервисной книжке станка компетентными специалистами.
Об этих небольших, но очень важных нюансах мы поговорим в нашей сегодняшней статье.
Порядок запуска токарного станка
По завершении пусконаладочных мероприятий на токарном станке нужно провести обкатку, а после – работать не менее 80 часов с мощностью, вдвое меньшей — подачи не более 50 % от 100. Данные действия осуществляются однократно после первого включения станка. Но перед началом работ станок обязательно нужно прогреть, делать это рекомендуется каждый раз, однако особенно важно выполнить процедуру при невысокой температуре в цехе. Прогрев проводят на холостом ходу, обычно на это уходит не более 15 минут, но лучше, чтобы станок прогревался примерно полчаса.
После этого этапа приступают к следующему и обращают внимание на два важных момента – во-первых, контролируют состояние масла в системе смазки и в гидросистеме, а во-вторых, проверяют концентрацию смазочно-охлаждающей жидкости (СОЖ), при необходимости. Важный параметр при проверке – уровень масла и СОЖ. Необходимо, чтобы показатели соответствовали норме, как правило, в смотровых окошках, есть насечки необходимого уровня. При отступлениях все жидкости нужно долить. Чтобы определить концентрацию СОЖ, применяют рефрактометр и также добиваются соответствия нормативным документам либо разбавляя водой, либо добавляя концентрат СОЖ.
Для справки: в отсутствие части импортных марок СОЖ, рекомендованный список из доступных на 2023 год, а также отечественных аналогов в списке ниже:
- ДЕЛИНОЛ PS-8 – СОЖ
- ALPET ALLWAY – система смазки направляющих
- RENOLIN B10 – для гидравлических систем
Какие еще параметры важны при работе станка? Для правильной работы передней бабки также проверяют состояние масла – делают это сразу после включения через смотровое окно в передней части детали; и работу гидросистемы – для понимания, есть ли подтеки и разливы.
В течение рабочей смены обязательно осуществляют принудительную подачу масла с помощью насоса из специального резервуара для смазки направляющих. Делают это два-три раза вручную при отсутствии автоматической или полуавтоматической подачи.
Температура масла в гидросистеме – еще один важный показатель: нельзя допускать, чтобы она была ниже 60 градусов. Для того чтобы узнать температуру, используют специальный датчик, который располагается в баке. В пневмо- и гидросистемах отслеживают давление в контурах – для этого используют манометры.
Если при работе станка не проследить, чтобы была очищена система подготовки и подачи воздуха, рабочий процесс с большой долей вероятности может нарушаться. На этот момент обязательно следует обращать внимание, чтобы избежать неисправностей.
Перед запуском станка на баке со смазкой зажимают кнопку, чтобы проверить ее поступление в направляющие, и включают систему подачи охлаждающей жидкости и отвода стружки. Очищают вентиляторы электрического шкафа и фильтр перед кондиционером от пыли. Теперь станок может работать.
Как избежать проблем и правильно включить фрезерный станок
Для нормального функционирования фрезерного станка его в обязательном порядке надо прогреть и обкатать (10–15 минут не более). Здесь соблюдается точно такой алгоритм, как и при работе токарного оборудования.
Проверка системы фрезерного станка, которая происходит ежедневно до запуска машины, состоит из:
- Определения уровня масла для смазки направляющих, охлаждения шпинделя (при наличии), редукторе магазина инструментов. При недостаточном количестве масло доливают.
- Уровня СОЖ в баке.
- Значения давления в пневматической системе.
- Наличия воды в системе, предназначенной для подготовки воздуха. При обнаружении производится слив из влагоотделителей.
Основные задачи по завершении запуска станка и до начала функционирования:
- Отследить, как функционирует системы смазки направляющих: на баке со смазкой зажимают кнопку и контролирует ее поступление.
- Запустить подачу систему охлаждающей жидкости и конвейер для удаления стружки.
Электрический шкаф и кондиционер часто загрязняются оседающей пылью. Следует очистить от нее вентиляторы, а также фильтр перед кондиционером.
Далее идет еще один этап проверки, который проводят вручную. Выясняют:
- Насколько правильны направления шпинделя (через М код в режиме MDI).
- Как функционирует зажим-освобождение инструмента.
- Как работает магазин, отрегулирован ли порядок выбора инструмента, а также возврат в референтную точку.
- Нормально ли производится перемещение стола, шпинделя по всем осям.
Каждую неделю необходимо:
- Производить съем и очистку фильтров кондиционера и системы охлаждения шпинделя.
- Контролировать уровень масла в бачке гидроусилителя зажима и инструмента.
Посмотреть как правильно запускать фрезерный станок можно в этом видео:
Соблюдение этих несложных правил значительно увеличит срок службы вашего станка!
Приобретение лазерного ЧПУ станка — важный шаг, который открывает перед вашим предприятием новые возможности. Но после установки оборудование требует не только аккуратного обращения, но и соблюдения правил эксплуатации и техники безопасности. На основе многолетнего опыта ПНР станков, мы подготовили профессиональные советы, чтобы вы могли избежать ошибок и выжать максимум из вашего оборудования.
Постоянно обращайтесь к обучающим материалам
После обучения на оборудовании вы получили множество рекомендаций, инструкций и других полезных материалов. Их цель — помочь вам освоиться с новым станком. Первую неделю работы настоятельно рекомендуем возвращаться к этим материалам каждый день.
Обучающие документы включают в себя руководство с инструкциями по настройке станка, описание режимов работы и их оптимального применения. а также советы по устранению возможных неполадок.
Когда вы только начинаете работать с лазерным станком, даже мелкие нюансы могут казаться сложными. Чтение инструкций поможет вам разобраться и избежать паники.
Не пренебрегайте процедурами калибровки
Калибровка — это процесс настройки оборудования, который напрямую влияет на точность реза. Если вы хотите добиться максимального качества и стабильности, не игнорируйте эту процедуру.
Почему калибровка важна?
Лазерные станки работают с высокой точностью, и даже малейшие отклонения в настройках могут привести к браку. Регулярная калибровка гарантирует:
-
Стабильное качество реза.
-
Минимальный износ комплектующих.
-
Предотвращение неожиданных поломок.
Заведите правило: проводить калибровку ежедневно перед началом работы, особенно в первые недели.
Работайте на пониженной скорости реза
Первое время после запуска не спешите использовать оборудование на максимальной скорости. Режьте детали на сниженной скорости, чтобы привыкнуть к поведению станка.
Какие преимущества это даёт?
-
Вы лучше поймете, как работает станок.
-
Снизите риск ошибок при работе с новыми материалами.
-
Получите опыт в настройке параметров реза.
Помните: лучше потратить немного больше времени на резку, чем столкнуться с поломкой или порчей дорогого материала.
Соблюдайте технику безопасности
Лазерные оптоволоконные станки — это мощное оборудование, которое требует строгого соблюдения правил и техники безопасности. Даже небольшое нарушение может привести к серьёзным травмам или повреждению станка.
Основные правила:
-
Всегда используйте защитные очки, чтобы предотвратить повреждение зрения.
-
Никогда не запускайте резку с открытой пневмодверью. Дверь защищает оператора от излучения лазера и искр, возникающих при пробитии металла.
-
Проверяйте защитные стёкла перед началом работы. Любые повреждения стекла могут быть критичными.
Безопасность — это не тот аспект, на котором можно экономить. Помните, что здоровье сотрудников и целостность оборудования важнее любой производственной задачи.
Не бойтесь станка и не паникуйте
Новая техника иногда вызывает у пользователей небольшой страх. Это нормально. Однако важно не поддаваться эмоциям. Если вы не уверены в своих действиях, обратитесь к обучающим материалам.
Также стоит избегать излишней нагрузки на службу поддержки. Часто ответы на возникающие вопросы вы можете найти в материалах, полученных после обучения.Старайтесь обращаться в службу поддержки только в действительно критических ситуациях.
Контролируйте качество деталей
Для успешной работы лазерного станка важно не только правильно его настроить, но и следить за качеством обрабатываемых деталей. Особое внимание уделите резке квадратных труб.
Для проверки используйте радиусомер, чтобы убедиться, что детали соответствуют техническим требованиям. Это поможет избежать брака и выхода оборудования из строя.
Сосредоточьтесь на работе и не отвлекайтесь
Лазерная резка требует максимальной концентрации. Во время работы не отвлекайтесь на посторонние вещи:
-
Оставьте телефон в стороне.
-
Не вступайте в длительные разговоры с коллегами.
-
Постоянно следите за процессом резки.
Даже короткое отвлечение может привести к ошибкам, которые повлияют на качество продукции или даже вызовут поломку станка.
Не переоценивайте свои знания спустя пару месяцев работы на станке
Через несколько месяцев работы с оборудованием может появиться уверенность, что вы стали профессионалом. Однако практика показывает, что именно в этот период случаются самые частые ошибки, вызванные чрезмерной самоуверенностью.
Распространённые проблемы:
-
Игнорирование калибровки.
-
Небрежное отношение к технике безопасности.
-
Нарушение правил эксплуатации оборудования.
Избежать этих ошибок просто: продолжайте учиться, обращайтесь к инструкциям и не забывайте, что совершенству нет предела.
Итог: Внимательность — залог успеха
Ваш лазерный станок по металлу — это мощное и сложное оборудование, которое требует внимания и дисциплины. Следуя этим советам, вы не только продлите срок службы станка, но и значительно упростите производственные процессы.
Если у вас остались вопросы или вы хотите получить консультацию по выбору оборудования, команда SEKIRUS всегда готова помочь. Мы сделаем всё, чтобы ваши технологии работали на максимуме возможностей!
Как настроить станок с ЧПУ
Пошаговое руководство, которое поможет понять как настроить станок с ЧПУ правильно.
Настроить станок с ЧПУ подразумевает его приведение в состояние готовности к обработке заготовки. При этом следует убедиться в том, что в устройстве автоматической смены инструментов есть все необходимые инструменты для обработки имеющейся заготовки, загружена правильная программа с g-кодом, а также станок готов к работе в целом.
Совет от профессионалов: используйте карты наладки
Если вы работаете оператором станка с ЧПУ на производстве и занимаетесь наладкой станков, в вашем распоряжении наверняка имеется карта наладки, в которой содержится вся необходимая информация о процедурах и этапах наладки.
1. ОЧИСТИТЕ РАБОЧИЙ СТОЛ СТАНКА И ДРУГИЕ РАБОЧИЕ ПОВЕРХНОСТИ
Результат: станок очищен от стружки и другого мусора, который может вызвать снижение эффективности и точности выполнения технологических операций.
Чтобы правильно настроить станок с ЧПУ, очистите рабочий стол станка, а также зажимные приспособления от остатков СОЖ, стружки и другого мусора. Для этого можно использовать сжатый воздух, щетку или моечную машину. Вам необходимо убедиться в том, что стружка и мусор не попадают на чувствительные к ним участки станка. Струя воздуха под высоким давлением может задуть мусор в те рабочие области станка, где его не должно быть, что, в свою очередь, может стать причиной повреждения деталей станка.
2. ЗАГРУЗИТЕ ИНСТРУМЕНТЫ В УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ
Результат: в устройстве автоматической смены инструментов находятся все инструменты, необходимые для обработки заготовки по заданной программе с g-кодом.
Инструментальная тележка на
колесах для станка с ЧПУ
Примечание: Если ваш станок с ЧПУ не оснащен устройством автоматической смены инструментов, вам все равно нужно будет приготовить все необходимые для работы инструменты, чтобы вы смогли быстро заменить их в шпинделе станка, когда это будет необходимо, а также чтобы быстро настроить станок с ЧПУ.
В данном случае наша цель состоит в том, чтобы иметь возможность закрепить режущие инструменты в патронах (либо просто иметь их под рукой, в случае если шпиндель вашего станка не предполагает использование нескольких взаимозаменяемых патронов), а также в том, чтобы установить эти патроны в устройство автоматической смены инструмента или разместить в удобном месте, чтобы они были под рукой в процессе выполнения обработки или замены инструмента вручную.
Если в вашем распоряжении имеется карта наладки станка для выполнения конкретной технологической операции, в ней будут указаны необходимые инструменты для выполнения обработки, которые помогут вам правильно настроить станок с ЧПУ, а также их номера в программе с g-кодом.
Обычно мы размещаем инструменты, требуемые для выполнения той или иной технологической операции, на тележке или поддоне для инструментов. Возможно, все ваши инструменты хранятся в ящике для инструментов, находящимся в цехе. Вы помещаете все необходимые инструменты на тележку, подкатываете ее к станку, а затем загружаете инструменты в магазин.
Каждый тип патрона подразумевает свои требования, соблюдение которых необходимо для достижения максимальной эффективности работы и правильной настройки станка с ЧПУ. Например, для цанговых патронов ER существуют требование по моменту затяжки гаек, которого следует придерживаться.
3. ПРОГРЕЙТЕ СТАНОК И ШПИНДЕЛЬ
Результат: станок с ЧПУ прогрет и готов к работе.
Чтобы правильно настроить станок с ЧПУ, вам стоит подумать о составлении программы прогрева вашего станка и шпинделя в начале рабочего дня. Это поможет минимизировать температурное расширение при переходе от комнатной температуры к рабочей (программа прогрева обеспечит плавный переход станка к нормальной рабочей температуре), а также хорошую смазку рабочих осей и шпинделя станка.
4. УСТАНОВИТЕ ПОКАЗАТЕЛЬ КОРРЕКЦИИ НА ДЛИНУ ИНСТРУМЕНТА
Результат: для инструментальной планшайбы вашего станка с ЧПУ заданы показатели коррекции на длину всех используемых инструментов.
Установка показателей коррекции на
длину инструмента при помощи
прибора для размерной настройки
инструментов
Чтобы настроить станок с ЧПУ, станку необходимо знать, какую длину имеет инструмент, основываясь на справочном значении показателя, называемого «контрольной точкой». Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.
Очень важно, чтобы показатели коррекции на длину инструмента были верными и точными для каждого инструмента. Это необходимо для обеспечения максимальной точности обработки каждым инструментом после настройки станка. Если показатель коррекции на длину инструмента задан неверно, это может привести к неприятным последствиям в виде повреждения инструмента и, скорее всего, также приведет к повреждению станка или зажимного приспособления.
Некоторые станки оборудованы прибором для размерной настройки инструментов. Это специальный датчик, который используется станком для автоматического измерения длины инструментов. В других случаях длина инструментов измеряется в режиме «оффлайн» (т. е., не на станке) — вводится оператором станка в таблицу параметров инструментов. Ввод таких данных может быть выполнен одним из следующих способов:
- ручной ввод на клавиатуре, расположенной на передней панели станка
- загрузка с помощью специального g-кода, называемого G10
- другие возможные методы
Очень важно следовать всем процедурам так, чтобы в таблицу параметров инструментов были занесены правильные значения показателей коррекции на длину инструмента.
5. ЗАДАЙТЕ ДИАМЕТРЫ ИНСТРУМЕНТОВ, ЧТОБЫ ИМЕТЬ ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАТЬ ФУНКЦИЮ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
Результат: в таблице параметров инструментов имеется вся необходимая информация о диаметрах всех используемых инструментов.
Если программа будет использовать функцию коррекции на инструмент, станку нужно знать диаметр и длину каждого инструмента.
6. УСТАНОВИТЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ
Результат: зажимное приспособление для закрепления имеющейся заготовки надлежащим образом установлено на станке.
Типовые двойные тиски, представляющие
собой две пары тисков, собранные в одном узле
На данном этапе выполняется установка приспособления для закрепления заготовок. На рынке представлен широкий ряд зажимных приспособлений. Карта наладки выполняет в данном случае еще одну важную функцию — определение того, какое именно зажимное приспособление необходимо для закрепления заготовки при выполнении конкретной технологической операции.
7. УСТАНОВИТЕ НУЛЕВУЮ ТОЧКУ ЗАГОТОВКИ И СТАНКА
Результат: нулевые координаты (0, 0, 0) станка с ЧПУ точно совпадают с требуемыми координатами нулевой точки заготовки. Все нулевые точки станка соответствуют требуемым значениям и заложены в управляющую программу.
Чтобы настроить станок с ЧПУ, вам необходимо ввести в память станка координаты нулевой точки (см. статью «Как найти нулевую точку станка») заготовки. Существует целый ряд способов выполнения данной задачи. Цель применения нулевых точек станка состоит в том, чтобы иметь несколько значений координат нулевой точки заготовки. Это удобно в случаях, когда необходимо произвести обработку нескольких заготовок, каждая из которых имеет различные координаты нулевой точки, либо в случае, когда требуется зафиксировать несколько заготовок на отдельных зажимных приспособлениях, при этом каждая из заготовок имеет свои координаты нулевой точки.
8. ЗАГРУЗИТЕ УПРАВЛЯЮЩУЮ ПРОГРАММУ В СТАНОК
Результат: соответствующая управляющая программа с g-кодом загружена в память станка.
Загрузка программы с G-кодом с
флеш-накопителя в блок
управления
Вам необходимо загрузить в память станка управляющую программу с g-кодом (см. статью «Описание G кодов»). — данная операция является частью процедуры настройки станка. В зависимости от модели станка, ее можно выполнить несколькими способами:
- Для загрузки программы с g-кодом в память станков старых моделей может потребоваться дискета или даже бумажная перфолента (на ОЧЕНЬ старых моделях!).
- Загрузка программы с g-кодом в память станков более современных моделей возможна при помощи USB-порта.
- Ваш станок может быть подключен к локальной сети, что позволит загрузить программу, просто скопировав g-код в отдельную папку или загрузив его с FTP-сервера в память станка.
- Ваш станок может быть подключен к устройству, содержащему программу с g-кодом, по протоколу RS-232. В этом случае g-код может быть загружен в память станка посредством данного соединения или поэтапно передаваться по несколько срокам в единицу времени.
Тут есть ряд важных моментов, которые необходимо проверить:
- Убедитесь в том, что у вас в распоряжении имеется правильная версия управляющей программы. Очень легко запутаться в большом количестве различных версий, поэтому убедитесь, что у вас есть именно та версия, которая вам нужна в данный момент.
- Загрузите все необходимые подпрограммы и их библиотеки, которые могут потребоваться основной части программы. Например, в случае если управляющая программа использует данные, получаемые с датчиков, для ее работы может потребоваться наличие библиотеки подпрограммы для снятия показаний с датчиков.
- Вы должны четко знать, каких действий ожидает управляющая программа от оператора станка в процессе работы. Предполагает ли она возможность остановки? Нужно ли вам запускать программу с блока управления? И так далее. Чтобы настроить станок с ЧПУ, такие сведения должны быть занесены в карту наладки.
9. ПРОВЕРЬТЕ СИСТЕМУ ПОДАЧИ СОЖ
Результат: проверка системы подачи СОЖ выполнена, и теперь вы готовы запустить управляющую программу с g-кодом.
Для того, чтобы настроить станок с ЧПУ, убедитесь в том, что применяемая вами СОЖ находится в хорошем состоянии и пригодна к использованию, что будет являться одним из профилактических мероприятий по обслуживанию станка с целью предотвращения возможных сбоев в его работе до начала выполнения операции по обработке заготовки. Повторюсь — данная процедура выполняется последней, однако, возможно, у вас есть свой график проверки и замены СОЖ, который предполагает более частую проверку и гарантирует ее хорошее состояние.
Важно обращать внимание на следующие моменты:
- Если СОЖ имеет неприятный или прогорклый запах, у вас появилась проблема.
- Достаточно ли СОЖ в резервуаре или ее необходимо долить?
- Является ли достаточной концентрация СОЖ по отношению к количеству воды, содержащейся в растворе? Для измерения концентрации СОЖ вы также можете воспользоваться рефрактометром.
- Производите ли вы фильтрацию СОЖ с целью удаления мелкой стружки и мусора, которые могут засорить систему подачи?
- Проверяйте станок, чтобы убедиться в том, что подача СОЖ идет свободно, а сопла установлены в правильном положении. Хорошо настроенная система подачи СОЖ имеет особое значение для удаления стружки и даже может позволить вам немного увеличить скорость подачи и частоту вращения шпинделя.
Вас также может заинтересовать:
«Советы новичкам ЧПУ»