
ПАСПОРТ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА Тип ТВ-4 Тип Модель Год выпуска Класс точ¬ ности Вес станка, кг 1 Дли¬ на, | - мм Ши¬ рина, мм Вы¬ сота/ мм Токарно-вин¬ торезный ТВ-4 Нормаль¬ ный 250 1440 470 1020 ОСНОВНЫЕ ДАННЫЕ Основные размеры Высота цептроп, мм 108 Число резцов в резцедержателе 4 Наибольшие размеры держалки резца, мм 10X12 Высота от опорной поверхности резца до линии центров, мм 12 Наибольшее расстояние от оси центров до кромки рёзцодержателя, мм 78 Число суппортов 1 Число резцовых головок в суппорте 1 Наибольшее перемещение суппорта, мм-, продольное 300 поперечное . 100 Перемещение на одно отделение лимба, мм: продольное 0,5 поперечное 0,025 Перемещение за один оборот маховика, мм: продольное 30 поперечное 2 Резцовые салазки Наибольший угол поворота, град 45 Цена одного деления шкалы поворота, град ... 1 Наибольшее перемещение, мм 50 Цена одного деления лимба, мм 0,025 Перемещение за одни поворот лимба, мм ... . 2 Шпиндель Конус Морзе ; № 2 Торможение шпинделя нет Блокировка рукояток нет Задняя бабка Конус Морзе № 2 Наибольшее перемещение пиноли, мм 65 Поперечное смещение, мм +5 1
Число оборотов, мин Мощность, кет . . Электродвигатель 1500 1.0 Ремень Клиновой А1700, шт 1 Подшипники шпинделя Передние два шарикоподшипника радиально-упор¬ ные однорядные № 46207, размер, мм . . . 35X72X 17 Задний шарикоподшипник радиальный однорядный № 206, размер, мм 30X62X16 механика станка Ы/ /ы Положение рукояток и обозначение их на рис. N1 ОСЬ ! У** 1 2 с» 3 . 1 ч 9 120 2 я Я 160 3 ч Р 230 4 р ? 375 5 р Ч 50,0 в р Р 710 Ш /ы Положение рукояток и обозначение их на рис. N1 §- 4 5 ■ § Я ^ 1 6 ъ 0,08 2 с/ ъ 0,! 3 Ъ ъ 0,12 N1 /ы Положение■ рукояток и обозначение их на рис. N1 •Л СЭ -о Г 4 5 1 6 <3 0,8 2 с/ с? 10 3 ъ с/ 1,25 Рис. 1. а Рис. 2.
19 го Я 22 23 » 25 26 27 СПЕЦИФИКАЦИЯ зубчатых и червячных колес червяков, винтов и гаек Узел о Я 2 о> о| к 2 о Число зубьеи или заходов Модуль или шаг, мм. Материал Термо¬ обработ¬ ка Твердость Передняя бабка 25 25 1,5 Сталь 45 ТВЧ 1 п ! 4*. О ! 1Л 56 38 1,5 То же. То же То же 26 27 1,5 » » » » 27 32 1,5 » » » » » » 3
Узел о" с 33 ш Ж 2 Число зубьеи ИЛИ заходов Модуль или шаг, мм Материал Термо¬ обработ¬ ка Твердость 21 38 1 ,2 То же То лее То же 23 ■38 1,2 » » » » » » 22 38 -■ 1,2 » » » » » 24 31 1,2 » » » » .'5(1 01 1,2 » » » » » , 17 38 1,2 » » » » » 38 25 1,2 » » » » » » 37 45 1,2 » * » » » 35 38 1,2 ж » » » » » 34 49 1,2 » » » » » 33 44 1,2 * » » ■» Коробка подач 3 4 Г) 1,25 Сталь 45 твч Кс. —40—45 4 45 1,25 То же То же То же 5. 50 1,25 » » 6 40 1,25 » » » 7 45 1,25 » ■» » » 8 40 ' 1,25 » » 9 50 1,25 » » » 10 45 1,25 » » » » Гитара и 64 • 1,25 Сталь 45 'ТВЧ1 ЯТ",=ЭД=45 12 60 1.25 ' То же То же То же 13 <14 1,25 * » ,, » И 60 1,25 » * У> » Фартук 40 1 1,25 Сталь 45 ТВЧ 1Л 1 О 1 4Ь 55 1,25 Бронза » То же 44 27 1,25 Сталь 45 » ■» 45 49 1,25 Бронза •» » 46 37 1,25 » » » > » » 47 10 1,25 » » » » » 54 рейка 1,25 » » » Суппорт 50 1 2 Бронза 51 1 2 Сталь 45 52 1 2 Бронза 53 1 2 Сталь 45 Задняя 54 1 2 Сталь 45 бабка 55 \ 1 2 То же Станина 48 1 | 2 Сталь 45 4
СПЕЦИФИКАЦИЯ шарикоподшипников № по ГОСТУ или ОСТУ Класс точно¬ сти Размер • Коли¬ чество Место уста- попки № по схеме расположения подшипников 204 11 20X47X14 1 Передняя бабка 19 202 Н 15x35x11 7 » » 16, 20, 28, 29,32 ’58, 59 206 II 30X62X16 1 «18 46207 Н 35X72X17 2 » » 30, 31 8103 Н 17X30X9 2 Коробка подач 1, 2 8102 Н 15X28X9 2 Фартук 39, 4 2 36203 Н 17X40X12 1 43 ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА № п/и Наименование Количество Размер 1 Патрон трехкулачковый с ключом .... 1 0130 2 Планшайба поводковая с пальцем .... 1 „110 3 Центр упорный 2 А 1700 4 Ремень клиновый 2 5 Ключи гаечные разные 2 6 Резцы: а) проходной б) отрезной в) подрезной г) расточной д) резьбовой ч 1 1 1 1 7 1 8 Руководство 1 9 Акт приемки 1 10 Паспорт 1
I. Испытание станка на точность О _ Р, - К р, 0> . л Что проверяется Фактич. откло¬ нений ■4 5 Прямолинейность продольного пере¬ мещения суппорта в вертикаль¬ ной плоскости Прямолинейность продольного пере¬ мещения суппорта в горизонталь¬ ной плоскости Параллельность направляющих задней бабки направлению про дольного перемещения суппорта Радиальное биение центрирующей шейки шпинделя передней бабки Радиальное биение оси отверстия шпинделя передней бабки: а) у шпинделя б) на расстоянии 150 мм Параллельность оси шпинделя пе- редней бабки направлению про¬ дольного перемещения суппорта: а) в вертикальной плоскости б) в горизонтальной » Параллельность оси конического от верстия шпинделя задней бабки (пиноли) направлению продоль¬ ного перемещения суппорта Параллельность перемещения пино¬ ли направлению продольного пе¬ ремещения суппорта: а) в*вёртикалыюй плоскости б) в горизонтальной . » Расположение оси отверстия шпин¬ деля передней бабки и пиноли на одинаковой высоте над направля- на 1 м. хода суппорта 0,04 на 1 м. хода суппорта 0,04 на 1 м. хода суппорта 0,04 0,02 -0,03 -0,06 а—0,06 6—0,05 на длине 150 мм 0,05 на длине. 150 мм а—0,04 6—0,02 на длине 50 мм 0,05 7
6 О. О) о 2 » Что проверяется . Допуск Фактич. откло¬ нения ющими станины для суппорта (ось отверстия может быть толь¬ ко выше оси отверстия шпинделя передней бабки) Ю Правильность геометрической фор¬ мы наружной цилиндрической по¬ верхности образца после его чи¬ стовой обработки на станке (от¬ сутствие) : а—0,02 б—0,02 на длине 50 мм а) овальности б) конусности II. Принадлежности к станку Станок укомплектован согласно прилагаемому упаковочному листу. III. Общее заключение по испытанию станка: а) па основании производственных испытаний и осмотра ста¬ нок признан пригодным к эксплуатации; б) станок оборудован пусковой аппаратурой на 220 в\ в) для заземления станка па левой тумбе установлен заземля¬ ющий болт (заземление обязательно).
Все замечания по работе станка шлите по адресу: Ростов-на-Дону, Орская ул., 3. Завод № 1 учебного оборудования, ОТК Опечатки, допущенные в тексте паспорта токарно-винторезного станка (ТВ-4) 1 Стр. Строка Напечатано Следует читать 1 11 сверху Наибольшие разме¬ Наибольшие размеры ры держалки . . . державки . . . 2 2 сверху Число оборотов, Число оборотов, В МИЕ мин. 4 4 колонка в • ',2 ■ 1,5 таблице 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 Издание 4-е. Редактор А. С. Плугатарь. Ред. издательства А. Я. Сонин. Подп. к печати 20/У-1969 г. Бумага бОхЭО'/цз Печ. л. 0,5. Уч.-изд. л. 0,44. Зак, 302. Бесплатно. Тираж 10 000. Типография 14-й ф-ки ГУТГТ, Москва, Земский пер., д. 9.
ПАСПОРТ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА Тип ТВ-4 Тип Модель Год выпуска Класс точ¬ ности Вес станка, кг 1 Дли¬ на, | - мм Ши¬ рина, мм Вы¬ сота/ мм Токарно-вин¬ торезный ТВ-4 Нормаль¬ ный 250 1440 470 1020 ОСНОВНЫЕ ДАННЫЕ Основные размеры Высота цептроп, мм 108 Число резцов в резцедержателе 4 Наибольшие размеры держалки резца, мм 10X12 Высота от опорной поверхности резца до линии центров, мм 12 Наибольшее расстояние от оси центров до кромки рёзцодержателя, мм 78 Число суппортов 1 Число резцовых головок в суппорте 1 Наибольшее перемещение суппорта, мм-, продольное 300 поперечное . 100 Перемещение на одно отделение лимба, мм: продольное 0,5 поперечное 0,025 Перемещение за один оборот маховика, мм: продольное 30 поперечное 2 Резцовые салазки Наибольший угол поворота, град 45 Цена одного деления шкалы поворота, град ... 1 Наибольшее перемещение, мм 50 Цена одного деления лимба, мм 0,025 Перемещение за одни поворот лимба, мм ... . 2 Шпиндель Конус Морзе ; № 2 Торможение шпинделя нет Блокировка рукояток нет Задняя бабка Конус Морзе № 2 Наибольшее перемещение пиноли, мм 65 Поперечное смещение, мм +5 1
Число оборотов, мин Мощность, кет . . Электродвигатель 1500 1.0 Ремень Клиновой А1700, шт 1 Подшипники шпинделя Передние два шарикоподшипника радиально-упор¬ ные однорядные № 46207, размер, мм . . . 35X72X 17 Задний шарикоподшипник радиальный однорядный № 206, размер, мм 30X62X16 механика станка Ы/ /ы Положение рукояток и обозначение их на рис. N1 ОСЬ ! У** 1 2 с» 3 . 1 ч 9 120 2 я Ч 160 3 ч Р 230 4 р ? 375 5 р Ч 50,0 в р Р 710 Ш /ы Положение рукояток и обозначение их на рис. N1 §- 4 5 ■ § Я ^ 1 6 ъ 0,08 2 с/ ъ 0.! 3 Ъ ъ 0,12 N1 /ы Положение■ рукояток и обозначение их на рис. N1 •Л СЭ -о Г 4 5 1 6 <3 0,8 2 с/ с? 10 3 ъ с/ 1,25 Рис. 1. а Рис. 2.
19 го Я 22 23 » 25 26 27 СПЕЦИФИКАЦИЯ зубчатых и червячных колес червяков, винтов и гаек Узел о Я 2 о> о| к 2 о Число зубьев или заходов Модуль или шаг, мм. Материал Термо¬ обработ¬ ка Твердость Передняя бабка 25 25 1,5 Сталь 45 ТВЧ 1 п ! 4*. О ! 1Л 56 38 1,5 То же. То же То же 26 27 1,5 » » » » 27 32 1,5 » » » » » » 3
Узел о" с 33 ш Ж 2 Число зубьеи или заходов Модуль или шаг, мм Материал Термо¬ обработ¬ ка Твердость 21 38 1 ,2 То же То лее То же 23 ■38 1,2 » » » » » » 22 38 -■ 1,2 » » » » » 24 31 1,2 » » » » .'5(1 01 1,2 » » » » » , 17 38 1,2 » » » » » 38 25 1,2 » » » » » » 37 45 1,2 » * » » » 35 38 1,2 ж » » » » » 34 49 1,2 » » » » » 33 44 1,2 * » » ■» Коробка подач 3 4 Г) 1,25 Сталь 45 ТВЧ Кс. —40—45 4 45 1,25 То же То же То же 5. 50 1,25 » » 6 40 1,25 » » » 7 45 1,25 » ■» » » 8 40 ' 1,25 » » 9 50 1,25 » » » 10 45 1,25 » » » » Гитара и 64 • 1,25 Сталь 45 'ТВЧ1 ЯТ",=ЭД=45 12 60 1,25 ' То же То же То же 13 <14 1,25 * » ,, » И 60 1,25 » * У> » Фартук 40 1 1,25 Сталь 45 ТВЧ 1Л 1 О 1 4Ь 55 1,25 Бронза » То же 44 27 1,25 Сталь 45 » ■» 45 49 1,25 Бронза •» » 46 37 1,25 » » » > » » 47 10 1,25 » » » » » 54 рейка 1,25 » » » Суппорт 50 1 2 Бронза 51 1 2 Сталь 45 52 1 2 Бронза 53 1 2 Сталь 45 Задняя 54 1 2 Сталь 45 бабка 55 \ 1 2 То же Станина 48 1 | 2 Сталь 45 4
СПЕЦИФИКАЦИЯ шарикоподшипников № по ГОСТУ или ОСТУ Класс точно¬ сти Размер • Коли¬ чество Место уста- попки № по схеме расположения подшипников 204 11 20X47X14 1 Передняя бабка 19 202 Н 15x35x11 7 » » 16, 20, 28, 29,32 ’58, 59 206 II 30X62X16 1 «18 46207 Н 35X72X17 2 » » 30, 31 8103 Н 17X30X9 2 Коробка подач 1, 2 8102 Н 15X28X9 2 Фартук 39, 4 2 36203 Н 17X40X12 1 43 ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА № п/п Наименование Количество Размер 1 Патрон трехкулачковый с ключом .... 1 0130 2 Планшайба поводковая с пальцем .... 1 „110 3 Центр упорный 2 А 1700 4 Ремень клиновый 2 5 Ключи гаечные разные 2 6 Резцы: а) проходной б) отрезной в) подрезной г) расточной д) резьбовой ч 1 1 1 1 7 1 8 Руководство 1 9 Акт приемки 1 10 Паспорт 1
I. Испытание станка на точность О _ Р, - К р, 0> . л Что проверяется Фактич. откло¬ нений ■4 5 Прямолинейность продольного пере¬ мещения суппорта в вертикаль¬ ной плоскости Прямолинейность продольного пере¬ мещения суппорта в горизонталь¬ ной плоскости Параллельность направляющих задней бабки направлению про дольного перемещения суппорта Радиальное биение центрирующей шейки шпинделя передней бабки Радиальное биение оси отверстия шпинделя передней бабки: а) у шпинделя б) на расстоянии 150 мм Параллельность оси шпинделя пе- редней бабки направлению про¬ дольного перемещения суппорта: а) в вертикальной плоскости б) в горизонтальной » Параллельность оси конического от верстия шпинделя задней бабки (пиноли) направлению продоль¬ ного перемещения суппорта Параллельность перемещения пино¬ ли направлению продольного пе¬ ремещения суппорта: а) в*вёртикалыюй плоскости б) в горизонтальной . » Расположение оси отверстия шпин¬ деля передней бабки и пиноли на одинаковой высоте над направля- на 1 м. хода суппорта 0,04 на 1 м. хода суппорта 0,04 на 1 м. хода суппорта 0,04 0,02 -0,03 -0,06 а—0,06 6—0,05 на длине 150 мм 0,05 на длине 150 мм а—0,04 6—0,02 на длине 50 мм 0,05 7
6 О. О) о 2 » Что проверяется . Допуск Фактич. откло¬ нения ющими станины для суппорта (ось отверстия может быть толь¬ ко выше оси отверстия шпинделя передней бабки) Ю Правильность геометрической фор¬ мы наружной цилиндрической по¬ верхности образца после его чи¬ стовой обработки на станке (от¬ сутствие) : а—0,02 б—0,02 на длине 50 мм а) овальности б) конусности II. Принадлежности к станку Станок укомплектован согласно прилагаемому упаковочному листу. III. Общее заключение по испытанию станка: а) на основании производственных испытаний и осмотра ста¬ нок признан пригодным к эксплуатации; б) станок оборудован пусковой аппаратурой на 220 в\ в) для заземления станка па левой тумбе установлен заземля¬ ющий болт (заземление обязательно).
Все замечания по работе станка шлите по адресу: Ростов-на-Дону, Орская ул., 3. Завод № 1 учебного оборудования, ОТК Опечатки, допущенные в тексте паспорта токарно-винторезного станка (ТВ-4) 1 Стр. Строка Напечатано Следует читать 1 11 сверху Наибольшие разме¬ Наибольшие размеры ры держалки . . . державки . . . 2 2 сверху Число оборотов, Число оборотов, в МИЕ мин. 4 4 колонка в • ',2 ■ 1,5 таблице 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 1,2 1,5 Издание 4-е. Редактор А. С. Плугатарь. Ред. издательства А. Я. Сонин. Подп. к печати 20/У-1969 г. Бумага бОхЭО'/цз Печ. л. 0,5. Уч.-изд. л. 0,44. Зак, 302. Бесплатно. Тираж 10 000. Типография 14-й ф-ки ГУТГТ, Москва, Земский пер., д. 9.
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях.
Нарезание резьб
Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом).
Рисунок — ТВ 4 органы упрвления
На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта («Л» — левое или «П» — правое).
На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи.
Рычаг 5 «винт-вал» — в правом положении — «винт».
На фартуке — рукоятка самохода 8 в нижнем выключенном положении «от себя».
Рукоятка включения реечной шестерки 7 — в положении «на себя».
Рукоятка включения маточной гайки 9 — в нижнем крайнем положение.
Механическая подача
Положение рукояток и рычагов при работе с ходовым валом (механическая подача).
Рисунок — ТВ 4 табличка
На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта (левое или правое).
На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи.
Рычаг 5 «винт-вал» — в левом крайнем положении — «вал».
На фартуке — рукоятка самохода 8 во включенном положении «на себя».
Рукоятка включения маточной гайки 9 — в верхнем положении.
Рукоятка включения реечной шестерни 7 — в положении «на себя».
Подача ходовым валиком
Положение рукояток и рычагов при ручной продольной подаче ходовым валиком.
На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
На коробке подач — положение рычага «винт-вал» безразлично.
Скачать инструкция на станок токарный ТВ 4
-
KOT_MA
ТВ-4 Информация по станку
tastak писал(а):Источник цитаты Чертеж шкива приводного вала передней бабки ТВ-4 (ранний с длинным валом в ПБ — диаметр первичного вала — 20 мм)
не знаю как с раннего, но этот шкив рисовался с дубновского ТВ-4 1984г.в.
-
Автор темы
tastak
ТВ-4 Информация по станку
Сообщение #12 tastak » 10 фев 2016, 01:03
KOT_MA писал(а):Источник цитаты не знаю как с раннего, но этот шкив рисовался с дубновского ТВ-4 1984г.в.
Спасибо Маэстро за уточнение.
Для ЧипГуру станок мертв — значит переплавлен,все остальное подлежит «лечению»©
-
Автор темы
tastak
ТВ-4 Информация по станку
Сообщение #13 tastak » 10 фев 2016, 13:36
Инструкция в формате PDF станка ТВ-4 (Ростов-на-Дону).
- Вложения
-
- tv4_manual.pdf
- (1.54 МБ) 1985 скачиваний
Для ЧипГуру станок мертв — значит переплавлен,все остальное подлежит «лечению»©
-
Автор темы
tastak
ТВ-4 Информация по станку
Сообщение #14 tastak » 06 мар 2016, 07:47
Расположение шестеренок ПБ ТВ-4. Шпиндель снят («поздняя» ПБ с коротким валом).
- Вложения
-
- ПБ ТВ-4 «поздняя».pdf
- (7.91 МБ) 306 скачиваний
Для ЧипГуру станок мертв — значит переплавлен,все остальное подлежит «лечению»©
-
Автор темы
tastak
ТВ-4 Информация по станку
Сообщение #15 tastak » 07 мар 2016, 00:50
Расположение фиксаторов рукояток ПБ ТВ-4. Полезно, если позабыли после разборки, куда какой фиксатор устанавливается.
- Вложения
-
Для ЧипГуру станок мертв — значит переплавлен,все остальное подлежит «лечению»©
-
KimIV
ТВ-4 Информация по станку
Сообщение #17 KimIV » 08 мар 2016, 15:12
Сообщение не по теме
Ты должен делать добро из зла, потому что его больше не из чего делать. Уоренн Роберт Пенн.
-
George52
ТВ-4 Информация по станку
Сообщение #18 George52 » 29 июн 2019, 22:14
ROW писал(а):Шильдики о ТВ-4 нового с карболитовыми ручками
Шильдик от ТВ-4 новый.jpg
Ребята, ошибка в шильдиках на тв 4! Посмотрите на положение ручек при переключении скоростей.
Прилагаю оригинал.
Сделал себе новый шильдик с выложенного макета, в потом только увидел что не правильно сделан макет!
-
George52
ТВ-4 Информация по станку
Сообщение #20 George52 » 01 июл 2019, 02:12
Смотрим на положение ручек при переключении скоростей на выложенном файле
И на оригинале
Так же числа оборотов указаны не верно.
Маркировка станка на котором стоит табличка с фото.
1. Электродвигатель
2. Тумба
3. Кнопочный пост управления
4. Поддон
5. Рукоятка включения ходового валика и
ходового винта
6. Рукоятка установки величины подач и
шага резьбы
7. Коробка подач
8. Гитара (защитный кожух ременной
передачи)
9. Рукоятка изменения направления подач
10. Рукоятки установки частоты вращения
шпинделя
11. Передняя бабка. Коробка скоростей
12. Шпиндель (пустотелый вал)
13. Патрон трехкулачковый
14. Продольные салазки
15. Резцедержатель (резцовая головка)
16. Местное освещение (светильник)
17. Центр задний (конус)
18. Пиноль
19. Рукоятка закрепления пиноли
20. Задняя
бабка
21. Рукоятка закрепления задней бабки
22. Маховик подачи пиноли
23. Станина
24. Рейка зубчатая
25. Рукоятка (маховик) ручного
перемещения поперечной салазки
26. Рукоятка включения гайки ходового
винта
27. Рукоятка включения продольной
механической подачи
28. Кнопка включения и выключения реечной
передачи
29. Электротумба
30. Общий выключатель
31. Выключатель светильника
32. Фартук суппорта
33. Маховик ручного перемещения
продольной салазки (каретки)
34. Суппорт
35. Ходовой валик
36. Ходовой винт
37. Основание
Токарный станок ТВ-4
Профессия станочника сегодня, к сожалению, не пользуется популярностью. Молодежь неохотно идет на эту работу, да и учебных заведений, готовящих токарей или фрезеровщиков, почти не осталось. Однако тяга к металлу побуждает некоторых попробовать свои силы в токарном ремесле. Купить новый станок для бытовых потребностей сегодня не составляет труда. Однако не стоит сбрасывать со счетов и старую технику, бывшую в употреблении — б/у. Вниманию людей, которым нравится самим из куска металла выточить нужную деталь, представляется самый, пожалуй, дешевый на сегодняшний день станок.

Область применения
«Школьник», заводской индекс которого — ТВ-4, выпускался Ростовским специализированным заводом «Учебное оборудование» с начала 70-х годов прошлого столетия.
Благодаря малой мощности двигателя
И узкому диапазону скоростей шпинделя повышается безопасность работы при металлообработке, что особенно актуально в отношении подростков с их шаловливыми ручками.
Органы управления
Расположены на удобной высоте, соответствующей росту среднего старшеклассника. Для взрослого человека рабочая поза будет неудобной, и потребуется приподнять станок.
Функциональные возможности
Несколько ограничены с целью упрощения и удешевления конструкции. Это, конечно, большой минус. Но, как показывает опыт владельцев, при желании можно доработать конструкцию.
Операции выполняемые на ТВ-4
- наружное точение деталей типа вала;
- растачивание отверстий;
- подрезка торцев;
- отрезание заготовок нужной длины;
- нарезание наружной и внутренней резьбы;
- сверление отверстий.
Сегодня большинство этих станков доживают свой век в частных руках. Их можно увидеть в мастерской фермера, на станции техобслуживания автомобилей (СТО), у самодеятельного любителя технического творчества.
Технические характеристики
Паспортные данные ТВ-4:
- С одной установки можно обточить вал диаметром 125 и длиной 300 мм.
- Длина обрабатываемой заготовки — 350, а наибольший размер обрабатываемого диска — 200 мм.
- Сечение прутковой заготовки — не более 1,5 см.
- Передняя часть шпиндельного отверстия и пиноль задней бабки расточены под конус Морзе №2.
- Число оборотов патрона в минуту — от 120 до 710 (6 скоростей).
- Автоматическая продольная подача (3 ступени) составляет от 0,08 до 0,12 мм на один оборот заготовки, а резьба нарезается только метрическая (правая или левая). Шаг ограничен тремя величинами: 0,8, 1,0 и 1,25 мм.
- Мощность электродвигателя — 0,6 кВт, частота вращения — 1440 об/мин.
- Габаритные размеры (длина, ширина, высота) составляют соответственно 1,1×0,5×1 м.
- Весит станочек по нынешним временам прилично — 280 кг.
Описание основных узлов
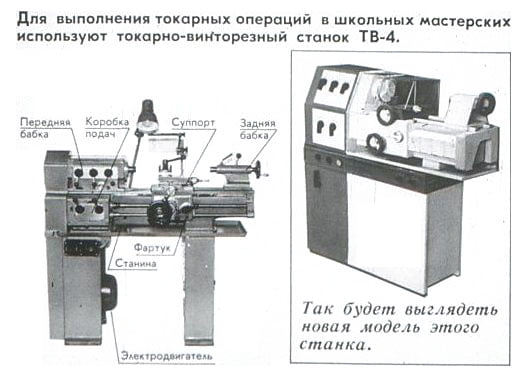
Станок своей компоновкой повторяет контуры своих взрослых сородичей. На фото показан внешний вид ТВ-4.
Основание
Чугунная станина с продольными направляющими, установленная на двух вертикальных стойках, играет роль подставки. Внутри левой стойки, почти на полу, на подмоторной плите находится асинхронный двигатель главного движения. Существует некоторая путаница относительно его мощности. Даже в техническом паспорте встречаются различные цифры: 0,6 или 1 кВт. В правой стойке располагается электрооборудование. Слева на станине размещается коробка скоростей (КС), справа — задняя бабка.
Передняя бабка
Объединяет в себе шпиндельный узел и КС. В чугунном корпусе находятся несколько зубчатых передач, посредством которых вращение от ведущего вала, приводимого клиноременной передачей, передается к шпинделю с закрепленным на его передней части трехкулачковым патроном для зажима заготовок. С целью смазки в коробку заливается минеральное масло, уровень которого контролируется через стекло маслоуказателя. Осевой люфт передней опоры, состоящей из двух радиально-упорных подшипников, выбирается регулировочной гайкой. Совпадение осей шпинделя и поддерживающей пиноли обеспечивается с помощью двух регулировочных винтов, расположенных в основании корпуса КС.
Задняя бабка
Предназначена для установки вращающегося или неподвижного центра, а также группы сверлильных инструментов: сверла, зенкеры, развертки. Для наладочных перемещений бабки используется внутренняя пара направляющих, расположенных на станине. Имеются два зажимных рычага. Одним фиксируют продольное положение узла, другим зажимают от смещения пиноль.
Гитара
Так называется передаточное устройство между коробками скоростей и подач. Оно предназначено для того, чтобы передать вращение от КС к ходовому валу, служащему для перемещения продольного суппорта. Передаточное отношение механизма постоянно и составляет 1:4.
Коробка подач (КП)
Ее назначение состоит в том, чтобы передавать вращение от гитары на ходовой вал или винт, изменять частоту их вращения, а в конечном итоге — подачу или шаг нарезаемой резьбы. Кроме того, с ее помощью реверсируют перемещение суппорта. Рукоятка переключения с ходового вала на винт выполняет и функцию блокировки, чтобы не допустить их одновременного включения. Смазка производится заливаемым в коробку маслом. Шестерни смазываются путем разбрызгивания, а верхние детали — с использованием фитилей, для пропитки которых под крышкой коробки имеется заливное масляное корыто.
Суппорт
Привод перемещения резца включает в себя 3 движения: вдоль направляющих станины (продольный суппорт), перпендикулярное (поперечный) и дополнительное перемещение (верхние салазки). Продольный суппорт оснащен автоматической подачей, два остальных движения осуществляются вручную. Верхние салазки могут поворачиваться на 45° в каждую сторону. На них установлении 4-х позиционный резцедержатель для закрепления режущего инструмента.
Фартук
Целью этого устройства является преобразование вращения выходных органов КП (вал или винт) в линейное перемещение суппортного узла. Чтобы включить продольную подачу следует повернуть вверх левый рычажок фартука, при этом включится кулачковая муфта и ведущая шестерня войдет в зацепление с ходовой рейкой, в результате чего суппорт начнет перемещаться. Включив с помощью правого рычага разрезную (маточную) гайку, которая охватит вращающийся ходовой винт, производят нарезку резьбы.
Электрооборудование
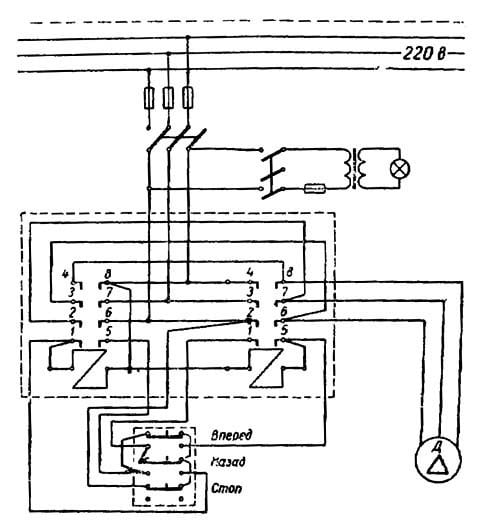
Электросхема станка приведена на рисунке. Включает в себя:
- 3-х фазную электрическую цепь напряжением 380 В;
- плавкие предохранители;
- главный выключатель;
- понижающий трансформатор для освещения на 12 В;
- реверсивный магнитный пускатель;
- синхронный электродвигатель.
В быту удобнее использовать однофазное напряжение 220 В. Поэтому большинство владельцев переделывают электрооборудование. Для этого переключают обмотки статора со звезды на треугольник с подключением пусковых конденсаторов. Другой способ заключается в применении частотного регулирования (частотник). Последний позволяет еще и бесступенчато регулировать число оборотов двигателя.
Как правильно купить б/у станок
Самый простой способ оценить рынок предложений — зайти на биржу Авито. Объявлений по продаже ТВ-4 вроде бы и много. Аппетиты продавцов различны. Цены начинаются от подозрительных 14 тысяч и заканчиваются совершенно неадекватной суммой — 120 000 рублей. Большинство просят от 35 до 65 тысяч.
Но Россия-матушка велика. Если ограничить регион поиска местом вашего проживания, останется одно-два предложения. Как говорится: «За морем телушка — полушка, да рубль перевоз». Состояние станка можно оценить по его фотографии, размещенной на ресурсе. Ну, а дальше — дело покупателя.
Впрочем, все зависит от ваших возможностей, как финансовых, так и прочих (наличие инструментальной базы, помещения и слесарных навыков). Прежде чем покупать некомплектный товар, поинтересуйтесь, реально или нет достать недостающие детали или узлы. Если есть сомнения, откажитесь от покупки.
Что проверять при покупке
Немного о том, как оценить состояние станка. Если он подключен к электросети, проверка значительно упрощается. Что проверяется:
- вращение шпинделя на каждой из 6 ступеней (прямое и обратное);
- работа автоматической подачи продольного суппорта;
- вращение ходового винта, надежность включения маточной гайки, переключение шагов резьбы и ее направления;
- перемещение поперечных салазок, а также верхней поворотной каретки;
- выдвижение пиноли при вращении ее маховика, а также работа механизмов фиксации задней бабки и зажима пиноли.
Эти проверки касаются только работоспособности механической части. Кроме этого необходимо проверить износ деталей и точность расположения узлов:
Износ направляющих
Проверяют визуально и на ощупь — если заметны ступени на границе между трущейся поверхностью и нерабочей.
Осевую игру шпинделя
Проверяют, дергая с усилием за его переднюю часть или за патрон.
Износ пиноли задней бабки
Определяют таким же способом, дергая за ее конец в поперечном направлении. При этом ее следует выдвинуть примерно на 2/3 длины.
Совпадение осей шпинделя и пиноли
Проверяют путем пробного обтачивания валика длиной около 30 см. Разность диаметров на его концах должна быть не более 5 соток (0,05 мм).
В быту часто возникают ситуации, когда нужно срочно выполнить какие-то токарные операции, пусть и не всегда сложные. Обычно приходится искать токаря, что сегодня довольно затруднительно, и требует потери времени. А дело стоит. Поэтому «Школьник» окажется хорошим помощником для любителей делать что-то своими руками.
Источник
Токарный станок тв 4 вес и размеры
ТВ-4 — Высокоскоростной пятикоординатный обрабатывающий центр
Купить станочный подшипник с доставкой
Технические характеристики:
Станки модели тв-4 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения.
Основные параметры станка
Класс точности Н Наибольший диаметр заготовки над станиной, мм 200 Наибольший диаметр заготовки над суппортом, мм 125 Высота центров, мм 108 Наибольшая длина заготовки в центрах (РМЦ), мм 350 Наибольшая длина обтачивания в патроне, мм 300 Наибольшая высота держателя резца, мм 10 х 12 Высота от опорной поверхности резца до линии центров, мм 12 Наибольшее расстояние от оси центров до кромки резцедержателя, мм 78
Диаметр сквозного отверстия в шпинделе, мм 16 Наибольший диаметр прутка, мм 15 Конус Морзе шпинделя №2 Число ступеней частот прямого вращения шпинделя 6 Частота прямого вращения шпинделя, об/мин 120, 160, 230, 375, 500, 710 Число ступеней частот обратного вращения шпинделя 6 Частота обратного вращения шпинделя, об/мин 120, 160, 230, 375, 500, 710 Торможение шпинделя нет Блокировка рукояток нет
Наибольшее продольное перемещение суппорта, мм 300 Перемещение суппорта продольное на одно деление лимба, мм 0,5 Наибольшее поперечное перемещение суппорта, мм 100 Перемещение суппорта поперечное на одно деление лимба, мм 0,025 Наибольшее перемещение резцовых салазок, мм 50 Перемещение резцовых салазок на одно деление лимба, мм 0,025 Угол поворота резцовых салазок, град ±45° Число ступеней продольных подач суппорта 3 Пределы продольных рабочих подач суппорта, мм/об 0,08; 0,1; 0,12 Пределы рабочих поперечных подач суппорта, мм/об нет Количество нарезаемых резьб метрических 3 Пределы шагов нарезаемых резьб метрических, мм 0,8; 1; 1,25 Пределы шагов нарезаемых резьб дюймовых нет Пределы шагов нарезаемых резьб модульных нет Пределы шагов нарезаемых резьб питчевых нет
Конус Морзе задней бабки №2 Наибольшее перемещение пиноли, мм 65
Электродвигатель главного привода, кВт 1,0
Габариты и масса станка
Габариты станка (длина ширина высота), мм 1440 х 470 х 1020 Масса станка, кг 280
ТВ 4 — станок токарный производства отечественного Ростовского завода. Вспомните свою школу, училище и наверняка вспомните этот станок. Это объясняется тем, что данное оборудование широко применяется в образовательных учреждениях. Основное предназначение токарного станка ТВ 4 — это развитие навыков по работе со стальными изделиями.
ТВ-4 Школьный токарный станок
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Общий вид токарно-винторезного станка ТВ-4
Функции станка
Фото токарного станка ТВ 4
Начиная проектировать суппорт станка, резцедержатель, режущие конструкции и прочие элементы, основным принципом разработчиков было обеспечение высокого уровня безопасности и простоты в эксплуатации. Выполнить ремонт станка ТВ 4 вполне по силам группе учеников под четким руководством учителя.
При этом технические характеристики модели станка ТВ 4 практически аналогичны профессиональному токарному оборудованию. Это сделано для того, чтобы обучающиеся смогли наглядно разобраться в конструкции станка, особенностях его работы, нюансах производства деталей с его помощью.
Токарно винторезный станок ТВ 4, как учебное пособие, изначально предусматривает возможность выполнения на нем всего перечня токарных мероприятий. Потому конструкция включает классический суппорт, резцедержатель, двигатель необходимой мощности и прочие детали, характерные для профессионального токарного станка. Потому используя ТВ 4, можно выполнять:
- Проточку и расточку;
- Подрезку торцов;
- Нарезку резьбы;
- Сверление.
Важно отметить, что инструкция станка предполагает возможность выполнения исключительно метрической резьбы. На другие виды агрегат ТВ4 не рассчитан.
После того, как школьник детально изучил станок ТВ 4 и его конструкцию, определил технические характеристики, сумел выполнить ряд операций с помощью оборудования, проводится расширение функциональных возможностей агрегата. Для этого существует специальная инструкция, следуя которой, модернизация проводится достаточно быстро и легко.
Примечательно, что тот же суппорт, рукоятки фартук, органы управления, резцедержатель, расположение самих резаков предусмотрены конструкцией так, чтобы подростки не сталкивались с дискомфортом при работе на ТВ4. Потому станок ТВ 4 является полноценным учебным пособием, позволяющим в дальнейшем школьникам без проблем разбираться в более сложных, промышленных моделях токарных станков.
Конструкция станка
Технические характеристики токарного станка ТВ 4
Чтобы ремонт и изготовление заготовок с помощью ТВ 4 не вызывал у школьников проблем и лишних вопросов, первым делом работа учителя заключается в совместном изучении конструкции. Здесь важно изучить все компоненты, определить возможность замены той или иной запчасти. Чтобы выполнить ремонт, сначала нужно понять, где что располагается. Конструкция у ТВ4 следующая:
- Тумба — это основа конструкции рассматриваемого станка. Для ее изготовления используют листовую толстостенную сталь, которая для надежности усилена ребрами жесткости. Такая конструкция позволяет обеспечить отличную эргономику, разместить все узлы управления, суппорт, резцедержатель, защитный фартук, дабы школьник мог безопасно работать на станке;
- В задней части тумбы станка расположен электромотор. Он питается от сети на 380 вольт. Потому учебные учреждения должны заранее предусмотреть возможность подключения к 380 В;
- Электродвигатель станка, питающийся от 380 В, приводит в движение шпиндельную бабку;
- На бабке конструкции располагается резцедержатель. Именно резцедержатель позволяет использовать тот или иной вид режущего инструмента для обработки запчасти, металлической заготовки в процессе получения навыков работы со станком;
- Лицевая панель конструкции агрегата служит для размещения блока управления ТВ 4. Здесь вы найдете кнопки включения и отключения, а также кнопку активации режима реверса. Отвечает за резцедержатель, шпиндель и их привод;
- Задняя часть тумбы предназначена для размещения электрооборудования. Доступ туда ученики могут получить только с разрешения и при пристальном наблюдении учителя. Все же 380 В — это не шутки. Для выполнения ремонтных и профилактических мероприятий с электрооборудованием, конструкцией станка предусмотрены специальные дверцы.
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.
Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали.
Технические» характеристики
После того, как учитель познакомит учеников с конструкцией и такими компонентами как суппорт, фартук, электродвигатель, шпиндель, расскажет об отличиях между 220 и 380 В, последующая работа предполагает изучение параметров оборудование. То есть его технические характеристики.
- Вес. Если принимать во внимание все элементы и запчасти токарного винторезного станка ТВ 4, то его общий вес составит 280 килограмм.
- Размеры. Габариты агрегата — 144 на 47 на 102 сантиметра. Данные размеры идеально подходят для размещения в мастерских.
- Тип двигателя — трехфазный. Его мощность составляет 1 кВт, а для питания используется сеть на 380 В. Есть возможность подключения к 220 В, но для этого устанавливается другой тип электродвигателя и специальный вспомогательный блок.
- Заготовка на станине может иметь диаметр не более 200 мм. Если речь идет про суппорт, то над ним максимальный диаметр — 125 мм.
- Предельная длина обрабатываемой запчасти — 350 мм.
- Длина обточки — не более 300 мм.
- Конструкция шпинделя предусматривает диаметр отверстия 16 мм. Это позволяет использовать прутки, сечение которых не превышает 15 мм.
- Количество передач с учетом реверса — 6.
- Возможные режимы скорости вращения — 710, 500, 375, 230, 160 и 120 оборотов за минуту.
- Суппорт при продольном перемещении максимально сдвигается на 300 мм.
- При поперечном его перемещении — 100 мм.
- Суппорт отличается наличием 3 степеней продольных передач.
Важный нюанс заключается в том, что конструкцией станка не предусматривается наличие системы принудительной остановки шпиндельной головки. Также отсутствует блокировка ручки управления. Из-за этого процесс остановки деталей по завершению их обработки занимает некоторое время. Потому данные аспекты приходится обязательно принимать во внимание, планируя процесс обучения.
Работая на токарном станке ТВ 4 или его аналоге в лице ТВ6, обязательно придерживайтесь инструкции по эксплуатации, не снимайте защитный фартук. Так работа будет выполнена безопасно и по мере возможностей качественно. Это объясняется тем, что ТВ 4 является токарным станком с не самым высоким классом точности — Н.

Назначение оборудования
В разрезе обучения токарному делу — ТВ-4 по праву может называться универсалом. На нем доступны большинство операций обработки заготовок. На станке можно:
- делать рассверливание;
- производить нарезку внутренних и наружных резьб метрических, при этом данная операция может производиться как механикой, которой оснащено устройство, так и ручным способом. Доступны классическая схема резьбы, а также ее трапецеидальная, дюймовая, упорная версия;
- нарезать резьбы с широким диапазоном изменения шага;
- производить сложные нарезки многозаходной резьбы;
- делать зенкеровку;
- производить обработку торцов, подрезку заготовки.
Оборудование позволяет обрабатывать наружные поверхности заготовок пруткового типа, например, точить вал.
Технические характеристики станка
Главная особенность станка — малая масса. Когда производится учебное точение, сколько весит оборудование — играет большую роль. Для предотвращения различных вибрационных эффектов или смещения — ТВ4 рекомендуется устанавливать на жестком основании с обязательной фиксацией.
Для повышения безопасности некоторые показатели оборудования сознательно снижены. Двигатель основного привода маломощный, осуществляется передача низкого крутящего момента. Это гарантирует снижение травмоопасности, что особенно важно при обучении детей с их низкой концентрацией внимания и малым опытом.
Аналогично мощности привода, ограничены и функциональные возможности оборудования. Изменено расположение элементов управления, чтобы школьники с малым ростом могли уверенно оперировать ручками и переключателями. Если за станком будет работать взрослый — агрегат рекомендуется приподнимать для большего удобства.
При специфических особенностях, параметры ТВ 4 токарного находятся на высоком уровне. Агрегат соответствует классу точности обработки Н. На нем можно вести обработку деталей с оптимальным качеством. Исключение составляют только заготовки из твердосплавных материалов.
Токарный станок ТВ 4 технические характеристики:
- малая масса в 280 кг;
- размеры конструкции 1440х470х1020 мм (длина, ширина, высота соответственно);
- электродвигатель главного привода мощностью 1 кВт;
- обороты шпинделя (изменяя пределы чисел передачи) — 120, 160, 230, 375, 710 оборотов в минуту;
- ограничение диаметра заготовки в зоне станины 200 мм, над суппортом 125 мм;
- суппорт смещается продольно (допустимая длина обточки) на 350 мм;
- резцедержатель предусматривает установку резца с максимальными размерами 100х120 мм;
- максимальный диаметр прутка для обработки — 15 мм;
- диаметр отверстия в патроне шпинделя — 16 мм;
- каретка суппорта может смещаться поперечно на 100 мм;
- резцовые салазки предусматривают смещение на 50 мм;
- поворотный блок, которым оснащен суппорт, допускает вращение салазок с резцом на 45 градусов;
- предусмотрено 3 степени продольной подачи суппорта;
- для компенсации бросков нагрузки на шпинделе использована электропривод планшайба;
- пиноль задней бабки может смещаться на 65 мм, для ее фиксации используется рукоятка.
Учебный станок ТВ-4 не оснащен специальными средствами безопасности. Его устройство не предусматривает систему торможения шпинделя, нет блокировки рукоятей управления.
Останов вращения заготовки без систем торможения происходит медленно. Этот факт нужно учитывать при работе или построении процесса обучения.
Конструкция агрегата, его главные узлы
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
Токарный станок ТВ-4
Основные узлы и их особенности
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
Строение станка
На рисунке изображены ключевые узлы агрегата и детально описаны некоторые из них.
Источник
Открытый урок «Устройство токарно-винторезного станка ТВ-4» методическая разработка по технологии (7 класс) на тему
Токарно-винторезный станок ТВ-4
Станок токарно-винторезный ТВ-4 предназначен для практических занятий в школьных учебных мастерских по холодной обработке металлов резанием. Станок позволяет производить следующие виды токарных работ:
- проточку и расточку цилиндрических и конических поверхностей
- подрезку торцов
- отрезку
- нарезание метрических резьб
- сверление и ряд других работ
Технические характеристики станка ТВ-4
Технические характеристики станка ТВ-4 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка ТВ-4. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка ТВ-4
| Величины | ||
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 200 |
| Наибольший диаметр точения над нижней частью суппорта | мм | 125 |
| Наибольший диаметр обрабатываемого прутка | мм | 15 |
| Расстояние между центрами | мм | 350 |
| Наибольшая длина обтачивания | мм | 300 |
| Пределы чисел оборотов шпинделя в минуту | об.мин | 120-710 |
| Пределы продольных подач | мм/мин | 0,08-0,012 |
| Диаметр отверстия в шпинделе | мм | 16 |
| Мощность электродвигателя | кВт | 0,6 |
| Габариты станка (длина, ширина и высота) | мм | 1100х470х1020 |
| Вес станка | кг | 280 |
Область применения
«Школьник», заводской индекс которого — ТВ-4, выпускался Ростовским специализированным с начала 70-х годов прошлого столетия.
Благодаря малой мощности двигателя
И узкому диапазону скоростей шпинделя повышается безопасность работы при металлообработке, что особенно актуально в отношении подростков с их шаловливыми ручками.
Органы управления
Расположены на удобной высоте, соответствующей росту среднего старшеклассника. Для взрослого человека рабочая поза будет неудобной, и потребуется приподнять станок.
Функциональные возможности
Несколько ограничены с целью упрощения и удешевления конструкции. Это, конечно, большой минус. Но, как показывает опыт владельцев, при желании можно доработать конструкцию.
Операции выполняемые на ТВ-4
- наружное точение деталей типа вала;
- растачивание отверстий;
- подрезка торцев;
- отрезание заготовок нужной длины;
- нарезание наружной и внутренней резьбы;
- сверление отверстий.
Сегодня большинство этих станков доживают свой век в частных руках. Их можно увидеть в мастерской фермера, на станции техобслуживания автомобилей (СТО), у самодеятельного любителя технического творчества.
Технические характеристики
Паспортные данные ТВ-4:
- С одной установки можно обточить вал диаметром 125 и длиной 300 мм.
- Длина обрабатываемой заготовки — 350, а наибольший размер обрабатываемого диска — 200 мм.
- Сечение прутковой заготовки — не более 1,5 см.
- Передняя часть шпиндельного отверстия и пиноль задней бабки расточены под конус Морзе №2.
- Число оборотов патрона в минуту — от 120 до 710 (6 скоростей).
- Автоматическая продольная подача (3 ступени) составляет от 0,08 до 0,12 мм на один оборот заготовки, а резьба нарезается только метрическая (правая или левая). Шаг ограничен тремя величинами: 0,8, 1,0 и 1,25 мм.
- Мощность электродвигателя — 0,6 кВт, частота вращения — 1440 об/мин.
- Габаритные размеры (длина, ширина, высота) составляют соответственно 1,1×0,5×1 м.
- Весит станочек по нынешним временам прилично — 280 кг.
Описание основных узлов
Станок своей компоновкой повторяет контуры своих взрослых сородичей. На фото показан внешний вид ТВ-4.
Основание
Чугунная станина с продольными направляющими, установленная на двух вертикальных стойках, играет роль подставки. Внутри левой стойки, почти на полу, на подмоторной плите находится асинхронный двигатель главного движения. Существует некоторая путаница относительно его мощности. Даже в техническом паспорте встречаются различные цифры: 0,6 или 1 кВт. В правой стойке располагается электрооборудование. Слева на станине размещается коробка скоростей (КС), справа — задняя бабка.
Передняя бабка
Объединяет в себе шпиндельный узел и КС. В чугунном корпусе находятся несколько зубчатых передач, посредством которых вращение от ведущего вала, приводимого клиноременной передачей, передается к шпинделю с закрепленным на его передней части трехкулачковым патроном для зажима заготовок. С целью смазки в коробку заливается минеральное масло, уровень которого контролируется через стекло маслоуказателя. Осевой люфт передней опоры, состоящей из двух радиально-упорных подшипников, выбирается регулировочной гайкой. Совпадение осей шпинделя и поддерживающей пиноли обеспечивается с помощью двух регулировочных винтов, расположенных в основании корпуса КС.
Задняя бабка
Предназначена для установки вращающегося или неподвижного центра, а также группы сверлильных инструментов: сверла, зенкеры, развертки. Для наладочных перемещений бабки используется внутренняя пара направляющих, расположенных на станине. Имеются два зажимных рычага. Одним фиксируют продольное положение узла, другим зажимают от смещения пиноль.
Гитара
Так называется передаточное устройство между коробками скоростей и подач. Оно предназначено для того, чтобы передать вращение от КС к ходовому валу, служащему для перемещения продольного суппорта. Передаточное отношение механизма постоянно и составляет 1:4.
Коробка подач (КП)
Ее назначение состоит в том, чтобы передавать вращение от гитары на ходовой вал или винт, изменять частоту их вращения, а в конечном итоге — подачу или шаг нарезаемой резьбы. Кроме того, с ее помощью реверсируют перемещение суппорта. Рукоятка переключения с ходового вала на винт выполняет и функцию блокировки, чтобы не допустить их одновременного включения. Смазка производится заливаемым в коробку маслом. Шестерни смазываются путем разбрызгивания, а верхние детали — с использованием фитилей, для пропитки которых под крышкой коробки имеется заливное масляное корыто.
Суппорт
Привод перемещения резца включает в себя 3 движения: вдоль направляющих станины (продольный суппорт), перпендикулярное (поперечный) и дополнительное перемещение (верхние салазки). Продольный суппорт оснащен автоматической подачей, два остальных движения осуществляются вручную. Верхние салазки могут поворачиваться на 45° в каждую сторону. На них установлении 4-х позиционный резцедержатель для закрепления режущего инструмента.
Фартук
Целью этого устройства является преобразование вращения выходных органов КП (вал или винт) в линейное перемещение суппортного узла. Чтобы включить продольную подачу следует повернуть вверх левый рычажок фартука, при этом включится кулачковая муфта и ведущая шестерня войдет в зацепление с ходовой рейкой, в результате чего суппорт начнет перемещаться. Включив с помощью правого рычага разрезную (маточную) гайку, которая охватит вращающийся ходовой винт, производят нарезку резьбы.
Электрооборудование
Электросхема станка приведена на рисунке. Включает в себя:
- 3-х фазную электрическую цепь напряжением 380 В;
- плавкие предохранители;
- главный выключатель;
- понижающий трансформатор для освещения на 12 В;
- реверсивный магнитный пускатель;
- синхронный электродвигатель.
В быту удобнее использовать однофазное напряжение 220 В. Поэтому большинство владельцев переделывают электрооборудование. Для этого переключают обмотки статора со звезды на треугольник с подключением пусковых конденсаторов. Другой способ заключается в применении частотного регулирования (частотник). Последний позволяет еще и бесступенчато регулировать число оборотов двигателя.
Как правильно купить б/у станок
Самый простой способ оценить рынок предложений — зайти на биржу Авито. Объявлений по продаже ТВ-4 вроде бы и много. Аппетиты продавцов различны. Цены начинаются от подозрительных 14 тысяч и заканчиваются совершенно неадекватной суммой — 120 000 рублей. Большинство просят от 35 до 65 тысяч.
Паспорт токарного станка ТВ-4
Данное руководство « Паспорт токарного станка ТВ-4» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-4.
Содержание
- Основные данные
- Кинематическая схема станка ТВ4
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Спецификация шарикоподшипников
- Ведомость комплектации станка
- Испытания станка на точность
Скачать паспорт токарно-винторезного станка ТВ-4 (8 страниц) в хорошем качестве можно по ссылке расположенной ниже:
Основные узлы и их особенности
Токарный винторезный станок школьник ТВ-4 состоит из таких агрегатов:
- Задняя тумба. Имеет П-образную форму, в ней размещается электрооборудование.
- Передняя тумба. Имеет П-образную форму с ребрами жесткости. Используется для размещения в ней электродвигателя.
- Станина. Устанавливается на переднюю и заднюю тумбы. На передней части станины размещается ходовой винт и рейка.
- Коробка подач. Позволяет устанавливать необходимые показатели величины подачи при нарезании резьбы и получать необходимые шаги. Кроме этого КП содержит рукоятку, с помощью которой запускается ходовой винт. Для обеспечения нормального функционирования коробки подач она нуждается в постоянном наличии смазки в корыте станка. От сюда смазка при необходимости поступает ко всем вращающимся узлам и механизмам оборудования посредством использования фитилей.
- Бабки (передняя и задняя). Передняя бабка используется для обеспечения соединения между вращательной частью станка и рабочей заготовкой. Задняя – предназначена для крепления второго конца обрабатываемой заготовки.
- Шпиндель. Располагается в передней бабке и посредством использования трехкулачкового патрона вращает рабочую заготовку. Получает от приемного шкива шесть чисел оборотов.
- Электрическое оборудование. К этой группе относятся такие узлы: двигатель асинхронного типа, электрический щит, трансформатор освещения, плавкие вставки.
Перед началом работы, один раз в смену, рекомендуется провести смазывания станка индустриальным маслом И-20.
Инструкция по эксплуатации токарного станка ТВ-4
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта « Инструкция по эксплуатации токарного станка ТВ-4«. В этой документации содержится Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-4. Содержание данной документации:
- Назначение
- Технические характеристики станка
- Конструкция основных узлов станка
- Схема электрическая принципиальная станка ТВ4
- Установка станка и подготовка его к работе
- Смазка станка
- Управление станком
- Регулирование станка
- Возможные неисправности и методы их устранения
Скачать инструкцию по эксплуатации токарного станка ТВ-4 (24 страницы) в хорошем качестве можно по ссылке расположенной ниже:
Особенности конструкции
Для повышения надежности станка тумбу его изготавливают из толстостенной листовой стали и дополнительно делают ребра жесткости. Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Тумба — это основа конструкции. В задней ее части находится электродвигатель, необходимый для привода бабки шпиндельной. На лицевой панели располагается блок управления работой — кнопки включения/выключения и включения режима «Реверс». Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
- Передняя бабка в левой части станины. К ней для переключения скоростей подключается коробка. Конструктивно это один элемент. Вращение шпинделя передается при помощи 3-кулачкового патрона.
- Коробка передач. Чтобы регулировать уровень подачи, поворачивается соответствующая рукоять. Схема работы исключает возможность одновременного вращения ходового винта и валика. Корыто в верхней части требуется для подачи смазки.
- Передаточный механизм. Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
На лицевой части оборудования имеется таблица с возможными значениями оборотов, позволяющая выбрать оптимальный режим эксплуатации.
Источник
Токарные станки ТВ по металлу: как устроены и чем хороши?
Серия токарных агрегатов ТВ состоит из универсальных станков, которые во времена СССР широко использовались в образовательных политехнических учреждениях и школах. Это выносливое и неприхотливое в эксплуатации оборудование, которое можно встретить в эксплуатации и в наши дни.
Токарный станок ТВ-4
В данной статье представлены токарные станки серии ТВ-х, мы рассмотрим такие модели как ТВ-4 «Школьник», ТВ-6, ТВ-7 и ТВ-16. Будут изучены их технические характеристики, конструктивные особенности, а также приведены советы по особенностям эксплуатации и технического обслуживания агрегатов.
1 Конструкция токарных станков ТВ
Токарно-винторезные станки ТВ классифицируются как учебное оборудование. Данные агрегаты способны выполнять следующие виды технологических операций:
- расточка и проточка;
- подрезка торцов;
- отрезка;
- формирование метрической резьбы;
- сверление, зенкование.
Схема конструкции токарного станка
Все станки ТВ имеют схожу компоновку, они состоят из таких основных узлов:
- Передняя и задняя тумбы (имеют П-образную форму), выполняющие функцию опорных поверхностей, на которых зафиксирована станина станка. Дополнительную механическую прочность тумбам придают продольные и поперечные ребра жесткости.
- Станина — на ней фиксируются все конструктивные элементы станка. Она имеет коробчатую форму и оснащена двумя направляющими, по переднему из которых перемещается каретка, по заднему — задняя бабка.
- Задняя бабка — закреплена на левой правой стороне станины, на ней фиксируются задние части длинных заготовок либо рабочий инструмент (сверла, развертки, зенкера).
- Электродвигатель и коробка подач, передающая вращение шпинделя к ходовому валу станка. На станки серии ТВ устанавливается клиноременная коробка.
- Передняя бабка — является главным рабочем органом станка, в котором размещен шпиндель и крепежный узел, фиксирующий обрабатываемая деталь и передающий на нее вращение привода.
- Суппорт, резец и резцедержатель — механизмы, посредством которых выполняется обработка закрепленной в бабках заготовки. Суппорт является механизмом перемещения резца в заданное положение.
Электросхема агрегатов ТВ предельно простая. Агрегаты оснащены следующим оборудованием — электродвигатель асинхронного типа (работает от трехфазного тока), магнитные пускатель, предохранители и электрощит, на который выведены включатель мотора и кнопки управления освещением рабочей зоны.
Наличие магнитного пускателя выделяло станки ТВ среди аналогов того времени. Пускатель представляет собой систему, предотвращающую включение станка после появления отсутствующей электроэнергии, что значительно повышает безопасность эксплуатации оборудования.
к меню ↑
1.1 Токарный станок ТВ-4 — опыт эксплуатации (видео)
к меню ↑
2 Обзор станков ТВ — отличия, технические характеристики
Первым серийно производившимся школьным токарным станком является модель ТВ-2. Данный агрегат имеет три подачи и способен нарезать три типа резьбы. ТВ-2 выполнялся в двух модификациях — крупногабаритной (с литой крышкой передней бабки) и компактной, с штампованной крышкой.

Технические характеристики ТВ-2:
- высота центров — 100 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 250, поперечный — 100 мм;
- класса шпинделя — КМ2, диаметр отверстия — 15 мм.
Агрегат ТВ-2 комплектовался электроприводом мощностью 500 Вт с частотой вращения шпинделя 900 об/мин.

Более современной моделью являлся модернизированный токарно-винторезный станок ТВ-4, который имел идентичную компактной версии ТВ-2 конструкцию, но отличался в плане технических характеристик. Токарный станок ТВ-4 производится и в наше время, поставками на рынок данной модели занимается завод промышленного оборудования «МАСГО» (г. Ростов).
Токарно-винторезный станок ТВ-4 — технические характеристики:
- высота центров — 108 мм, расстояние между центрами — 350 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 300, поперечный — 100 мм;
- класса шпинделя — КМ2, диаметр отверстия — 16 мм.
ТВ-4 отличается от предшественника увеличенной до 600 Вт мощностью двигателя, максимальная частота вращения шпинделя в нем возросла до 1500 об/мин. Всего предусмотрено 6 фиксированных скоростей — на 710, 500, 375, 230, 160 и 120 об/мин.
Читайте также: технические характеристики, эксплуатация, наладка и ремонт токарно-винторезных станков 16К20.

Следующей модификацией, производство которой началось в 1970 году, являлся токарно-винторезный станок ТВ-6. Данный агрегат является практически полной копией ТВ-4 за исключением мелких деталей — удлиненных карболитовых ручек, и наличия электрощита на правой тумбе, тогда как в ТВ-4 электрощит отсутствовал, а переключатели и пускатели располагались в расположенном над мотором металлическом ящике. Технические характеристики в ТВ-6 потерпели минимальные изменения — мощность привода увеличилась до 1.1 кВт, а частота вращения шпинделя снизилась до 1410 об/мин.

Токарный станок ТВ-7 имеет серьезные отличия от 6-ой версии токарного агрегата. В нем убрали 2 рукоятки на передней бабке — переключать скорости необходимо посредством изменения положения ремня, и расширили функциональность устройства, станок получил возможность делать 6 типов резьбы и обзавелся тремя дополнительными шагами подачи.
- высота центров — 120 мм, расстояние между центрами — 330 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 300, поперечный — 110 мм;
- класса шпинделя — КМ3, диаметр отверстия — 18 мм;
- подачи: 0.1, 0.12, 0.16, 0.2, 0.24, 0.32.
Мощность привода осталась неизменной — 1.1 Вт, однако обороты уменьшились до 920 об/мин. На сегодняшний день выпускается усовершенствованная модификация — станок ТВ 7М, с частотой вращения в 1410 об/мин.

Наиболее распространенной версией оборудования серии ТВ был токарно-винторезный станок ТВ16, являющийся компанией чехословацкого агрегата TOS MN-80. Единственным отличием между ними были посадочные гнезда в резцедержателе — в оригинале предусмотрены квадратные отверстия, а в отечественном аналоге стандартные пазы.
Токарный станок ТВ-16 имеет следующие характеристики:
- высота центров — 90 мм, расстояние между центрами — 330 мм;
- диаметр обработки над суппортом — 160 мм;
- ход суппорта: продольный — 260, поперечный — 100 мм;
- класса шпинделя — КМ3, диаметр отверстия — 18 мм;
- подачи: от 0.01 до 0.5 (19 позиций).
На сегодняшний день данная модель не производится, в продаже можно найти бывшие в эксплуатации агрегаты стоимостью 30-40 тыс. рублей, либо подобрать новые станки, подходящие по характеристикам.
к меню ↑
2.1 Отзывы о продукции
Предлагаем вашему вниманию отзывы о токарных станках серии ТВ от их владельцев, делящихся опытом эксплуатации данного оборудования.
В. Д. Зиновьев, 50 лет:
В гараже установлен станок ТВ-16, изготовленный в 75 году. Конечно, в сравнении с современными агрегатами производительность и удобство работы хуже, однако выносливость, ремонтопригодность и дешевые запчасти удерживают меня от замены.
Н. В. Камышев, 39 лет:
Недавно удалось приобрести 40-летний ТВ-6. Покупкой доволен, много чего придется переделать и заменить, однако прослужит после ремонта данный агрегат еще не один десяток лет, в отличие от современного китайского ширпотреба. Рекомендую.
Источник
Чипгуру
- Форум
- Правила форума
- Правила для Редакторов
- Правила конкурсов
- Руководство барахольщика
- Ликбез по форуму
- Изменить цвет форума
- Как вставлять фотографии
- Как вставлять ссылки
- Как вставлять видео
- Как обозначить оффтоп
- Как цитировать
- Склеивание сообщений
- Значки тем
- Подписка на темы
- Автоподписка на темы
- БиБиКоды (BBCode)
- Полигон для тренировок
- Калькуляторы
- Металла
- Обороты, диаметр, скорость
- Подбора гидроцилиндров
- Развертки витка шнека
- Расчёт треугольника
- Теплотехнический
- Усилия гибки
- Каталоги
- Подшипников
- Универсально-сборные пр.
- УСП-12
- Справочники
- Марки стали и сплавы
- Открытая база ГОСТов
- Применимость сталей
- Справочник конструктора
- Справочник ЧГ сталей
- Сравнение материалов
- Стандарты резьбы
- Таблицы
- Диаметров под резьбу
- Конусов Морзе
- Номеров модульных фрез
- Темы без ответов
- Активные темы
- Поиск
- Наша команда
ТВ-4. Гитара. Варианты настройки.
ТВ-4. Гитара. Варианты настройки.
Сообщение #1 KimIV » 10 апр 2016, 17:28
Предлагаю в этой теме собрать все возможные варианты настройки тэвэшной гитары. Идеей темы послужило то, что сам сейчас нахожусь в гараже и бОшку ломаю, как нарезать резьбу с шагом 2 мм. Причем, в наличии шестерни от Евгения, но как их пихать в гитару Для шага 2 мм вроде бы надо ставить шестерню 48, но она нэ лэзет. Надо в гитаре паз подпиливать. А может есть варианты без переделки?
Сам я много времени потратил на изучение возможностей штатной гитары ТВ-4, но все таблички и расчёты дома, на компе. Вот и возникла мысль, всё про гитару собрать в одной теме на форуме.
ЗЫ. Потом из этого сообщения сделаю содержание Свои наработки обязательно выложу, но когда домой приду.
ТВ-4. Гитара. Варианты настройки.
Сообщение #2 ROW » 10 апр 2016, 17:40
у меня на «штатных» двух комплектах(ну всмысле если к родному комплекту добавить еще один такой же от ТВшки)
вот такая картинка завалялась для резьб
ТВ-4. Гитара. Варианты настройки.
Сообщение #3 kapral » 10 апр 2016, 20:05
то-же два варианта. при одном из них — коробку придётся перевести в реверс
дополнительные резьбы — 5 и 3,2
с этой резьбой на ТВ-шке ходовый винт. можно делать маточную гайку. или стакан для увеличения вертикального хода НГФ-а
.
ну и как бонус — трубная резьба 1/2 дюйма. но это посмотри у автора
http://www.chipmaker. 25#entry2312725
сообщение 303 в этой теме.
Отправлено спустя 1 минуту 45 секунд:
ах, да.
это всё на стандартном наборе ТВ-шных шестерёнок, но гитарную доску (деку, приклон) придётся мастырить. хоть одноразовую, из мдф под конкретную резьбу.
ТВ-4. Гитара. Варианты настройки.
Сообщение #4 KimIV » 11 апр 2016, 08:51
Шаг 1,5 мм на штатных шестернях.
2. Ставим её вместо нижней штатной.
3. И собираем гитару вот так.
Шаг 1,5 будет при положении рукоятки 1.
Остальные шаги будут 1,2 и 1,875
ТВ-4. Гитара. Варианты настройки.
Сообщение #5 ROW » 11 апр 2016, 09:23
ТВ-4. Гитара. Варианты настройки.
Сообщение #6 KimIV » 11 апр 2016, 21:01
Шаг 2,0 мм. Штатные шестерни + 32 зуба.
Сегодня нарезал метрическую резьбу с шагом 2,0 мм. Гитару настраивал следующим образом.
1. Ведущей поставил шестерню 32 зуба из комплекта Евгения из Пскова.
2. Эсцентриковую ось поставил вместо верхней обычной.
3. Гитару собрал вот таким образом.
4. Как видно из фоток, гитару приклонил к ведущей шестерне спереди. Если подводить снизу, то нужно в деке крепёжный паз удлинять.
5. Снизу дека гитары опиралась на штатный крепёжный болт, а сверху поджималась упором из обрезка профильной трубы.
Шаг 2,0 будет при положении рукоятки 1.
Остальные шаги будут 1,6 и 2,5
ТВ-4. Гитара. Варианты настройки.
Сообщение #7 KOT_MA » 11 апр 2016, 21:47
ТВ-4. Гитара. Варианты настройки.
Сообщение #8 KimIV » 30 авг 2016, 08:44
Шаг 4,0 мм. Штатные шестерни + 64 зуба + эксцентриковая ось.
Когда занимался модернизацией стакана НГФ, понадобилась нарезка резьбы с шагом 4 мм. Я уже ранее выкладывал свой вариант таблички настройки гитары. По ней можно видеть, что шаг четыре получается только с шестернёй, имеющей 64 зуба. В отличие например от шага полтора, который можно получить и с шестернёй 36 и с шестернёй 24. А для шагов 2 и 3 ваще куча вариантов. Но мне надо 4. Я решил резьбу дополнительной удлиняющей втулки делать такой же, как на винте вертикальной подачи — трап, шаг 4, левая. Шестерню 64 я купил отдельно ещё зимой, заранее готовился к укорачиванию стакана. За недорого взял в комплекте с 48, то есть шаги 2 и 3 мне тоже теперь доступны.
Так вот гитара. Если бы шаг 4 можно было получить простой установкой шестерни 64, то этого поста и не было бы. Но не так всё просто оказалось, как представлялось. Сама шестерня ставится без проблем, влезает, ничего не задевает. Но вот дека своим крепёжным пазом выходит за пределы отверстия для крепёжного болта. И как только я деку не приставлял: и снизу подводил к шестерне, и со стороны коробки подач. Никак не закрепить. А стакан в патроне и как-то надо выходить из положения. Помогла эксцентриковая ось, которую точил для шага полтора. И вообщем, вот так собрал гитару.
Внизу дека опирается на свой же крепёжный болт, а вверх ей не даёт подняться упор из профиля. Внизу деку чуть-чуть подточил наждаком, а то болт её держал высоковато и шестерни крутились с заеданием. Упор подгонял по месту, несколько раз бегая к наждаку.
Шаг 4,0 будет при положении рукоятки 1.
Остальные шаги будут при других двух положениях рукоятки: 3,2 и 5 мм.
Источник