

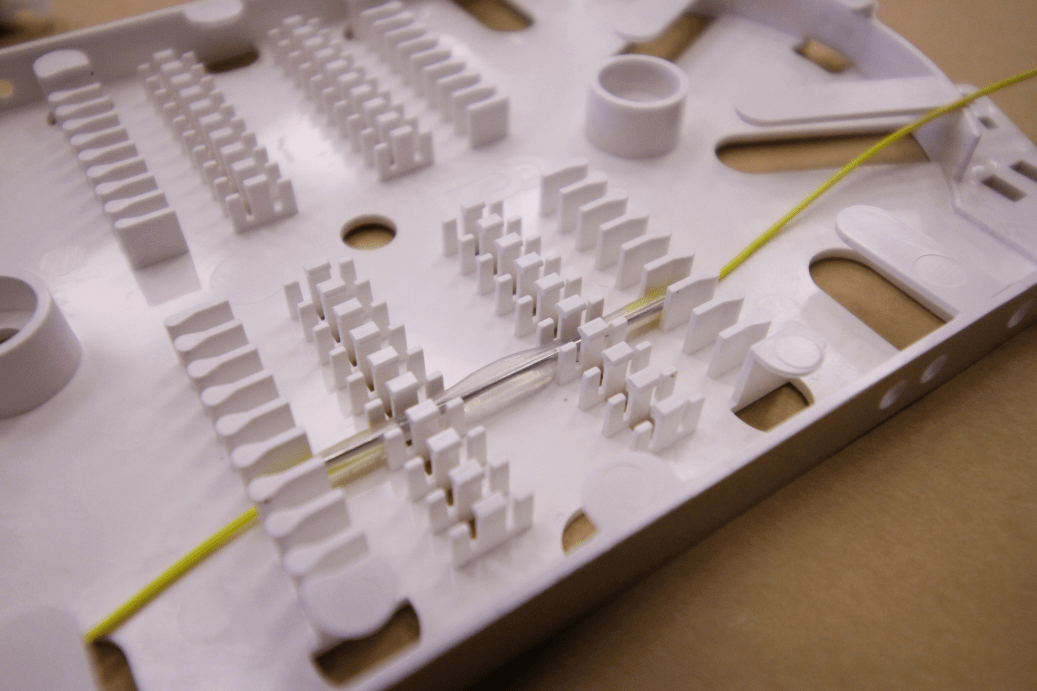
Волокна заряжены в сварочный аппарат
Здравствуйте, читатели Хабра! Все слышали про оптические волокна и кабели. Нет нужды рассказывать, где и для чего используется оптика. Многие из вас сталкиваются с ней по работе, кто-то разрабатывает магистральные сети, кто-то работает с оптическими мультиплексорами. Однако я не встретил рассказа про оптические кабели, муфты, кроссы, про саму технологию сращивания оптических волокон и кабелей. Я — спайщик оптических волокон, и в этом (первом своём) посте хотел бы рассказать и показать вам, как всё это происходит, а также часто буду в своём рассказе отвлекаться на прочие смежные с этим вещи. Опираться буду в основном на свой опыт, так что я вполне допускаю, что кто-то скажет «это не совсем правильно», «вот тут неканонично».
Материала получилось много, поэтому возникла необходимость разбить топик на части.
В этой первой части вы прочтёте про устройство и разделку кабеля, про оптический инструмент, про подготовку волокон к сварке. В других частях, если тема окажется вам интересной, я расскажу про методы и покажу на видео сам процесс сращивания самих оптических волокон, про основы и некоторые нюансы измерений на оптике, коснусь темы сварочных аппаратов и рефлектометров и других измерительных приборов, покажу рабочие места спайщика (крыши, подвалы, чердаки, люки и прочие поля с офисами), расскажу немного про крепёж кабелей, про схемы распайки, про размещение оборудования в телекоммуникационных стойках и ящиках. Это наверняка пригодится тем, кто собирается стать спайщиком. Всё это я сдобрил большим количеством картинок (заранее извиняюсь за paint-качество) и фотографий.
Осторожно, много картинок и текста.
Часть 2 здесь.
Вступление
Для начала пара слов обо мне и моей работе.
Я работаю спайщиком оптики. Начинал с телефониста и монтажника, затем поработал в аварийной бригаде на обслуживании магистральной оптики. Сейчас работаю в организации, которая берёт генподряды на строительство объектов и линий связи у различных компаний. Типичный объект строительства — кабельная линия, связывающая несколько контейнеров базовых станций GSM. Или, к примеру, несколько колец FTTB. Или что помельче — например, прокладка кабеля между двумя серверными на разных этажах здания и разварка на концах кабеля кроссов.
Если тендер выигран, ищутся подходящие субподрядчики, выполняющие работы (проектно-изыскательные и строительно-монтажные). В некоторых регионах это наши дочерние предприятия, в некоторых есть собственная техника и ресурсы, в некоторых нанимаются независимые компании. На наши же плечи главным образом ложится контроль, устранение косяков субподрядчиков и различных форс-мажоров, всевозможные согласования с собственниками земель и администрациями, иногда составление исполнительной документации по построенному объекту (документация — главным образом РД 45.156-2000, вот здесь есть перечень, плюс ещё добавляется раздел с разными лицензиями) и прочее. Зачастую нужна работа с оптикой: сварить или переварить где-то оптическую муфту или кросс, устранить последствия сбитой стритрейсером опоры или упавшего на кабель дерева, провести входной контроль барабана кабеля, снять рефлектограммы участка и прочее. Именно эти задачи я и выполняю. Ну и попутно, когда нет задач по оптике — прочие задачи: от погрузочно-монтажных через курьерско-доставочные до копировально-бумажных работ. 
Оптический кабель, его виды и внутренности
Итак, что представляет собой оптический кабель? Кабели бывают разные.

По конструкции — от самых простых (оболочка, под ней пластиковые трубочки-модули, в них сами волокна) до супернавороченных (множество слоёв, двухуровневая броня — например, у подводных трансокеанских кабелей).

По месту использования — для наружной и внутренней прокладки (последние встречаются редко и обычно в дата-центрах высокого класса, где всё должно быть идеально правильно и красиво). По условиям прокладки — для подвеса (с кевларом или тросиком), для грунта (с бронёй из железных проволочек), для прокладки в кабельной канализации (с бронёй из гофрированного металла), подводные (сложная, сверхзащищающая многослойная конструкция), для подвеса на опорах ЛЭП (кроме передачи информации, выпоняют роль молниезащитного троса). В моей практике чаще всего встречаются кабели для подвеса на столбы (с кевларом) и для прокладки в грунт (с бронёй). Пореже попадаются с тросиком и с гофробронёй. Ещё часто встречается кабель, который по существу есть тонкий спаренный оптический патч-корд (жёлтая оболочка у одномода и оранжевая — у многомода, чуток кевлара и одно волокно; две оболочки спарены). Прочие оптические кабели (без защиты, подводные, для прокладки в помещениях) — экзотика. Почти все кабели, с которыми я работаю, имеют конструкцию, как на картинке ниже.

1 — центральный силовой элемент (проще говоря — пруток из стеклопластика, хотя может быть и тросик в полиэтиленовой оболочке). Служит для центрирования трубок-модулей, придания жёсткости всему кабелю. За него также часто закрепляют кабель в муфте/кроссе, зажимая под винт. При сильном изгибе кабеля имеет подлое свойство ломаться, ломая попутно и модули с частью волокон. Более продвинутые конструкции кабеля содержат этот пруток, одетый в полиэтиленовую оболочку: тогда его труднее сломать и разрушений в кабеле он при переломе причинит меньше. Пруток бывает и такой, как на рисунке, и совсем тонкий. Кончик такого прутка — отличный абразивный инструмент для тонких работ: например, почистить контакты реле или участок медной детали под пайку. Если его сжечь на пару сантиметров, получится хорошая мягкая кисточка.
2 — сами оптические волокна (на рисунке — в лаковой изоляции). Те самые тончайшие нити-световоды, ради которых всё затевается. В статье речь пойдёт только про стеклянные волокна, хотя где-то в природе существуют и пластиковые, но они — большая экзотика, не варятся аппаратами для сварки оптики (только механическое соединение) и пригодны только на очень малых расстояниях и я лично с ними не сталкивался. Оптические волокна бывают одномодовые и многомодовые, я встречался только с одномодом, так как многомод — менее распространённая технология, может использоваться только на короткие расстояния и во многих случаях прекрасно заменяется одномодом. Волокно состоит из стеклянной «оболочки» из стекла с определёнными примесями (на химии и кристаллографии останавливаться не стану, так как не владею темой). Без лака волокно имеет толщину 125 мкм (чуть толще волоса), а в центре его идёт сердечник диаметром 9 мкм из сверхчистого стекла с другим составом и с немного отличным от оболочки показателем преломления. Именно в сердечнике распространяется излучение (за счёт эффекта полного отражения на границе «сердечник — оболочка»). Наконец, сверху 125-микрометровый цилиндр «оболочки» покрыт другой оболочкой — из особого лака (прозрачного или цветного — для цветовой маркировки волокон), который ЕМНИП тоже двухслойный. Он предохраняет волокно от умеренных повреждений (без лака волокно хоть и гнётся, но плохо и легко сломать, волокно элементарно раскрошится от случайно положенного на него мобильника; а в лаке его можно смело обмотать вокруг карандаша и довольно сильно дёрнуть — оно выдержит). Случается, что пролёт кабеля провисает на одних волокнах: порвало (пережгло, порезало) все оболочки, кевлар, лопнул центральный пруток, а какие-то 16 или 32 125-микрометровых стеклянных волокна могут неделями держать вес пролёта кабеля и ветровые нагрузки! Тем не менее, даже в лаке волокна можно легко повредить, поэтому в работе спайщика самое главное — дотошность и аккуратность. Одним неловким движением можно испортить результаты целого дня работы или, если особо не повезёт и нет резервирования, надолго уронить магистральную связь (если, копаясь в «боевой» магистральной муфте, сломать волокно с DWDM-ом под корешок на выходе из кабеля).
Волокон бывает много сортов: обычное (SMF или просто SM), со смещённой дисперсией (DSF или просто DS), с ненулевой смещённой дисперсией (NZDSF, NZDS или NZ). Внешне различить их нельзя, разница — в химическом/кристаллическом составе и, возможно, в геометрии центрального сердечника и в плавности границы между ним и оболочкой (к сожалению, так для себя и не прояснил этот вопрос до конца). Дисперсия в оптических волокнах — суровая и сложная для понимания штука, достойная отдельной статьи, поэтому объясню проще — по волокнам со смещённой дисперсией можно передавать сигнал без искажений дальше, чем по простым. На практике спайщики знают два типа: простое и «со смещёнкой». В кабеле часто выделяют первый модуль под «смещёнку», а остальные — под простые волокна. Стыковать «смещёнку» и простое волокно можно, но нежелательно, это вызывает один интересный эффект, о котором я расскажу в другой части, про измерения.
3 — пластиковые трубочки-модули, в которых плавают в гидрофобе волокна.
Кабель, разделанный до модулей

Легко ломаются (точнее, внезапно перегибаются) при изгибе наподобие телескопических антенн у бытовых приёмников, ломая внутри себя волокна. Иногда модуль бывает всего один (в виде толстой трубки), а в нём пучок волокон, но в этом случае нужно слишком много разных цветов для маркировки волокон, поэтому обычно делают несколько модулей, в каждом из которых от 4 до 12 волокон. Единого стандарта на расцветку и количество модулей/волокон нет, каждый производитель делает по-своему, отображая всё в паспорте на кабель. Паспорт прилагается к барабану кабеля и обычно пришпиливается степлером к дереву прямо внутри барабана.
Паспорт кабеля

Типичный паспорт на кабель. Извиняюсь за качество.
Однако есть надежда, что, скажем, кабель «ДПС» у производителей «Трансвок» и «Белтелекабель» окажется всё-таки одинаковым по конфигурации. Но всё равно нужно смотреть паспорт на кабель, где всегда указана подробная расцветка и то, какого типа волокна в каких модулях лежат. Минимальная ёмкость «взрослого» кабеля, что я встречал — 8 волокон, максимальная — 96. Обычно 32, 48, 64. Бывает, что из всего кабеля занято 1 или 2 модуля, тогда вместо остальных модулей вкладывают чёрные заглушки-пустышки (чтобы габаритные параметры кабеля не изменились).
4 — плёнка, оплетающая модули. Играет второстепенные роли — демпфирующую, снижающую трение внутри кабеля, доп.защита от влаги, удерживающую гидрофоб в пространстве между модулей и, возможно, что-то ещё. Часто бывает дополнительно стянута нитками крест-накрест и с обеих сторон смочена гидрофобным гелем.
5 — тонкая внутренняя оболочка из полиэтилена. Доп.защита от влаги, защитная прослойка между кевларом/бронёй и модулями. Может отсутствовать.
6 — кевларовые нити или броня. На рисунке броня из прямоугольных прутков, но куда чаще встречается из круглых проволочек (в импортных кабелях — проволочки сталистые и трудноперекусываемые даже тросокусами, в отечественных — обычно из гвоздевого железа). Броня может быть и в виде стеклопластиковых прутков, таких же, как центральный элемент, но на практике не встречался с таким. Кевлар нужен, чтобы кабель выдерживал большое усилие на разрыв и при этом не был тяжёлым. Также часто используется вместо тросика там, где в кабеле не должно быть металла во избежание наводок (например, если кабель висит вдоль железной дороги, где рядом контактный провод с 27,5 кВ). Типичные значения допустимого растягивающего усилия для кабеля с кевларом — 6…9 килоньютонов, это позволяет выдержать большой пролёт при ветровой нагрузке. При разделке кевлар страшно тупит режущий инструмент. Поэтому его лучше резать или специальными ножницами с керамическими лезвиями, или откусывать тросокусами, что я и делаю.
Что касается брони — она призвана защитить подземный кабель, лежащий прямо в грунте, без защиты в виде пластиковой трубы, кабельной канализации и пр. Впрочем, защитить броня может только от лопаты, экскаватор всё равно рвёт любые кабели влёт. Поэтому подземный кабель закладывается в грунт на 1м 20 см, а над ним на глубине 60 см кладётся жёлтая или оранжевая сигнальная лента с принтом «Осторожно! Не копать! Ниже кабель», а также вдоль трассы ставятся столбики, предупреждающие таблички и аншлаги. Но всё равно копают и рвут.
7 — внешняя толстая оболочка из полиэтилена. Принимает на себя первой все тяготы при прокладке и эксплуатации кабеля. Полиэтилен мягкий, так что её несложно порезать при неаккуратной затяжке кабеля. Случается, что при прокладке подземного кабеля подрядчик порвёт до брони эту оболочку на несколько метров и не заметит, в грунте в кабель попадает влага несмотря на гидрофоб, а потом на сдаче, при испытаниях внешней оболочки мегаомметром, мегаомметр показывает низкое сопротивление (большой ток утечки).

Если висящий кабель касается бетонного столба или древа, полиэтилен также может быстро протереться до волокон.
Между внешней оболочкой и бронёй может присутствовать полиэтиленовая плёнка и некоторое количество гидрофобного геля.
В России, к сожалению, оптические волокна уже не производят (тут, увы, была бы уместна шутка про полимеры).
Существует российская лаборатиря, изготавливающая опытные волокна для специальных целей, как подсказал esvaf.
Их покупают у таких фирм, как Corning, OFS, Sumitomo, Fujikura и др. Но вот кабели в России и Белоруссии делают! Более того, в моей практике 95% кабелей, с которыми я работал — это кабели из России или Белоруссии. При этом в кабель закладывается импортное волокно. Навскидку из своего опыта припоминаю такие фирмы-производители кабелей, как Белтелекабель, МосКабель Фуджикура (МКФ), Еврокабель, Трансвок, Интегра-кабель, ОФС Связьстрой-1, Саранск-кабель, Инкаб. Есть и другие. Из импортных кабелей в памяти остался только Siemens. Субъективно все кабели похожи по конструкции и материалам и качеством особо не различаются.
Вот, собственно, я рассказал про устройство оптических кабелей. Идём дальше.
Разделка кабеля: необходимый инструмент и методика
Для разделки кабеля, как и для сварки, требуется ряд специфических инструментов. Типичный набор монтажника-спайщика – чемодан с инструментами «НИМ-25», в нём содержатся все нужные стрипперы, тросокусы, отвёртки, бокорезы, плоскогубцы, макетный нож и прочий инструмент, а также помпа или пузырёк для спирта, запас растворителя гидрофоба «D-Gel», нетканные безворсовые салфетки, изолента, самоклеящиеся цифры-маркеры для кабелей и модулей и прочие расходные материалы.

После доукомплектования расходными материалами (стяжки, червячные хомуты и пр) и некоторыми вспомогательными инструментами его вполне достаточно для работы с оптикой. Также существуют и другие наборы, богаче и беднее по комплектации («НИМ-Э» и «НИМ-К»). Слабое место большинства наборов – низкое качество «типа алюминиевого» кейса, который лишь выглядит красиво, но на самом деле состоит из тонкой ДВП, обклееной текстурированной/гофрированной фольгой, и алюминиевых тонких уголков на заклёпках. Он не выдерживает долго в полевых и городских условиях, и его приходится ремонтировать и усиливать. В моём случае кейс выдержал 3 года и, будучи весь подран, стянут уголками и болтами, с «колхозным» органайзером вместо родного, был сменён на обычный пластиковый ящик для инструментов. Некоторые инструменты и материалы из стандартного набора могут оказаться низкого качества. Некоторые инструменты лично мне оказались не нужны. Некоторые за 3 года работы уже были заменены. По мере расходования «фирменных» расходников некоторые заменяются «подручными» без ущерба для качества работы. Так, заводские нетканные безворсовые салфетки для протирки волокон легко заменяются туалетной бумагой типа «зевы плюс». Главное, чтоб была неароматизированная. Вместо дорогого (около 800 р/литр) D-Gel, если работа идёт на открытом воздухе, можно использовать бензин АИ-92.
При разделке кабелей важно выдержать длины элементов кабеля в соответствии с требованием инструкции к муфте: так, в одном случае может понадобиться оставить длинный силовой элемент, чтобы закрепить его в муфте/кроссе, в другом случае он не требуется; в одном случае из кевлара кабеля плетётся косичка и зажимается под винт, в другом случае кевлар отрезается. Всё зависит от конкретной муфты и конкретного кабеля.
Рассмотрим разделку наиболее типичного кабеля:
а) Перед разделкой кабеля, долго находившегося в сырости или без гидроизолированного торца, следует отрезать ножовкой примерно метр кабеля (если позволяет запас), так как длительное воздействие влаги негативно влияет на оптическое волокно (может помутнеть) и на прочие элементы кабеля. Кевларовые нити в кабеле — это отличный капилляр, который может «насосать» в себя воду на десятки метров, что чревато последствиями, если, например, параллельно с кабелем идут провода высокого напряжения: по мокрому кевлару могут начать гулять токи, вода испаряется, раздавливает изнутри внешнюю оболочку, кабель идёт пузырями и через пузыри от дождей попадает новая влага.
б) При наличии в конструкции кабеля отдельного троса для подвески (когда кабель в поперечном сечении имеет форму цифры «8», где в нижней части кабель, в верхней тросик) он выкусывается тросокусами и срезается ножом. При срезании троса важно не повредить кабель.
в) Для снятия внешней оболочки кабеля используется соответствующий нож-стриппер. НИМ-25 обычно комплектуется ножом «Kabifix» как на фото ниже, однако можно использовать и нож-стриппер для электрических кабелей, который с длинной ручкой.

Такой нож-стриппер имеет вращающееся во все стороны лезвие, которое можно отрегулировать по длине в соответствии с толщиной внешней оболочки кабеля, и прижимной элемент для удержания на кабеле. Важно: если приходится разделывать кабели разных марок, то перед разделкой нового кабеля нужно попробовать нож на кончике и, если прорезало слишком глубоко и повредило модули, лезвие надо подкрутить покороче. Хуже некуда, когда муфта уже сварена, и вдруг при укладке волокон одно волокно вдруг «выскакивает» из кабеля, потому что при разделке нож зацепил модуль и сломал это волокно: вся работа насмарку.
Ножом-стриппером для снятия внешней оболочки кабеля делается круговой разрез на кабеле, а затем от него – два параллельных разреза с противоположных сторон кабеля в сторону конца кабеля, чтобы внешняя оболочка распалась на две половинки.

Важно правильно выставить длину лезвия ножа-стриппера, так как при слишком коротком лезвии внешняя оболочка не разделится легко на две половинки и её придётся долго сдирать плоскогубцами, а в случае длинного лезвия можно повредить модули в глубине кабеля или затупить вращающееся лезвие о броню.
г) Если кабель самонесущий с кевларом, то кевлар срезается тросокусами либо ножницами со специальными керамическими лезвиями.

Тросокусы
Кевлар не следует срезать ножом или простыми ножницами без керамических накладок на лезвиях, так как кевлар быстро тупит металлический режущий инструмент. В зависимости от конструкции муфты может потребоваться оставить часть кевлара определённой длины для фиксации, про это будет сказано в инструкции по монтажу муфты.
Если кабель предназначен для прокладки в телефонной канализации и из брони содержит лишь металлическую гофру (чтоб крысы не прогрызли), её можно разрезать продольно специальным инструментом (усиленным плужковым ножом).Либо осторожно сделать маленьким труборезом или даже обычным ножом на гофре круговую риску и, пошатывая, добиться роста усталости металла в месте риски и появления трещины, после чего можно снять часть гофры, надкусить модули и стянуть гофру. Такую разделку нужно осуществлять особенно осторожно, так как легко повредить модули и волокна: гофра не слишком прочная, может промяться в том месте, где её ковыряют инструментами, и при стягивании с волокон острые края в месте надлома могут пропороть модули и повредить волокна. Кабель с гофрой не самый удобный для разделки.
Если кабель бронирован круглыми проволоками, их следует откусить тросокусами небольшими партиями, по 2-4 проволоки. Бокорезами получается дольше и тяжелее, особенно если проволока сталистая. Для некоторых муфт требуется определённая длина брони для фиксации, также броню (в том числе гофрированную) часто требуется заземлять.
д) Для внутренней, более тонкой оболочки, присутствующей в некоторых кабелях (например, в самонесущих с кевларом), следует использовать отдельный, заранее настроенный нож-стриппер (можно такой же, как для снятия внешней оболочки кабеля), чтобы не сбивать настройки длины ножа каждый раз при разделке кабеля. В данном случае особенно важно правильно выставить длину лезвия в ноже-стриппере, она будет меньше, чем в стриппере для снятия внешней оболочки кабеля, так как внутренняя оболочка существенно тоньше, а сразу под ней — модули с волокнами. При определённом навыке для удаления внутренней оболочки можно использовать обычный макетный нож, производя им продольный разрез, но есть существенный риск повредить модули. Можно также использовать стриппер-прищепку для разделки коаксиала.
е) С модулей при помощи салфеток и D-Gel/бензина удаляются нитки, пластиковая плёнка и прочие вспомогательные элементы. Нитки можно скручивать по одной, можно сдирать специальным острым «плужковым» крючком (может входить в конструкцию некоторых ножей-стрипперов для удаления оболочки). Для удаления гидрофоба используется растворитель D-Gel (бесцветная маслянистая жидкость, имеет запах апельсина, токсичен) или бензин. Однако с бензином аккуратно: сотрудники офиса, у которых под боком льётся бензин, не будут рады аромату. Да и пожароопасно.
Работать следует в одноразовых перчатках (хирургических, полиэтиленовых или строительных), так как гидрофоб — очень неприятная гадость (самое неприятное в работе спайщика!), тяжело отмывается, после бензина или гидрофоба руки остаются некоторое время жирными, а после разделки кабеля предстоит сварка волокон, требующая чистоты рук и рабочего места. Зимой руки, выпачканные в гидрофоб, сильно мёрзнут. Впрочем, наловчившись, можно разделывать кабели почти не пачкая руки.
После удаления ниток и разделения жгута модулей на отдельные модули каждый модуль протирается салфетками или ветошью с растворителем D-Gel/бензином, а затем спиртом до чистого состояния. Хотя, в целях экономии времени и чтоб меньше пачкаться, можно поступить следующим способом – изначально разделать кабель до модулей не до конца, а в месте откуда начинается разделка, сантиметров на 30, ничего не протирая надкусить модули (см. пункт «ё») и стянуть с волокон весь жгут модулей с намоткой и нитками, держась рукой за чистый конец кабеля как за ручку. Руки остаются почти чистыми, время экономится. Однако при таком способе разделки есть риск порвать часть волокон или приложить к волокнам чрезмерное растягивающее усилие, что отрицательно скажется на затухании волокон в будущем, а также больше вероятность повредить модули, поэтому такой способ не рекомендуется, особенно в зимнее время, когда гидрофобный заполнитель густеет. Сначала надо научиться делать правильно, а потом уже пробовать разные оптимизации.
ё) На необходимой длине каждый модуль (кроме модулей-пустышек, они выкусываются под корень, но сначала следует убедиться, что в них действительно нет волокон) надкусывается стриппером для модулей (подойдёт и для медного коаксиала), после чего модуль можно без особых усилий стянуть с волокон.

Надкусывание стриппером модулей — это очень ответственный момент. Нужно выбрать выемку точного диаметра, так как если выемка будет больше, чем нужно – модуль не надкусится достаточно, чтоб легко сняться, если меньше – есть риск перекусить волокна в модуле. Кроме того, следует внимательно следить за собачкой-фиксатором стриппера: если в момент надкусывания модуля она заблокирует обратный ход стриппера, зафиксировав его в «сомкнутом» состоянии, то чтоб разнять стриппер и откинуть фиксатор, придётся снова сомкнуть инструмент на уже надкусанном модуле, при этом есть большая вероятность перекусить модуль, что приведёт к необходимости заново разделывать кабель. Помним, что при надкусывании одного из модулей нам активно мешают прочие модули, которые надо придерживать другой рукой, и сам кабель на весу тоже как-то нужно держать. Поэтому поначалу будет очень неудобно и разделывать кабель следует вдвоём.
Существуют конструкции кабеля, где модуль единственный и имеет вид жёсткой пластиковой трубки в центре кабеля. Для качественного снятия такого модуля его следует надрезать по кругу маленьким труборезом (в НИМ-25 не входит), а затем осторожно надломить в месте круговой риски.
При стягивании модулей следует убедиться, что все волокна целы и ни одно волокно не осталось торчать из стянутого модуля.
Если температура низкая, модули тонкие, по конструкции кабеля в модулях мало гидрофоба (=смазки) или длина снимаемых модулей значительна – модуль может не стянуться с волокон без усилий. В этом случае нельзя сильно тянуть, так как растяжение может сказаться на затухании волокон в этом месте, даже если волокна не порвутся. Следует надкусывать и снимать модуль в 2-3 приёма, по частям и медленно.
При разделке кабеля следует обратить внимание на длину волокон. Она должна быть не менее указанной в инструкции, обычно это 1,5-2 метра. В принципе можно разделать и на 15 см и потом даже как-то сварить, но потом при укладке волокон в кассету возникнут большие проблемы: большой запас волокон нужен как раз для того, чтобы был простор для «манёвров» при укладке, чтобы можно было «сыграть» по длине и красиво уложить все волокна в кассету.
Иногда возникает необходимость ввариться в транзитный кабель, не разрезая его. В этом случае он так же, как обычный, разделывается до модулей, но требования к осторожности разделки жёстче: ведь по кабелю уже может идти связь. Он разделывается до модулей и модули аккуратно вводятся в «овальный» ввод муфты (в обычный круглый не войдут — сломаются), для этого ввода используется специальный комплект из термоусадки и металлический клипсы с блоком термоклея. Этот клей при усадке от высокой температуры расплавляется и заливает пространство между двух кабелей, обеспечивая герметичность. Далее тот модуль, в который надо ввариться, разрезается, те волокна из него, которые отпаивать не надо, свариваются обратно транзитом, а те, что нам нужны — привариваются к «отпайному» (ответвляющемуся) кабелю. Очень редко может возникнуть ситуация, когда нам нужно взять из модуля волокно, но резать модуль нельзя (по нему идёт важная связь). Тогда применяется комплект для продольной разделки модулей: с модуля продольно снимается «фаска», волокна из него извлекаются, протираются от гидрофоба и сортируются. Те, что нам нужны, режутся и варятся на другой кабель согласно схеме, а остальные просто укладываются в кассету. В этом случае, если заводится неразрезной кабель, длина волокон должна быть вдвое больше (2-3 м), это и понятно.
Волокна должны быть чистыми (тщательно протёртыми от гидрофоба), следует особо следить, чтобы все волокна были целыми. Волокна требуют бережного обращения, ведь в случае, когда кабели разделаны и заведены, сварка почти окончена и ломается какое-то волокно у выхода из кабеля, придётся заново провести разделку кабеля и сварку, что отнимет много времени и крайне нежелательно и убыточно при оперативном восстановлении связи на действующей магистрали.

Оптические волокна, повреждённые в результате небрежной разделки кабеля (была неверно выставлена длина лезвия стриппера для снятия внутренней оболочки кабеля, в результате чего прорезались модули и повредилась часть волокон)
ж) Волокна следует хорошо протереть безворсовыми салфетками со спиртом, чтобы полностью удалить гидрофобный заполнитель. Сначала волокна протираются сухой салфеткой, затем – салфетками, смоченными в изопропиловом либо этиловом спирте. Именной такой порядок потому, что на первой салфетке остаётся огромная капля гидрофоба (спирт тут не нужен), а вот на 4-5й салфетке уже можно призвать на помощь спирт, чтобы он растворил остатки гидрофоба. Спирт с волокон быстро испаряется.
Использованные салфетки (а также ошмётки оболочки кабеля, сколотые волокна и прочий мусор) надо обязательно за собой убирать — пожалейте природу!
Чистота волокон, особенно ближе к концам, имеет большое значение для качественной сварки. Там, где идёт работа с микронами, грязь и пыль недопустима. Волокна следует осмотреть на предмет целостности лакового покрытия, отсутствия грязи, сломанных частей волокон. Если лак на каком-то волокне повредился, но ещё не сломался — лучше не рисковать и переразделать кабель. Потратите 10-15 минут, а иначе рискуете потратить целый день.
з) На разделанные кабели одеваются специальные клеевые термоусадки, которые часто входят в комплект муфты (если муфта с патрубком для ввода кабеля). Если муфта предусматривает зажимание кабеля в сырой резине с герметиком, то термоусадка не нужна. Весьма распространённая и весьма неприятная ошибка новичка — забыть одеть термоусадку! Когда муфта сварена, термоусадка надвигается на патрубок муфты и усаживается газовой горелкой, паяльной лампой или промышленным феном, обеспечивая герметичный ввод кабеля в муфту и дополнительную фиксацию кабеля. Усаживать практичнее всего маленькой горелкой, надетой на баллончик туристического газа с ценговым зажимом: одного баллончика хватает на десятки сваренных муфт, просто зажигается в отличие от паяльной лампы, мало весит, нет зависимости от электричества в отличие от промышленного фена.
Перед усадкой патрубок муфты и сам кабель нужно зашкурить грубой наждачкой для лучшей адгезии клея. Если этим пренебречь — может получиться вот такое недоразумение:

Если термоусадку одеть всё же забыли — поможет термоусаживаемая манжета с замком (известная как XAGA). Колхозить герметизацию изолентой нельзя!
Некоторые термоусадки (например, фирмы Raychem) покрыты точками зелёной краски, которая при нагреве чернеет, указывая, что вот это место греть больше не нужно, а вот тут следует прогреть ещё. Сделано это потому, что термоусадка может лопнуть, если её перегреть в каком-то месте.
Усаживать лучше после того, как муфта сварена. Если при сварке случится неприятность (например, сломалось волокно и придётся переразделывать кабель), то не придётся ковырять ножом застывшую толстую клеевую термоусадку, и сама термоусадка не потратится зря.
и) Разделанные кабели вводятся в муфту или кросс, фиксируются, а сама муфта или кросс фиксируется на рабочем столе. При фиксации кабеля в муфте или в кроссе следует руководствоваться инструкцией по монтажу — для разных муфт там всё по-разному.В некоторых случаях (бронированный кабель и, например, муфта МТОК А1 с соответствующим комплектом для ввода) фиксация кабеля в муфте — отдельная непростая операция с подрезанием брони, намоткой герметика и пр.
Вот мы и завели разделанный кабель в муфту/кросс, теперь нужно отмерять и зачищать волокна, одевать КДЗС и варить по схеме. Об этом расскажу в следующей части, так как получается многовато для одной статьи.
Оптические муфты
Расскажу немного про оптические муфты и кроссы. Начну с муфт.
Оптическая муфта — это пластиковый контейнер, в который заводятся кабели и там соединяются. Раньше, в конце 90-х — начале 2000х, когда все специализированные материалы для оптики были дефицитом с заоблачными ценами, в качестве муфт некоторые шустрые ребята лепили канализационные фитинги или пластиковые бутылки. Иногда даже работало несколько лет. Сегодня это, безусловно, дикость, нормальные муфты можно купить в любом среднем и крупном городе и цены начинаются от 1500-2000 рублей. Конструкций муфт много. Наиболее массовая и привычная конструкция для меня лично — это как у серии связьстройдеталевских муфт «МТОК». Имеется оголовье, из которого снаружи торчат патрубки для ввода кабеля. Изнутри оголовья прикреплена металлическая рамка, к которой крепятся оптические кассеты. Сверху одевается колпак (который для прочности может делаться с рёбрами жёсткости), герметизируемый резинкой. Колпак фиксируется разъёмным пластиковым хомутом: муфту всегда можно открыть и закрыть, не тратя ремкомплект из термоусадок.

Вообще «Связьстройдеталь» делает в целом неплохие муфты для разных применений. Из серии МТОК мне лично больше всего нравится муфта Л6: универсальная, стоит недорого, монтируется просто.

Есть и другие муфты в серии МТОК — малогабаритные, для канализации, для ввода бронированных кабелей, для закапывания под землёй. К каждой муфте есть возможность докупить доп.комплектующие и комплекты для ввода кабеля: например, чугунная бронезащита подземной муфты «МЧЗ», лишний комплект оптической кассеты с расходниками или дополнительный комплект для ввода ещё одного кабеля.
Если надо подешевле — у них есть серия муфт «МОГ», из которой самая массовая — муфта «МОГ-У» (Муфта Оптическая Городская, Укороченная): при цене менее 2000 рублей мы получаем простую и качественную муфту, которую, врочем, некоторые считают неудобной для монтажа.

На столбе такая муфта будет смотреться не очень, да и сматывать запас кабеля с такой муфтой, стоя на лестнице, неудобно, поэтому их обычно ставят в люках. Эта муфта и создана, чтобы её клали в телефонном люке на специальные стандартные консоли. Минус «могушки» — в том, что у неё нет запорного разъёмного хомута и для её открытия придётся срезать термоусадку, а при закрытии тратить ремкомплект из широких термоусадок (если кабели заведены с одного конца) или термоусаживаемую манжету (если кабели с обеих сторон). Этим же страдают МТОКи серии А. Кроме того, если вводить кабели с двух сторон, важно не забыть заранее одеть пластиковую трубу на одну из «сторон» кабелей, иначе её потом не одеть не разрезая: этим тоже страдают новички.
Также порой встречаются муфты без патрубков, в которых кабели герметизируются путём зажатия в сырой резине или в герметике. Вот, например, муфта «SNR-A», которую мы с напарником разваривали в рамках строительства FTTB-кольца.

Такой способ герметизации кабелей требует большой аккуратности, так как иначе вода может попасть в муфту, что нежелательно. Во-первых, вода в муфте со временем может вызвать помутнение стекла волокон и порчу лака. Во-вторых, поржавеют всякие металлические конструктивные элементы, сгниёт заземляющий броню провод, если он есть. В-третьих, кевлар натянет в себя воды. И самое главное — муфту, полную воды, в мороз просто раздавит вместе с волокнами.
В оптическую муфту обычно заводится не менее двух кабелей. Конечно, можно придумать дикую схему разварки, когда будет вводиться один кабель и развариваться сам на себя, но обычно вводится 2-3 кабеля. Если вводится 4-5 кабелей, да ещё все кабели разные с разной расцветкой и разным количеством волокон в модулях, то муфта получается сложная для монтажа и последующего разбора что куда припаяно. Первую такую свою муфту я с напарником варил 3 дня! Так что лучше проектировать сеть так, чтобы в муфту не входило более 3 кабелей.
Оптические кроссы
Оптический кросс предназначен для оконечивания кабеля в месте, куда его подвели: на базовой станции, в ИВЦ, в дата-центре, в серверной. Типичный кросс представляет собой металлический ящик типоразмера 19″ для крепления в стандартной стойке, сзади в него вводится оконечиваемый кабель, спереди расположены планки с портами.

Сваренный кросс на 24 порта типа FC/APC, одноюнитовый

Сваренный кросс на 64 порта типа LC, 2-хюнитовый

Рабочий кросс на 96 портов типа FC
Бывает и вариант подешевле — когда из кросса выкидывают всё, что можно, тогда получается как-то так:

Открытый кросс на 8 портов типа SC/APC, 1 юнит. Плох тем, что оптические пиг-тейлы ничем не защищены и их могут поломать те, кто будут копаться в ящике/стойке, протаскивая, скажем, новый кабель.
Все эти кроссы монтируются в стойку, однако существуют и настенные варианты, и прочие редко встречающиеся.

Настенный кросс на 16 портов типа FC. Кстати, сварен плохо: жёлтые оболочки пиг-тейлов не заходят в КДЗС и волокна могут сломаться, а волокна в кассете уложены с маленькими радиусами изгиба
Вводящийся в кросс кабель сваривается с так называемыми пиг-тейлами: на фотографиях это тонкие жёлтые шнурки внутри кроссов. Каждое волокно — к своему пиг-тейлу. Другая сторона пиг-тейла содержит оптический коннектор-«вилку», которая вставляется в оптический адаптер-«розетку» изнутри кросса.Снаружи кросса коммутация выполняется оптическими патч-кордами (толстые жёлтые шнуры). От пиг-тейла патч-корд отличается более прочным коннектором и наличием кевлара внутри, чтобы в случае, если кто-то зацепится за патч-корд и дёрнет, трудно было вырвать. Ну и коннекторы у патч-кордов с обеих сторон, а у пиг-тейлов только с одной. При необходимости из двух пиг-тейлов можно сварить временный патч-корд.
В принципе в кросс можно завести несколько кабелей, часть волокон из них сварить между собой, а часть вывести на порты. Тогда получится нечто, что можно назвать «кроссомуфта», при этом мы экономим на материалах и сварках. Так иногда делают при монтаже FTTB, однако делать так нежелательно, так как повышается сложность схемы.
Адаптеры и коннекторы
Оптические кроссы характеризуются используемыми в них адаптерами (проще — оптическими розетками). Их существует также большое количество стандартов и подстандартов.

На этой картинке — лишь часть «родов» и «видов» оптических розеток
Стандартом является комплекс из адаптера (розетки) и коннектора (вилки). Конечно, есть переходники между разными стандартами, однако это костыли, которые сгодятся только для измерений и которых следует избегать в постоянно работающей линии связи. Чем меньше в линии всяческих сварных и особенно механических соединений, тем лучше. Конечно, если расстояние маленькое, линия будет работать, даже если на каком-то из кроссов будет теряться пара децибелл. В случае коротких линий иногда специально ставят оптические аттенюаторы. Но вот для очень длинных линий, где оборудование работает на пределе, добавление ещё одного кросса или муфты (то есть каких-то 0,05-0,1 дБ потерь) может оказаться фатальным: линия не поднимется.
Наконечник «вилки» — это, грубо говоря, цилиндр с тоненьким сквозным отверстием под волокно по центру. Торец этого цилиндра не плоский, а чуть-чуть выпуклый. Состоит наконечник из обалденно твёрдой и стойкой к губительным царапинам металлокерамики, хотя очень редко встречаются и металлические. Ходят слухи, как люди ломали бокорезы, пытаясь раскусить этот наконечник. Я сам легко царапал этими наконечниками сталь и стекло. Тем не менее обращаться с ними надо осторожно, не допускать попадания пыли, не касаться торца коннекторов пальцем, а если коснулись — протереть смоченной в спирте салфеткой. В идеале используется специальный микроскоп (оптический или с камерой) для контроля состояния патч-кордов. Грязные — чистить, исцарапанные, если царапина пересекает центр со вклеенным волокном — под списание или полировку. Грязные и исцарапанные розетки и патч-корды — частая причина затуханий в линии.
Оптическое волокно фиксируется в наконечнике путём вклейки эпоксидным (или каким-то другим) клеем и последующей шлифовки на специальной машинке, хотя этим занимаются лишь если надо сделать длинные нестандартные патч-корды: проще и дешевле купить готовые. Цена обычного оптического патч-корда длиной 2 метра — около 200-400 рублей.

Изготовление патч-кордов. Эмилинк
На практике чаще всего используются такие стандарты, как FC, SC, LC. Пореже встречаются FC/APC, SC/APC, ST. LC бывает как дуплексный, так и одиночный.
FC
Плюсы — отличное качество соединения, поэтому подходит для ответственных магистралей. Старый проверенный стандарт. Металл (трудно сломать). Если пошевелить рукой хорошо прикрученный коннектор — на связи это не скажется.
Минусы — долго откручивать/закручивать при переключениях. Если на кроссе расположены тесно — бывает очень неудобно подлезть, чтобы открутить какой-то из коннекторов в толпе прочих.
Сам коннектор фиксируется неподвижно благодаря пазу на нём и выемке на адаптере, а пальцами крутится только гайка с насечкой.
Контактная сторона наконечника не плоская, а чуток выпуклая (это также касается других стандартов), чтобы два волокна из двух наконечников по разные стороны розетки (пиг-тейла и патч-корда) гарантированно совместились без воздуха и пыли между ними.
Розетка содержит в себе полый тонкостенный цилиндрик из керамики, имеющий продольный разрез. Когда в розетку вставляют вилку, разрез раздаётся на какие-то микроны, подпружинивая и центрируя вилку. Таким образом достигается прецизионная юстировка двух коннекторов в розетке (помним, что сигнал передаётся по сердечнику волокна диаметров 9 мкм и смещение даже на 1 мкм вызывает потерю мощности сигнала на розетке и паразитное обратное отражение). Поэтому пыль и грязь губительна для оптических кроссов, патч-корды и пиг-тейлы надо регулярно протирать безворсовой салфеткой со спиртом, а розетки — продувать сжатым воздухом или чистить специальными чистящими палочками. Частая причина пропадания связи — это лопнувшая керамическая вставка в розетке.
Чтобы коннекторы плотно прижимались в розетке друг к другу, в каждом коннекторе FC и FC/APC (будь то коннектор патч-корда или пиг-тейла) металлокерамический наконечник подпружинен и может «вдавливаться» внутрь вилки где-то на миллиметр-полтора. В стандартах SC, LC, ST подпружинена вся вилка, а в случае ST фиксирующий элемент очень похож на тот, который использовался в локальных сетях на тонком коаксиале.
SC
Всё то же самое, что в FC, только адаптер и коннектор квадратные, пластиковые и коннектор фиксируется вщёлкиванием, а не прикручиванием. Плюсы — дешевле FC, удобнее и быстрее переключать, минусы — пластик легче сломать, меньше ресурс подключений-отключений. Иногда бывает, что величина отражения и затухания на соединении заметно меняется после прикосновения к подключённому коннектору, что нежелательно для ответственных линий. Цвет разъёмов обычно синий.
LC и LC Duplex
Похожи свойствами на SC, но имеют намного меньшие габариты: двухюнитовый кросс на LC вмещает целых 64 порта, а на SC — только 32. За счёт маленьких габаритов часто монтируются прямо на платы оптических мультиплексоров.
FC/APC, SC/APC, LC/APC
То же самое, что FC, SC и LC, но с косой (A — angle, угол) полировкой наконечника.
Разница между керамическими наконечниками с обычной и косой полировками. Изображение немного неточное: на самом деле в случае и той, и другой полировки торцы не плоские, а немного выпуклые, соответственно при соединении соприкасаться будут только центры наконечников, где волокно.
Такие адаптеры и коннекторы делаются зелёного цвета и при сравнении с обычной полировкой UPC (или просто PC) разница глазом видна. Это нужно, чтобы уменьшить обратное отражение на стыке двух коннекторов. Насколько я знаю, этот тип полировки разрабатывался для передачи аналогового телевидения по оптике, чтобы не возникало двоения изображения на экране, но я могу и ошибаться.
Состыковать между собой «обычную» и «косую» полировку можно, но только если необходимо снять рефлектограмму по принципу «лишь бы было видно длину трассы»: большой воздушный промежуток даст сильные потери и сильное обратное отражение.
На сегодня мой рассказ окончен. Задавайте вопросы, постараюсь ответить. Если вам эта тема окажется интересной — я напишу продолжение.
Если эта публикация вас вдохновила и вы хотите поддержать автора — не стесняйтесь нажать на кнопку
- Сварка ВОЛС: типы волокон и особенности их сварки
- Оборудование для сварки оптических волокон
-
Как варить оптоволокно: этапы работ
- Процесс пайки оптоволокна
- Частые ошибки при сварке ОВ
- Разварка волокон в оптической муфте и кроссе
Спросите у любого связиста — какой самый главный, самый ответственный и тонкий технологический процесс в строительстве волоконно-оптических линий связи? Можно не сомневаться, что ответ — сварка оптического волокна. Можно разработать грамотный проект, удачно выбрать оптический кабель и правильно проложить его, но именно от качества сварных соединений волокон этого кабеля зависит, будет ли соответствовать построенная ВОЛС заданным требованиям и заработает ли она вообще.
В настоящее время эта задача максимально упростилась, если сравнить её, например, с ситуацией двадцатилетней давности. Появилась новая аппаратура, позволяющая сваривать волокна в автоматическом режиме, делать это удивительно быстро и безошибочно. Разработаны новые марки оптических волокон, доведены до совершенства технологии их производства, повысилась точность изготовления — всё это устранило многие проблемы, возникающие при сварке. Вспомогательное оборудование, инструменты в настоящее время тоже стали точнее и даже «умнее». И, казалось бы, процесс упростился, можно взять сварочный аппарат, заглянуть в инструкцию — и профессия монтажника-спайщика освоена. Упростился настолько, что в последнее время в интернете очень часто можно встретить видеоролики снятые энтузиастами-любителями и рассказывающие, как научиться сваривать оптоволоконный кабель за 15 минут. Безусловно, энтузиазм — это хорошо, да и выглядят эти видео зрелищно, но к настоящей работе по сварке оптики это почти не имеет отношения.
Исправим эту ситуацию — подробно рассказываем что, чем, как и где нужно сваривать. И как НЕ надо сваривать тоже.
Сварка ВОЛС: типы волокон и особенности их сварки
В зависимости от своей архитектуры, от применяемой технологии передачи данных современные ВОЛС могут быть построены с применением различных типов ОВ. Самые распространённые из них:
- cтандартное одномодовое ОВ (SM, rec.G.652);
- изгибостойкое ОВ (BIF, rec.G.657);
- ОВ с нулевой смещенной дисперсией (DSF, rec.G.653);
- ОВ с ненулевой смещенной дисперсией (NZDSF, rec.G.655);
- многомодовое ОВ (MM, rec.G.651.1).
Все эти типы имеют различные свойства, относящиеся к способности передавать оптический сигнал. Например, задача SM-волокна — обеспечить передачу сигнала с потерями, не превышающими 0.22 дБ/км, а NZDSF-волокна — передача с минимальной дисперсией вблизи длины волны 1550 нм. Но, с точки зрения пригодности этих волокон к сварке, эти свойства нас не интересуют. Определяющей характеристикой является их конструкция, а именно — различная конфигурация профиля показателя преломления (ППП) сердцевины. Не уточняя, какими могут быть эти различия, визуально сравним, как выглядит ППП SM-волокна (рис. 1, слева) и NZDSF-волокна (рис.1, справа).
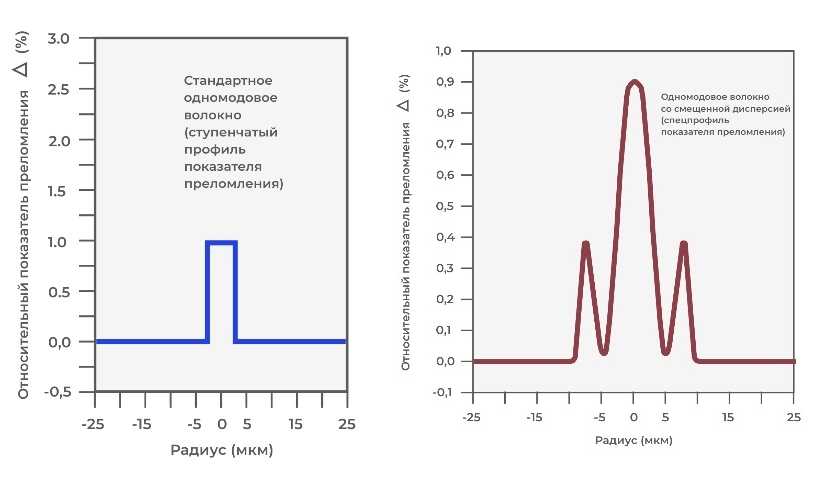
Рис. 1. диаграмма ППП SMF (слева); диаграмма ППП NZDSF (справа)
Наглядно показано, что структура сердцевин имеет существенное различие. Обусловлено оно разным распределением легирующих добавок. Теперь представим, что надо сварить ОВ двух этих типов друг с другом. Что будет происходить в месте их сплавления, как будет выглядеть структура сердцевины? Думаем, на этот вопрос точно никто ответить не сможет. Но это и не нужно — задача заключается в прочном соединении оптических волокон и минимуме потерь на нём. Современные аппараты без проблем справляются с этой задачей, несмотря на то, что на экране сварочного аппарата такие разнородные соединения смотрятся, мягко говоря, подозрительно.
Ближайшие семинары в нашем учебном центре
В качестве примера приведем результаты спайки волокон фирмы Corning® — SMF-28 Ultra и SMF-28 ULL. И хотя обе эти марки соответствуют стандарту G.652, они существенно отличаются по составу легирующих добавок и по форме ППП сердцевины. В первом из них ППП близок к ступенчатой форме, во втором эта форма носит более сложный характер, что обеспечивает рекордно низкие погонные потери ОВ (менее 0,17 дБ/км). На следующих иллюстрациях продемонстрированы три комбинации их сварных соединений между собой.
Рис. 2. Corning® SMF-28 Ultra + Corning® SMF-28 Ultra
Рис. 3. Corning® SMF-28 ULL + Corning® SMF-28 ULL
Рис. 4. Corning® SMF-28 Ultra + Corning® SMF-28 ULL
Можно заметить, что «простое» SMF-28 Ultra сварилось между собой лучше всех, сварной шов незаметен. В случае с SMF-28 ULL шов виден явным образом, а при сварке двух разных типов шов даже подчёркивает различие сердцевин.
Скажем сразу, что это нормально. При последующем измерении потерь на этом стыке с помощью OTDR можем убедиться, что потери во всех случаях находятся в пределах нормы. С результатами этих испытаний можете ознакомиться, посмотрев наше видео с процессом сварки оптоволокна Corning ULL:
Стоит также отметить, что волокно Corning® SMF-28 Ultra соответствует не только стандарту G.652, но и G.657. Это даёт возможность применять это ОВ как в случае необходимости применения первого стандарта, так и при необходимости соответствия второму. Т. е. на тех участках ВОЛС, где проектом предусмотрено соединение двух разных типов ОВ, фактически, соединяем два одинаковых и достигаем минимума потерь. Именно эта марка ОВ используется как основная в кабелях завода «Инкаб».
Оборудование для сварки оптических волокон
Что же представляет из себя процесс сварки ОВ? Спайка оптического волокна — процесс соединения двух волокон при помощи высокотемпературного воздействия. Такое воздействие производится в сварочных аппаратах при использовании дугового разряда (вольтовой дуги). Принцип формирования этой дуги идентичен во всех сварочных аппаратах и в целом не является технически сложной задачей. Температура дуги может достигать 4800°С, тогда как температура плавления кварцевого стекла 1665°С, что позволяет без труда расплавить и соединить два волокна. Основную сложность в получении высококачественных соединений ОВ представляет собой задача выравнивания сращиваемых волокон. Выравнивание необходимо осуществить таким образом, чтобы совпали именно сердцевины ОВ, так как только в этом случае не будет помех для прохождения сигнала. Выравнивание, а точнее сказать, юстировка — самая главная характеристика и главное отличие разных моделей сварочных аппаратов.
В настоящее время актуальными являются четыре типа систем юстировки:
- юстировка по активной V-образной канавке (Active V-groove);
- юстировка по ППП (PAS, Profile Alignment System);
- юстировка по тепловой люминесценции (CDS, Core Detection System);
- юстировка по анализу проходящего света (LID, Light Injection and Detection).
Юстировка по активной канавке заключается в анализе сварочным аппаратом изображения сращиваемых волокон. Волокна после укладки в зажимах сдвигаются в область будущего стыка, где их положение регистрируется встроенной видеокамерой. Изображение и положение зажимов анализируется микропроцессором, который таким образом пытается «рассмотреть» сердцевины волокон. Когда местоположение сердцевин максимально точно определено, приводы зажимов перемещают волокна в точку их наилучшего совпадения.
Развитием этого метода стало появление PAS — системы юстировки, получившей более сложную конструкцию механизма сведения, видеокамеру с управляемым переменным фокусным расстоянием и очень сложные алгоритмы анализа получаемых изображений. Все эти усовершенствования несколько улучшают точность юстировки волокон и существенно удорожают сварочный аппарат в целом. Аппараты с PAS ещё называют «магистральными», подчёркивая таким образом их превосходство по качеству результата над аппаратами с Active V-groove, которые обычно называют «городскими».
Аппараты, работающие с юстировкой по тепловой люминесценции (CDS) отличаются тем, что анализируют изображение, получаемое не проходящим светом, а излучением самого волокна, которое разогревается отдельной, предварительной дугой. Этот метод позволяет получить ещё чуть более точную информацию о координатах сердцевины. Но, в свою очередь, дополнительный нагрев даёт некоторое уменьшение прочностных характеристик ОВ.
Последний метод, LID, является самым точным и самым сложным. В его основе используется принцип введения и регистрации излучения на изогнутом волокне. ОВ закрепляются в специальных прижимах, формирующих их изгиб. В непосредственной близости от первого прижима в волокно вводится тестовое излучение, которое проходит по волокну и переходит во второе волокно, на изгибе которого, рядом с прижимом установлен фотодетектор, улавливающий это излучение. Процессор управляет перемещением прижимов относительно друг друга и отслеживает момент, когда мощность переданного излучения максимальна. В этот момент истины и достигается максимальное соответствие сердцевин.
Надо сказать, что на российском рынке представлены только аппараты первых двух типов. Аппараты с CDS и LID дороги, сложны и не имеют сервисной поддержки у нас в стране.
Помимо этой системы, безусловно, различные модели сварочных аппаратов имеют множество других отличий и характеристик. Некоторые могут иметь сенсорный экран, другие могут похвастаться компактным исполнением, третьи — ударопрочным корпусом. Выбор модели аппарата для приобретения можно делать, разумеется, ориентируясь на цену, но при этом надо помнить, что за разницей в цене может стоять существенное отличие в комплектации или, например, условия послегарантийного обслуживания.
Практика показывает, что в настоящее время качество результатов по сварке у всех аппаратов приблизительно выравнивается.
Для облегчения выбора в пользу той или иной марки и модели можем привести сравнительную таблицу (Табл.1), где перечислены некоторые популярные (и не очень) модели и их основные характеристики.
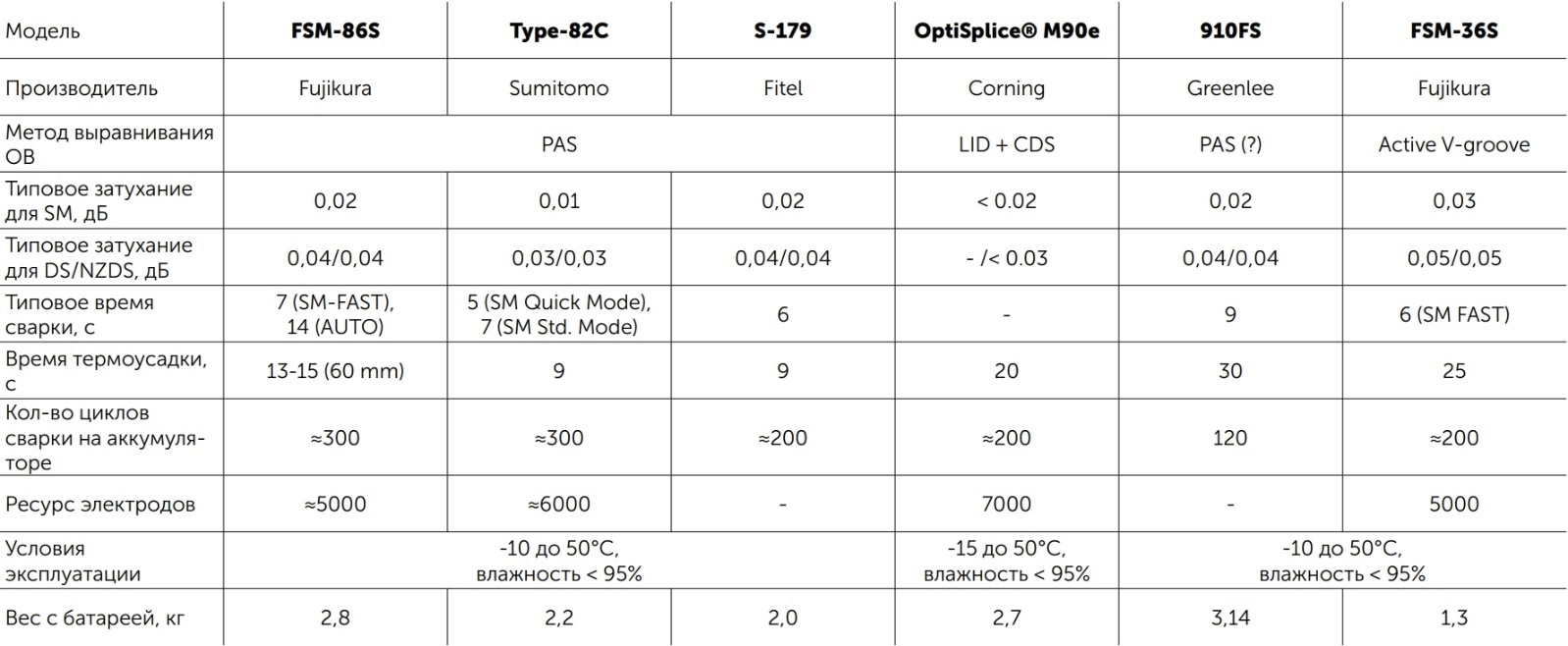
Табл.1. Сравнение паспортных характеристик различных моделей аппаратов для сварки ОВ.
Сравнивая двух ведущих японских производителей, фирм-конкурентов, Sumitomo и Fujikura, можно увидеть, что их новейшие модели имеют приблизительно одинаковые характеристики. Более того, имея опыт работы и с тем, и с другим оборудованием, можем с уверенностью утверждать, что возможности этих моделей одинаковы. Смело рекомендуем их для сварочных работ в самых ответственных случаях.
Выбор в данном случае обычно диктуется личными пристрастиями и привычкой работать с аппаратами определенной фирмы. Кому-то может понравится, что в Sumitomo Type-82 есть два независимых нагревателя для термоусадочных гильз. А некоторых больше привлекает подход к конструкции скалывателя Fujikura CT-50, имеющего электроприводы, позволяющие управлять положением рабочего лезвия и встроенный модуль Bluetooth, с помощью которого скалыватель может работать совместно с аппаратом.
Эти отличия носят субъективный характер и влияют только на удобство работы, да и то в отдельных случаях.
Рис. 5. Сварочный аппарат Sumitomo Type-82C со скалывателем FC-6RS-C.
Рис. 6. Сварочный аппарат Fujikura FSM-86S со скалывателем CT-50.
Для тех, кто хочет узнать более подробно о работе Fujikura FSM-86S и его отличиях от предыдущих моделей, рекомендуем ознакомиться с нашим видеообзором:
Также этой модели была посвящена обзорная статья с подробным описанием всех улучшений и нововведений.
Помимо сварочного аппарата и скалывателя для успешной пайки ОВ необходимо иметь следующие инструменты и расходные материалы:
- стриппер для снятия защитного акрилового покрытия с ОВ (рис. 7);
- безворсовые салфетки для удаления пыли и остатков покрытия ОВ (рис. 8);
- изопропиловый спирт для протирки ОВ (рис. 9);
- КДЗС (комплект деталей защиты соединения), термоусадочные гильзы для защиты сростков (рис.10).

Рис. 7. Стриппер для зачистки ОВ фирмы Miller.
Рис. 8. Безворсовые салфетки Kimwipes.
Рис. 9. Изопропиловый спирт.

Рис. 10. Термоусадочные гильзы или КДЗС.
Смотрите обзоры сварочных аппаратов на канале ВОЛС.Эксперт в Ютубе
Как варить оптоволокно: этапы работ
Перед началом работ по сварке рекомендуется провести некоторую подготовку. Из обязательных требований, которые нужно соблюдать при этих работах мы выделили следующие:
- Подготовка помещения. Под этим следует понимать выполнение требование к температурному режиму (от –10°С до +50°С), отсутствие ветра и дождя. Если работы проводятся на открытом воздухе, то необходимо использовать палатку кабельщика либо проводить работы в специально оборудованном автомобиле с пассажирским кузовом (ЛИОК). В случае низких температур рекомендуется использовать обогреватель. Важно не пренебрегать ни одним из возможных внешних воздействий, ибо в случае сильного ветра будет невозможной работа с ОВ, при попадании воды на сварочный аппарат возможен выход его из строя, а при низких температурах аккумулятор аппарата будет разряжаться почти моментально, а ОВ станет экстремально хрупким.
- Подготовка рабочего места. Настоятельно рекомендуется разложить все необходимые инструменты и расходные материалы так, чтобы до них можно было дотянуться рукой. Лучше всего, работать в положении сидя, а сама сварка будет вестись на столе.
- Использование спецодежды, перчаток — обязательно! Гидрофобный гель, содержащийся в большинстве кабелей, служит источником сильного загрязнения одежды и отстирать его до конца невозможно. Также на одежду могут попадать обломки ОВ, а присутствие их на повседневной одежде недопустимо.
- Подготовка ёмкостей или мешков для утилизации отходов разделки кабеля и ОВ.
- Над рабочим местом нужно обеспечить хорошее освещение. Прозрачное, очищенное волокно можно разглядеть только в отражённом свете, а это необходимо и для укладки ОВ, и для собирания обломков.
После того, как всё готово для проведения работ, можно приступать. Рассмотрим весь рабочий процесс в виде нескольких этапов и подробно поясним некоторые важные моменты.
Процесс пайки оптоволокна
- Разделка оптического кабеля. Обычно включает в себя снятие внешней оболочки кабеля, удаление промежуточных оболочек, бронепокровов, упрочняющих нитей, гидрофобного геля и т. д. Подробно все аспекты этого этапа описаны в соответствующей статье.
- Закрепление кабеля в оптическом кроссе или муфте.
- Снятие оболочек оптических модулей. Закрепление модулей на вводе сплайс-кассеты.
- Смывка гидрофобного геля с волокон. Для этих целей используется так называемый d-gel, специальная жидкость, эффективный растворитель. Необходимо смочить в ней ветошь и протирать волокна до полного удаления гидрофобного геля. Эту жидкость в обиходе называют «апельсинкой» за характерный цитрусовый запах.
- На волокна одного из соединяемых кабелей надевают КДЗС. КДЗС (или гильзы) состоят из двух прозрачных трубочек, внешней из термоусаживаемого полимера, внутренней из термоплавкого клея и армирующего металлического стержня между ними.
- С помощью стриппера с оптического волокна удаляется защитное акриловое покрытие. Длина зачищенного участка должна быть примерно 3–4 см при использовании скалывателя с контейнером для сбора осколков (CT-50). В случае, если контейнера нет, длина должна быть 5–10 см. Зачищенный участок ОВ протирается безворсовой салфеткой, смоченной в изопропиловом спирте. Это делается для удаления остатков лака и возможных следов пыли.
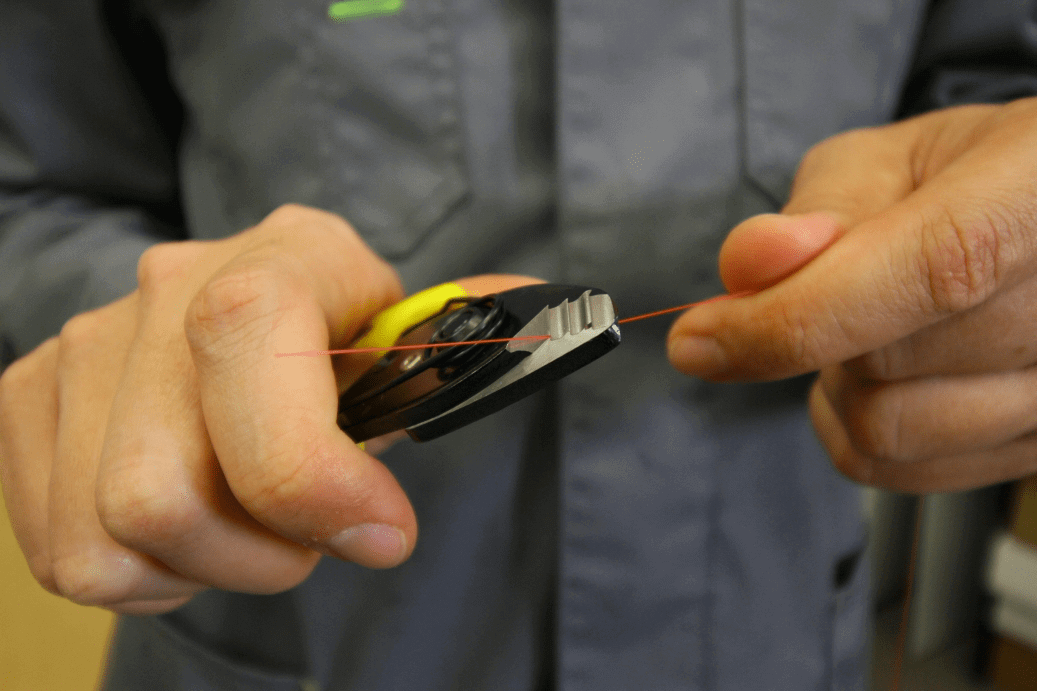
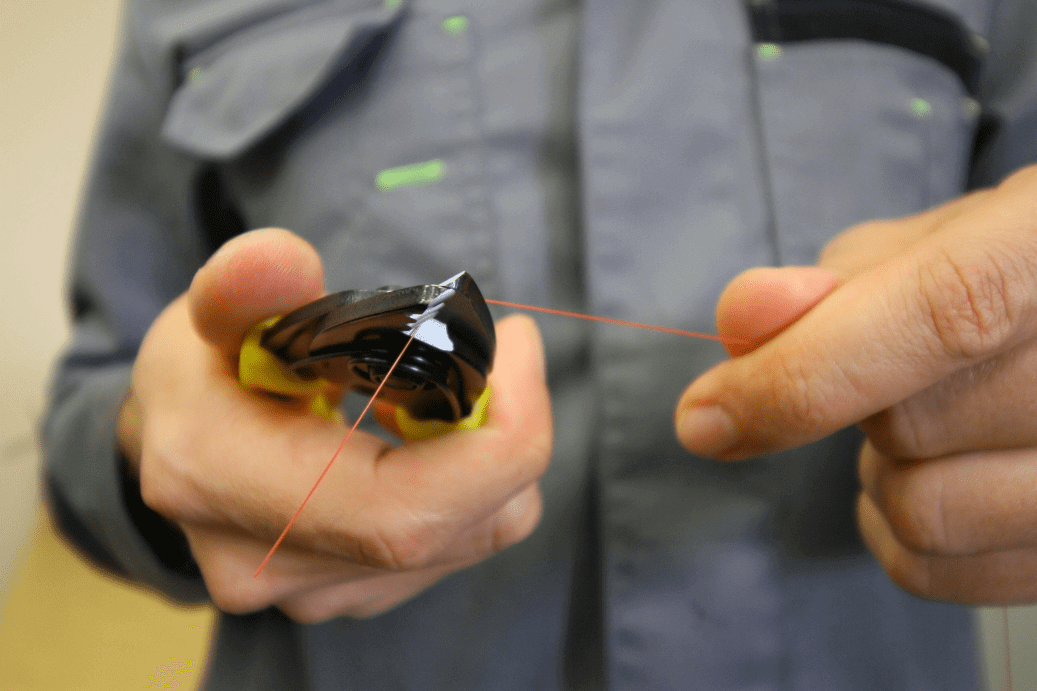
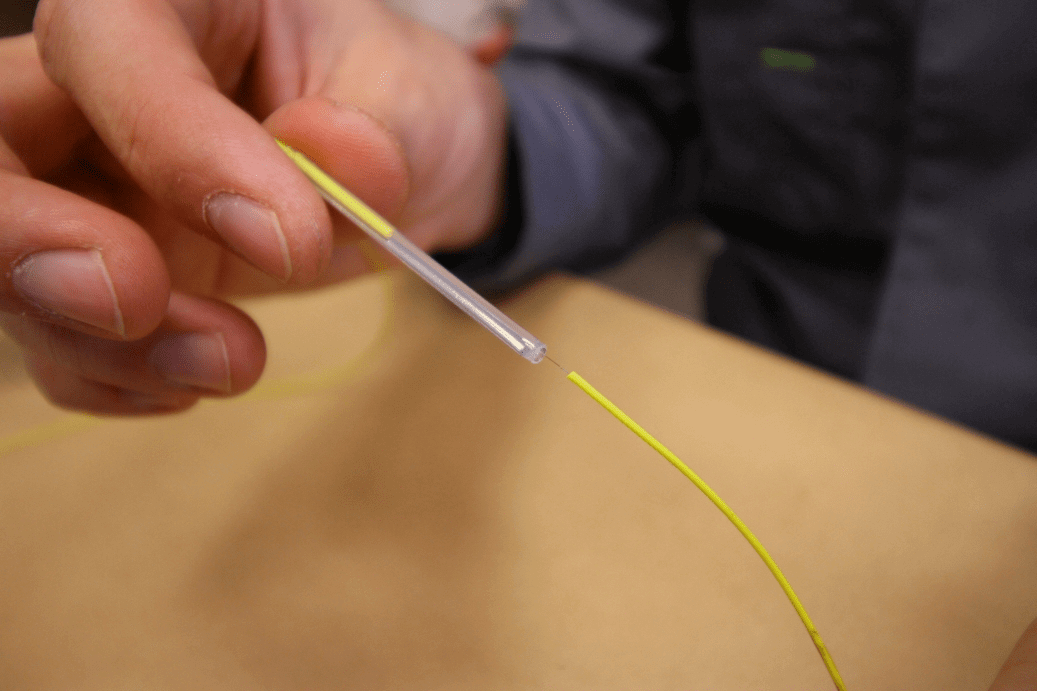
- Зачищенное ОВ помещается в прецизионный скалыватель для получения скола. Основная задача скалывателя — получение ровной, максимально плоской поверхности торца ОВ, перпендикулярной к оси ОВ. При отклонении поверхности торца от перпендикуляра качество сварки может ухудшаться, поэтому сварочный аппарат контролирует величину углового отклонения и предупреждает, если превышена максимально допустимая величина (1,5°). На рис.11 показан порядок работы со скалывателем CT-50:

а)
б)

в)
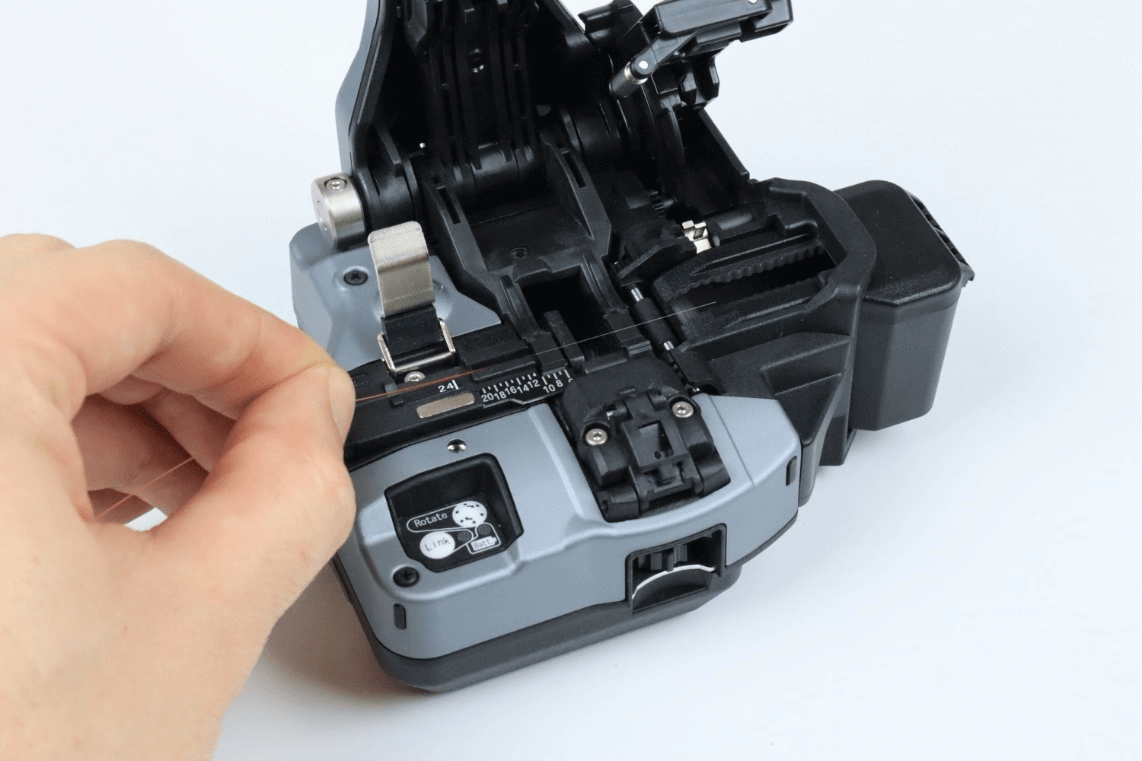
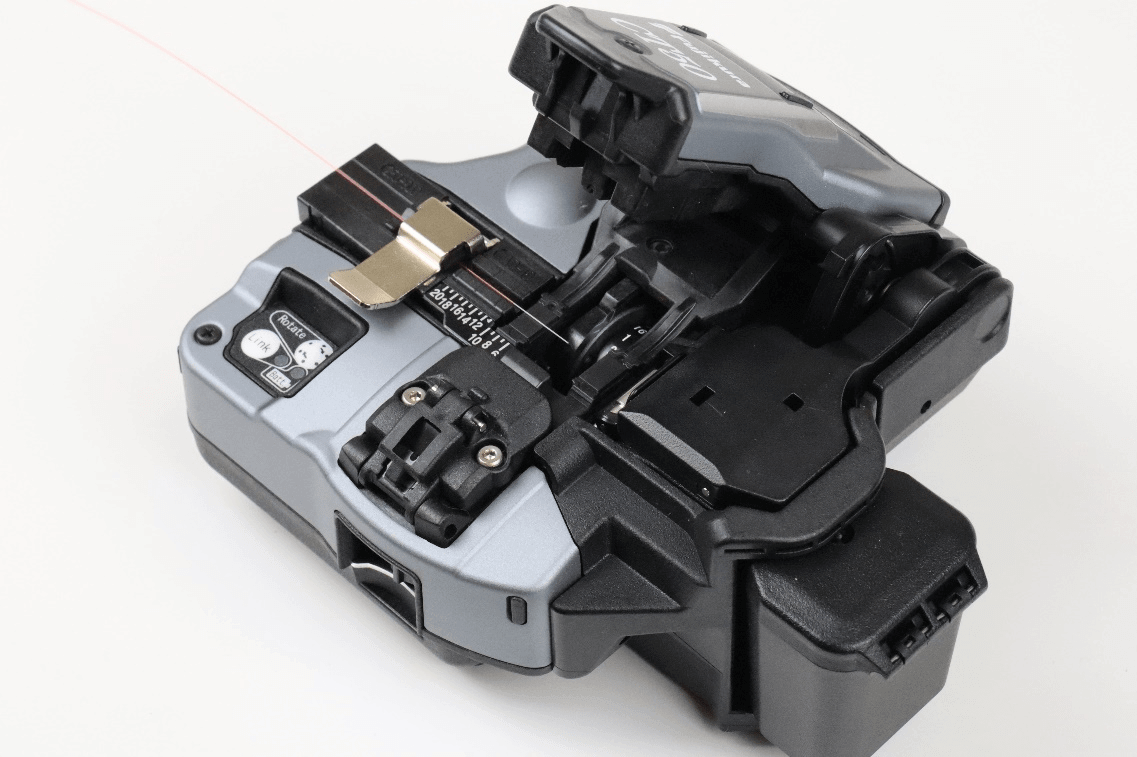
Рис. 11. а) укладка подготовленного ОВ в канавку, край защитного покрытия должен стоять на отметке, соответствующей длине очищенного конца ОВ, которую хотим получить (достаточно 12–15 мм); б) закрытие крышки, в этот момент производится скол; в) после открытия крышки можем извлечь сколотое ОВ.
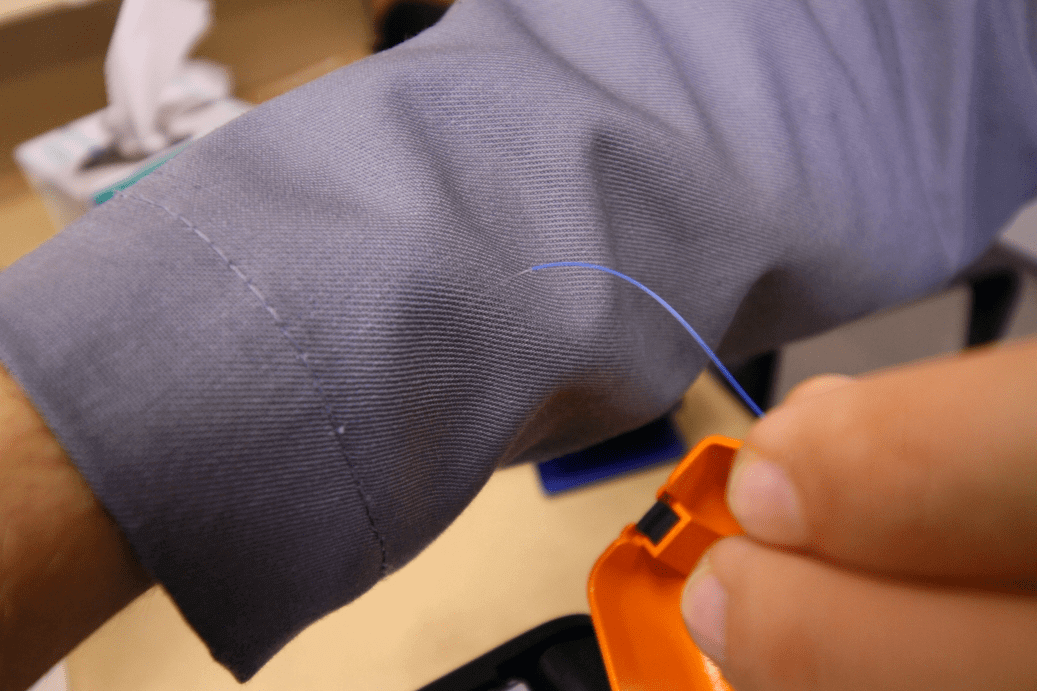
- Укладка сколотых ОВ в V-образные канавки и фиксация их прижимами. Важно! После того, как ОВ извлекается из скалывателя, концом ОВ нельзя прикасаться ни к каким поверхностям — это неизбежно приведет к налипанию микроскопических частиц пыли на конце ОВ, а это, в свою очередь, приведет к дефектам сварного шва! Торцы свариваемых ОВ должны оказаться примерно на расстоянии 1 мм от линии электродов, как это показано на рис.12:
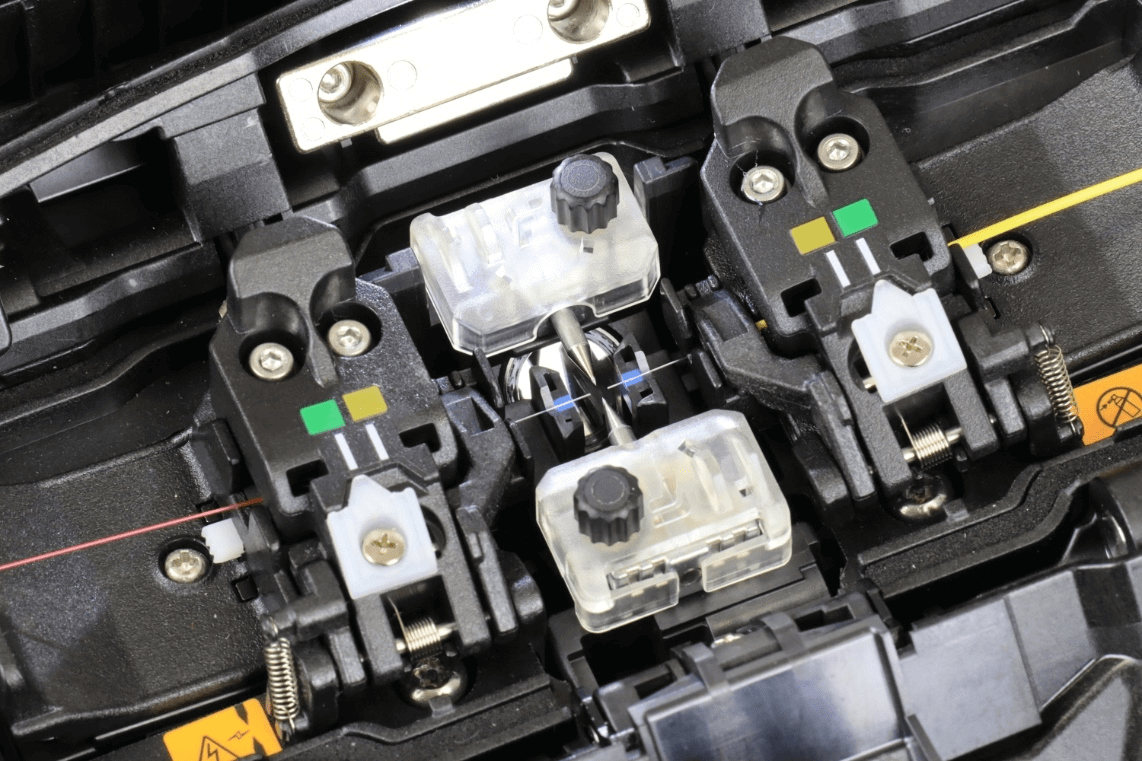
Рис. 12. Волокна уложены в канавки, зафиксированы магнитными прижимами и готовы к сварке.
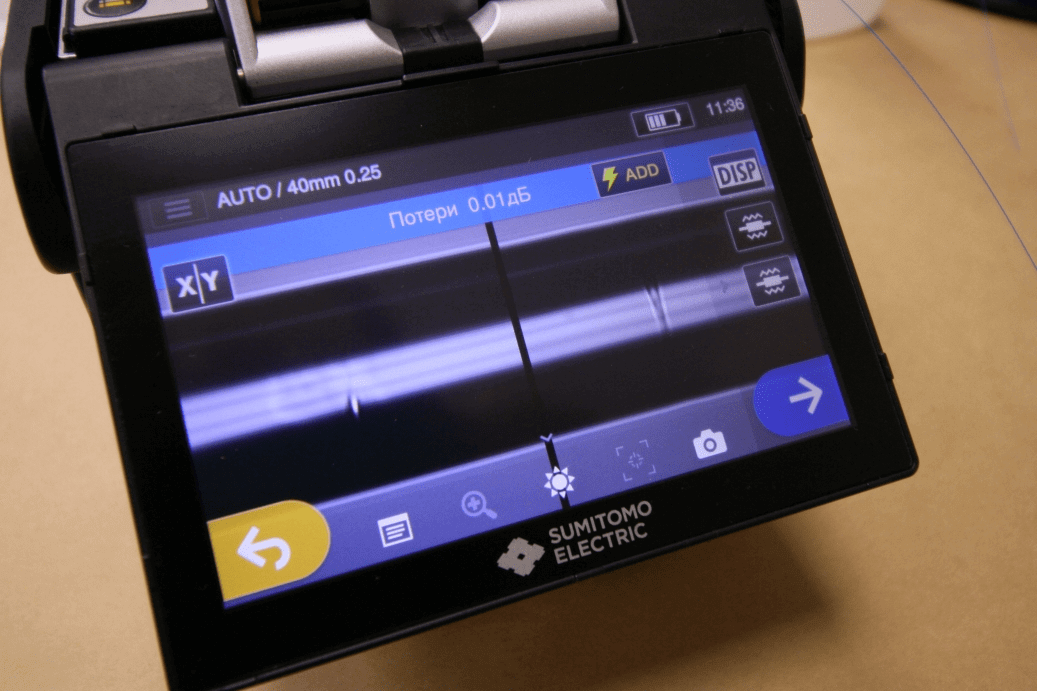
- После закрытия ветрозащитной крышки аппарата запускается цикл сварки. Производится юстировка ОВ. Аппарат автоматически определяет тип ОВ, подбирая оптимальный режим дуги. (Если аппарат не справился с задачей распознавания, работая в режиме AUTO, можно выставить в настройках режима тип волокна принудительно — SM, DSF, NZDSF и т. д., но это почти неактуально для современных сварочников, которые практически всегда правильно идентифицируют ОВ.) Аппарат производит несколько предварительных дуговых разрядов, цель которых сжигание частиц пыли и предварительный разогрев торцов. После чего генерируется основная, рабочая дуга и одновременное сближение ОВ. Процесс происходит очень быстро, буквально через секунду уже видим на экране результат — изображение сваренных ОВ. Также на экране можно увидеть оценочное значение потерь на получившемся соединении, которое подсчитывается аппаратом на основании анализа этого изображения. Важно помнить, что эта оценка делается приблизительно и не является результатом измерения! Её цель — дать повод монтажнику усомниться в качестве сварки или наоборот, подтвердить, что всё прошло хорошо. Обычно, хорошими считаются случаи, когда оцененные потери составляют 0,00-0,02 дБ. Если вы увидели значение потерь 0,03 — рекомендуется переварить.
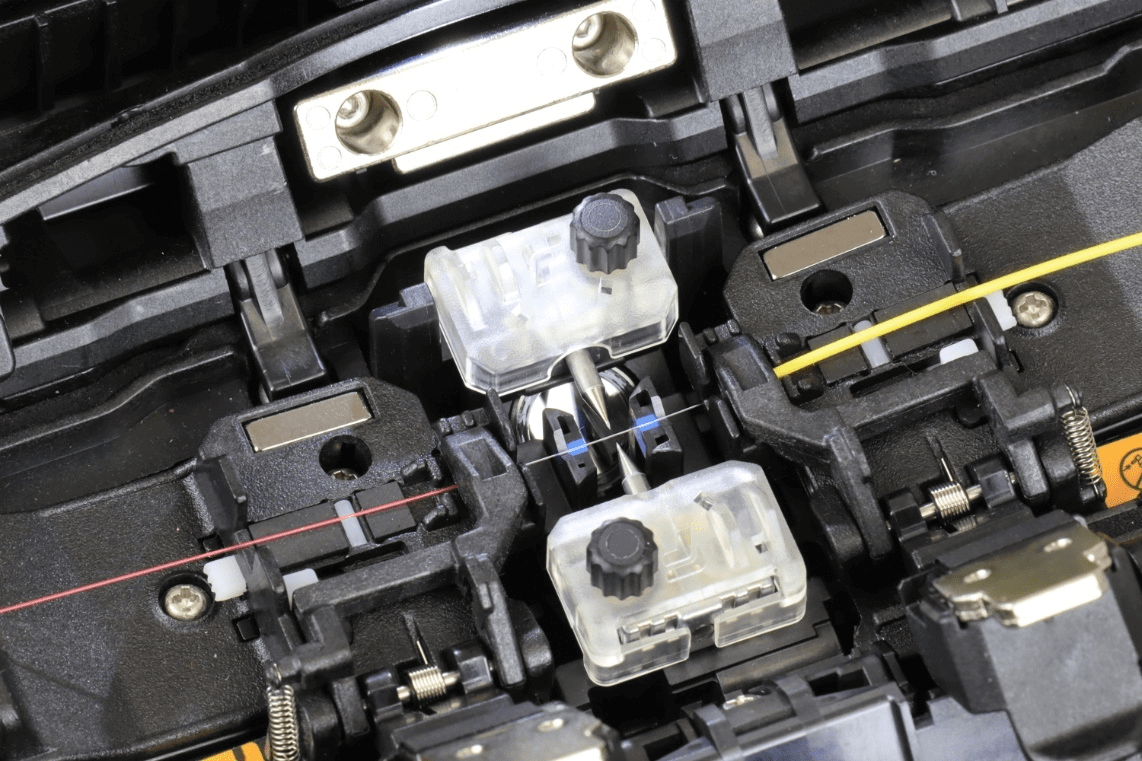
- Аппарат проводит проверку механической прочности сварного соединения, растягивая сваренные ОВ с определенным усилием. Если стык не разрушается, аппарат признает сварку успешной и издает звуковой сигнал. Можно открыть ветрозащитную крышку (рис.13):
Рис.13. Открытая крышка сварочного аппарата после завершения сварки и успешного теста на разрыв.
- Сваренное ОВ извлекается из зажимов, на место стыка надвигается КДЗС. Важно! Гильза КДЗС должна располагаться так, чтобы место сварки оказалось ровно посередине. В таком положении ОВ с надвинутой гильзой переносятся оператором в нагревательную камеру. При закрытии крышки этой камеры автоматически начинается нагрев. При нагревании клеевая трубочка расплавляется, а внешняя сжимается и вынуждает клеевой расплав равномерно заполнять всё пространство вокруг места сварки.
- После охлаждения усаженной гильзы место стыка оказывается надёжно защищено застывшим клеем гильзы, усиленным армирующим стержнем. Важно! Необходимо дать остыть и полностью затвердеть клеевому расплаву, только после этого гильзу можно укладывать в сплайс-кассету. Если попытаться зафиксировать в ложементе сплайс-кассеты ещё горячую, неостывшую гильзу, она деформируется и передавит сварной стык, когда застынет. Это неизбежно приведет к потерям.

В качестве наглядного примера сварочных работ можно посмотреть видеоролик, в котором наши эксперты проводят сварку 216 волокон:
Частые ошибки при сварке ОВ
Изучив инструкцию к сварочному аппарату, прочитав эту статью, можно смело приступать к сварочным работам. Получится ли? Если есть голова на плечах, руки растут из правильного места и инструкции соблюдаются… Почему же нет, конечно, получится! Но это утверждение справедливо на столько, на сколько будет справедливо и обратное — без ошибок не обойдётся. Более того, сообщим вам досадный факт — они будут случаться регулярно и на протяжении какого-то времени. Некоторые монтажники совершают некоторые ошибки, даже не подозревая, что это ошибки.
Всё дело в том, что предвидеть и предотвратить все возможные нежелательные ситуации при работе с оптическим волокном, пожалуй, невозможно — ибо каждый монтажник может ошибаться по-новому, как до него никто ранее не делал.
Рассмотрим несколько вариантов распространённых ошибок и прокомментируем их.
- Некоторые монтажники упорно не желают держать правильно стриппер во время снятия акрилового покрытия. Смотрим на рис.14, рис.15 и рис.16:

Рис.14. Не следует держать стриппер под сильным наклоном к направлению зачистки — волокно испытывает локальные изгибы и может получить микроповреждения.
Рис.15. Так ещё хуже!
Рис.16. А вот так — правильно.
- Если небрежно обращаться со сколотым волокном и поступить так, как показано на рис.17, то при укладке в аппарат увидим такую картинку как на рис.18. А результат сварки будет как на рис.19:
Рис.17. Случайно ткнули сколотым волокном в одежду… Или не случайно?
Рис.18. Случайно или нет, уже не важно. Важно, что на таком волокне налипнет грязь.
Рис.19. Если сварку всё-таки сделать, результат будет гарантированно удручающим. И пусть вас не обнадёживает «оценка» в 0,01 дБ. Это брак!
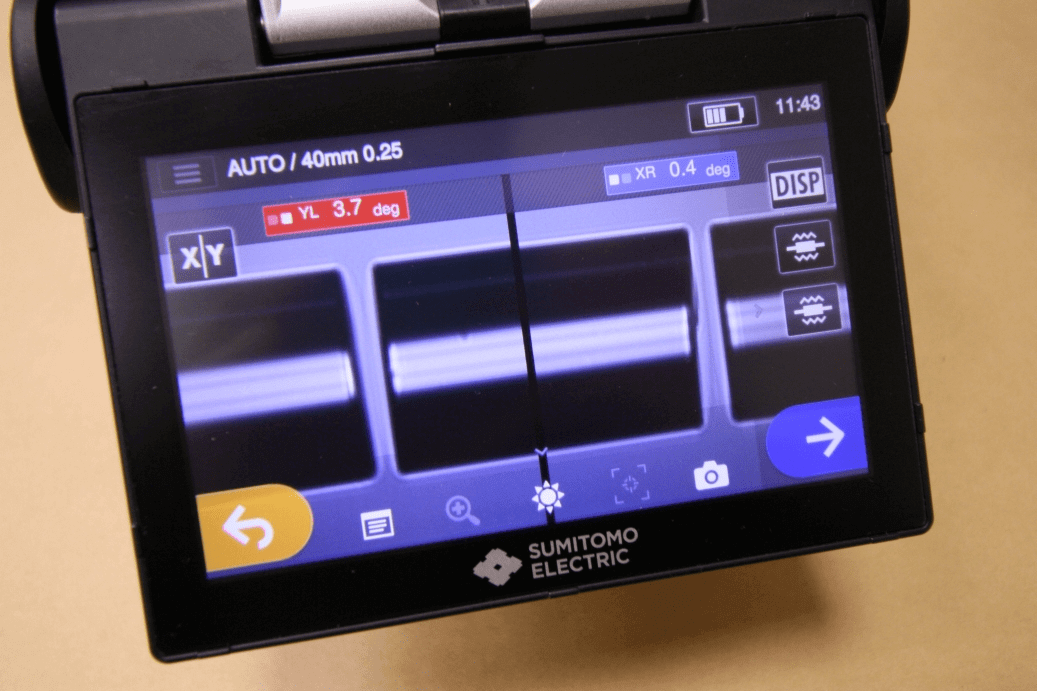
- Иногда на экране можно увидеть такую картинку, как на рис.20. Угол скола 3,7°! Аппарат возмущенно сигнализирует, выделяя это обстоятельство красным цветом. Собственно, ошибки здесь нет, такая ситуация рано или поздно может случиться — как правило, это означает, что затупилось лезвие скалывателя. Ошибкой же будет решение проигнорировать предупреждение о плохом сколе и всё-таки произвести сварку. Мы не стали.
Рис.20. Угол скола никуда не годится. Если сделать сварку с таким сколом — жди потерь.
- Грубая ошибка — усаженная гильза не закрывает край буферного покрытия (то же самое справедливо и для акрилового покрытия). Прочность волокна вблизи стыка снижается. См. рис.21:
Рис.21. Гильза съехала в сторону во время укладки в нагреватель. Так нельзя!
- И совсем уж дилетантский вариант — не успевшую остыть гильзу установили в сплайс-кассету. См. рис.22. Раздавить горячую термоусадку ничего не стоит. А вместе с ней и волокно внутри!
Рис.22. Сплющили.


Как избежать такого и всякого другого безобразия в своей дальнейшей работе? Ответ прост — только опыт практической работы даст вам уверенность и приучит к аккуратности.
А первые шаги в этом направлении вполне успешно вы можете сделать на занятиях по монтажу в Учебном Центре «ВОЛС.Эксперт». В присутствии преподавателей вы сможете сразу же замечать свои ошибки, а самое главное — научиться их не совершать!
Разварка волокон в оптической муфте и кроссе
Все сварочные работы можно разделить на два основных вида: создание сварных соединений в кроссе и создание сварных соединений в муфте. Вся работа со сварочным аппаратом в обоих случаях практически идентична и совпадает с разобранными выше рекомендациями. Однако есть свои нюансы.
При монтаже кроссов обычно (но не всегда) все вводимые кабели целиком свариваются с пигтейлами (pig-tail – «поросячий хвост», оптический шнур с установленным на одном конце коннектором), установленными в оптических портах. Таким образом, каждое волокно идёт на свой порт. Назначение оптического кросса — дать возможность коммутации и подключения к активному оборудованию.
В муфтах сваривают волокна двух или более кабелей между собой. Схемы разварки муфт могут быть совершенно разными: от самых простых соединительных, когда между собой поволоконно соединяются два магистральных кабеля до сложных разветвительных муфт, установленных в колодцах городской канализации в центре города — а там в муфте могут соединяться и 6, и 8, и 10 кабелей! Муфты служат для размещения неразъёмных соединений.
Одним из очень полезных онлайн-инструментов на нашем сайте является конфигуратор, с помощью которого можно генерировать схемы разварок ОВ в муфте (максимум 4 кабеля): достаточно указать марки всех кабелей, которые соединяем в муфте, указать, какое ОВ с каким надо соединить, и получим удобную красивую схему с учётом цветовой кодировки ОВ в формате PDF.
Ознакомиться с процессом монтажа оптических муфт подробней можно в отдельной статье.
Напоследок дадим небольшую универсальную рекомендацию, которую получают от слушатели наших курсов — соблюдайте культуру монтажа! Неизвестно, придётся ли ещё раз вскрывать смонтированные вами кросс или муфту. Качественных вам сварок!
“
Этот урок посвящен Технологии сварки оптических волокон. Вы узнаете, из чего состоит сварочный аппарат, что необходимо подготовить для процесса сварки и как происходит работа.
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Комплект для защиты соединений, предназначенный для защиты места сварки на стыке двух концов волоконно-оптического кабеля
Бесцветный либо слегка окрашенный гель, используемый в конструкции кабеля связи для предотвращения продольного распространения влаги и воды
Канавки (зажимы) сварочного аппарата, предназначенные для точного позиционирования волокна
Перед выполнением работ необходимо проверить готовность всех инструментов и материалов.
Сварочный аппарат Fujikura 80S
Безворсовые проспиртованные салфетки
Стриппер для снятия буферного или акрилового покрытия
Сварка оптического волокна производится с использованием специальных сварочных аппаратов, которые позволяют провести весь комплекс работ от совмещения свариваемых концов до защиты соединения.
Сварочный аппарат для оптоволокна — сложное устройство, в состав которого входят следующие элементы:
- блок питания,
- механический узел,
- нагреватель,
- дисплей.
1. Перед тем как начать сварку, нужно проверить настройки сварочного аппарата. Для этого открываем меню сварки и выбираем режим. Аппарат компании Fujikura позволяет выбрать 73 режима сварки и 25 режимов нагревателя.
2. На волокна одного из кабелей надеваются специальные гильзы — КДЗС (комплект для защиты соединений), состоящие из двух термоусадочных трубок и силового стержня. КДЗС бывают разного размера, а также используются для дроп-кабелей.
3. С концов волокон (2−3 см) необходимо снять цветной лак и защитный слой при помощи стриппера. После каждого снятия акрилового покрытия протирайте стриппер, чтобы убрать остатки акрила. Волокно протирают 2−3 раза безворсовыми проспиртованными салфетками.
4. Зачищенное волокно скалывается специальным скалывателем. Плоскость скола волокон должна быть перпендикулярна оси волокна. Допустимое отклонение — до 1,5° на каждый скол.
5. Волокна, предназначенные для сварки, укладываются в зажимы сварочного аппарата и V-образные канавки.
6. Второе волокно обрабатывается аналогично.
1. Под микроскопом с помощью манипуляторов происходит совмещение волокон (юстировка). В современных сварочных аппаратах юстировка производится автоматически. Затем пропускается электроразряд.
2. Электрическая дуга разогревает до установленной температуры концы волокон с микрозазором между ними. Торцы волокон совмещаются микродоводкой держателя одного из них.
3. Аппарат осуществляет проверку прочности соединения посредством теста на разрыв и оценивает затухание.
4. КДЗС сдвигается оператором на место сварки.
5. Этот участок помещается в тепловую камеру, где происходит термоусадка КДЗС.
“
На этом уроке вы получили краткий обзор по настройке сварочного аппарата, ознакомились с инструментами монтажника, которые предназначены для сварки оптических волокон, а также изучили технологию сварки. Самое время проверить себя, выполнив небольшие задания.
Для закрепления полученных знаний пройдите тест
При помощи какого инструмента производят скол оптических волокон?
Что входит в состав КДЗС?
Термоусадочная трубка и силовой стержень
Две термоусадочные трубки и силовой стержень
Три термоусадочные трубки и силовой стержень
При помощи какого инструмента снимается акриловое покрытие?
При помощи каких салфеток протираются оптические волокна?
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Качество ВОЛС определяет степень затухания сигнала на всем протяжении «последней мили» или магистрали. Одновременно слабым местом здесь становятся места стыков отдельных проводников, которые имеют место как на линии прокладки, так и в местах подключения к кроссам. Именно в местах соединения необходимо обеспечить герметичность и максимально точное совпадение осей оптических волокон, что предотвратит потери сигнала из-за отражения, воздушных прослоек, появления иных типов артефактов. Поэтому важна качественная сварка оптоволокна. Рассмотрим нюансы и основные этапы работ.
Особенности сварки различных типов оптических волокон
Принципиально спайка одномодовых (SM, G.652) и многомодовых (MM, rG.651.1) кабелей ВОЛС не отличается и предполагает физическое соединение оптоволокон с последующей расплавкой материала в месте контакта, что обеспечивает надежность и минимальные потери. Одновременно может отличаться технология подготовки из-за наличия разных степеней защиты от повреждений, бронирующего слоя и так далее.
Все виды оптических кабелей отличаются по способу прокладки, сфере использования, конструктивным моментам. Так, в зависимости от способов монтажа ВОЛС могут подвешиваться на опорных столбах, находиться в грунте, под водой, в специальных кабельных канализационных каналах. В зависимости от места монтажа и сферы применения существуют внутренние и наружные оптические кабели, где первые обычно используются в дата-центрах высокого класса, где важно обеспечить качество передачи данных и одновременно сохранить привлекательный внешний вид. Для обеспечения должной степени защищенности кабель может иметь как изолирующую тонкую оболочку с модульными трубками, так и представлять многослойное изделие с бронирующим слоем, несколькими уровнями защиты.
Оборудование для сварки оптоволокна
Сварка ВОЛС из-за хрупкости последней должна проводиться с помощью специального инструмента и оборудования, которое гарантирует отсутствие дефекта непосредственно в точке контакта, повреждение при подготовке. Рассмотрим основные элементы набора сварщика ВОЛС.
Сварочный аппарат для оптоволокна
Непосредственно сварка оптического волокна происходит под действием высокой температуры. Для кварца она составляет 1665 градусов, а температура сварочной дуги может достигать 4800 градусов, поэтому здесь проблем нет. Ключевой задачей здесь становится юстировки или выравнивание, чтобы идеально совпадала центральная ось двух соединяемых оптических проводников. Для этого оборудование использует одну из следующих систем:
-
V-образная канавка;
-
ППП или PAS (Profile Alignment System);
-
тепловая люминесценция;
-
анализ проходящего пучка света.
Каждый из вариантов имеет свои особенности при использовании. Например, при юстировке сварочного аппарата с V-образной активной канавкой, которую предлагает Fujikura, происходит сдвиг концов соединяемых волокон в месте стыка с фиксацией положения видеокамерой. Данные передаются на микропроцессор, которые определяет место оптимального совпадения. Логичным совершенствованием явилось появление системы PAS. Где камера имеет переменное фокусное расстояние с усложнением алгоритмов общего анализа изображений. Это повышает точность выравнивания и качество соединения, но одновременно сильно удорожает оборудование.
В основе сварочных аппаратов, выполняющих оптоволоконное соединение с юстировкой по тепловой люминесценции, лежит анализ изображения, которое формируется излучением волокна после предварительного разогрева его дугой. Подобный вариант улучшает точность сварки, но из-за лишнего нагрева несколько снижается прочность ВОЛС в месте соединения.
Юстировка на основе анализа проходящего света остается самой точной и одновременно сложной. Здесь в основе лежит принцип регистрации излучения на несколько изогнутом оптическом волокне. Для этого подается тестовое излучение, которое переходит в оптоволокно, на изгибе него находится фотодетектор. Последний анализирует мощность полученного излучения и определяет его максимальное значение (именно в этом расположении и будет выполнена сварка). Большим недостатком этого типа остается высокая цена, сложность в техническом обслуживании.
В зависимости от степени автоматизации аппарат для сварки оптических волокон может быть ручным, полуавтоматическим и автоматическим. Первый вариант чувствителен к квалификации работника, так как все волокна соединяются вручную с использованием микроскопа. Это замедляет и утяжеляет работу, поэтому обычно их используют для случаев, когда надо быстро соединить линию непосредственно на месте разрыва.
На практике, чаще всего используют полуавтоматические аппараты, где оператор укладывает кабель и двигает его к месту сварки, а стыковку выполняет оборудование. Подобный вариант повышает общее качество работы, но здесь тяжело работать с оптоволоконным шнуром, где большой объем ручных операций.
Автоматизированный сварочный аппарат предполагает минимальное участие в процессе сотрудника. Последнему остается только очищать кабель от изоляции и лака, вкладывать в зажим. Недостатком метода остается большая цена оборудования, поэтому он актуален для производственных предприятий, где надо активно выполнять подобные операции.
Стриппер для удаления изоляции с кабеля ВОЛС
Первым этапом сварки остается удаление изоляции с отдельных жил и самих оптических модулей. Хрупкость волокна требует использования специального оптического стриппера (отдельные сварочные аппараты имеют встроенный механизм снятия, но на практике ручной инструмент удобней и быстрей). С его помощью можно сразу снять и лаковое покрытие, которое одновременно придает жесткость кабелю и позволяет ему немного сгибаться.
Скалыватель оптического волокна
Прецизионный скалыватель представляет инструмент, который служит для отрезания оптического волокна для того, чтобы поверхность располагалась под прямым углом к оси. От качества его работы зависит итоговый шов и полнота передачи данных в месте соединения.
Рефлектометр и другое измерительное оборудование
Рефлектометр – прибор, который генерирует и посылает в линию импульсы с последующим анализом того, что будет отражено за счет обратного рассеивания и столкновения с неоднородностями. Он позволяет посмотреть общую длину трассы, определить уровень затухания, отыскать повреждения, проконтролировать качество сварки и другие действия. В зависимости от технических характеристик стоимость подобного оборудования достигает нескольких миллионов рублей.
КДЗС
КДЗС — комплект деталей защиты стыка сварки. Основной элемент защитная гильза, которая служит для защиты места сварочного шва на 2-х концах ВОЛС. Ее использование обязательно, так как оптоволоконный кабель имеет небольшой радиус изгиба и малую механическую прочность. Это предполагает необходимость надежной защиты от загрязнения, влаги, повреждений разного типа.
Конструктивно гильза представляет термоусаживаемую муфту, которая состоит из трех элементов:
-
наружная оболочка, выполненная из прозрачного полиолефина;
-
внутренняя трубка, состоящая из клея на базе севилена;
-
металлический пруток в качестве силового элемента.
Наружная оболочка после пайки выполняют роль общей защитной оболочки для всей конструкции. Внутренняя служит для фиксации гильзы на оптическом кабеле, обеспечивает герметичность и заполнение пустоты. Пруток представляет силовой каркас, который не дает проводнику сгибаться в месте сварки и берет всю механическую нагрузку на себя.
Пайка оптоволокна может идти гильзами разной длины, где самыми популярными остаются 40, 45, 60 мм, хотя есть и небольшие варианты всего по 10 мм.
Прочие инструменты и расходные материалы для пайки оптики
Чтобы этапы сварочных работ прошли максимально быстро и качественно, необходимо наличие ряда вспомогательного инструмента и расходных материалов:
-
пузырек с изопропиловым спиртом для обезжиривания и удаления загрязнений;
-
безворсовые салфетки для протирания пыли;
-
муфта либо кросс для подключения готового волокна;
-
пинцет для аккуратного взятия термоусадочной гильзы и других материалов;
-
стриппер (вариант нужен для повторной зачистки и перекалывания волокна);
-
схема разварки;
-
изолента для крепления перехода волокон, сборки осколков стекла после завершения разделки и сварки.
Как спаять оптоволокно: пошаговая инструкция
Сварка оптического волокна состоит из подготовительного и рабочего этапа.
Первая часть включает следующие работы:
-
Предварительная подготовка помещения, где температура должна быть от -10 до +50 градусов, нормальная влажность. Если работа проводится на открытом воздухе, то необходима специальная палатка кабельщика либо оборудованный для подобных целей автомобиль. При выполнении работ в условиях низких температур необходим обогреватель, который предотвращает хрупкость волокна и быструю разрядку аккумулятора непосредственно сварочного аппарата.
-
Подготовка рабочего места, в качестве которого идеально подходит рабочий стол, где можно разложить нужный инструмент, а рядом иметь емкости или мешок для сбора отходов от разделки кабеля.
-
Использование спецодежды, на которую могут попасть обломки оптического волокна, следы изопропилового спирта, гидрофобного клея. Это сильно загрязнит обычную одежду, которую очистить будет сложно.
-
Организация хорошего освещения, что позволит хорошо рассмотреть волокно в отраженном свете. Также благодаря этому можно быстро уложить оптическое волокно и собрать все обломки.
Непосредственно сварка оптоволокна идет следующим образом:
-
Разделка кабеля, которая подразумевает снятие наружной изоляции, удаление бронирующего слоя, упрочняющих нитей, промежуточных оболочек и других слоев до обнажения оптического волокна.
-
Установка кабеля в муфте или оптическом кроссе.
-
Удаление оболочки оптического модуля и закрепление его на вводе сплайс-кассеты.
-
Удаление защитного гидрофобного клея ветошью, смоченной в специальной жидкости (в народе ее за специфический запах цитрусовых называют апельсинкой).
-
На волокно одного из кабеля надевают гильзу КДЗС, которая представляет две прозрачные трубочки, где внешняя изготовлена из полимера, а наружная из специального клея (между ними находится армирующий стержень из металла).
-
Стриппером удаляют защитное покрытие на расстоянии 3-4 сантиметра с помощью скалывателя и емкости для сбора осколков (если последней нет, то длина зачищенной части должна быть 5-10 см). Очищенный участок должен иметь длину 5-10 см.
-
Обработка очищенного участка оптического волокна безворсовой салфеткой, которую предварительно смачивают в изопропиловом спирте для удаления пыли и возможных остатков лака.
-
Очищенное волокно укладывают в скалыватель для обрезки строго перпендикулярно к его оси (при отклонении резко падает качество сварки и может падать скорость передачи данных).
-
Сколотые концы оптического волокна укладывают в канавки сварочного аппарата и фиксируют специальными прижимами на расстоянии примерно 1 мм до расположения линии электродов (важно при переносе не касаться им других поверхностей из-за попадания частиц пыли, что ухудшает качество сварного шва).
-
Закрываем крышку сварочного аппарата и запускаем цикл сварки, в рамках которого происходит определение типа для включения режима дуги (если в автоматическом режиме это сделать не удалось, то характеристики можно определить вручную).
-
Непосредственно сварка в аппарате идет в несколько этапов. Так, первоначально подается небольшой токовый разряд и формирование микро дуги для удаления пылинок и загрязнения с поверхности скола. Затем идет полное сближение соединяемых поверхностей друг к другу с контролем по координатам и изображению на просвет. Если все в порядке, то происходит запуск основной дуги с одновременным дополнительным сближением. В зависимости от модели аппарата возможен затем контроль качества на механическую прочность с помощью подачи определенного разрывающего усилия.
-
Извлекаем готовое оптоволоконное соединение и на место стыков продвигаем КДЗС таким образом, чтобы место сварки находилось посередине.
-
Переносим готовое волокно в камеру нагрева для расплавления гильзы, а после завершения оставляем кабель для охлаждения перед укладкой в сплайс-кассету для предотвращения деформаций.
Разварка оптики в кроссе и муфте
Кроссы служат для подключения оптического кабеля в серверной, базовой станции или на других объектах. Входящий в них кабель сваривают с пигтейлом (каждый к своему). С другой стороны у пигтейла находится коннектор для установки в розетку внутри самого кросса. Для подключения используют несколько вариантов адаптеров:
-
FC;
-
SC;
-
LC;
-
FC/APC;
-
SC/APC;
-
LC/APC.
Также есть переходники между разными стандартами, но в них идет потеря сигнала, которая на большой протяженности может быть критичной, поэтому в этом случае желательна разварка оптики и замена на единый стандарт.
Переходник FC обеспечивает высокое качество соединений, поэтому подходит для ответственных направлений, где важна минимальная потеря. Из других преимуществ укажем на проверенность времени, прочность. Недостатком же станет неудобство монтажа, что усиливается при нахождении большого количества подобных адаптеров.
Адаптер SC аналогичен предыдущему, но здесь профиль имеет форму квадрата, а материал выполнен из пластика. Если сварка ВОЛС предполагает установку коннектора подобного типа, то данный вариант проще в монтаже (достаточно защелкнуть в розетке), удобно при переключении. Одновременно подобное соединение имеет меньшую долговечность из-за ограниченного ресурса подключений и отключений. Еще одним потенциальным недостатком станет факт изменение качества соединений при касании линии, что критично для магистральных и важных линий.
Коннекторы LC и LC Duplex также по характеристикам схожи с SC, но здесь имеют меньшие габариты, что позволяет разместить вдвое больше портов на кроссах аналогичного размера. Также компактность позволяет устанавливать коннекторы непосредственно на платах мультиплексоров.
Особенность адаптеров FC/APC, SC/APC, LC/APC в наличии косого угла полировки наконечника. Подобное решение снижает обратное отражение, которое имеет место в местах стыка двух коннекторов. Так как угол маленький и незаметен невооруженному глазу, то подобные коннекторы и адаптеры имеют зеленый цвет. Соединять между собой соединения с разным видом полировки допустимо только после снятия рефлектограммы, так как промежуток может привести к большим потерям сигналам и значительному обратному отражению.
Сварка оптоволоконного кабеля и муфты может идти по разным схемам распайки. Обычно речь о прямом соединении, но на практике надо вести соединение на три и большее число кабелей, что превращается в нетривиальную задачу без наличия должного опыта. Как таковая пайка оптоволокна Т-образного формата не бывает и отдельные волокна соединяют между собой попарно. Другие же соединения получают с помощью сплиттеров, имеющих заводское происхождение. У них есть 1 вход и несколько выходов, а разделение сигнала идет пассивным методом, то есть физическим разделением. Сами схемы, по которым идет разварка оптического кросса, зависят от количества и типа оптических кабелей, количества волокон и других характеристик.
Купить волоконно оптический кабель вы можете на нашем сайте, отправив запрос меденжеру через форму обратной связи.
После подготовки, маркировки и разделки оптического волокна можно переходить к сварке. Для сварки оптоволокна нам понадобится следующее оборудование и инструменты:
- Спирт для очистки и обезжиривания волокна.
- Безворсовые салфетки.
- Пинцет.
- Изолента.
- Заранее подготовленная оптическая муфта-кросс.
- Стриппер (на всякий случай).
- Скалыватель.
- Сварочный аппарат.
Вымойте руки (они должны быть идеально чистыми, чуть ли не стерильными), включите сварочный аппарат и приступайте непосредственно к работе. Не забудьте предварительно надеть гильзу КДЗС.
Последовательность шагов следующая:
1. Пропитайте спиртом салфетку так, чтобы не коснуться пальцами той ее части, которой вы будете протирать волокно. Это легче сделать, если сложить салфетку в несколько раз и держаться за ее внешний слой, а протирать внутренним.
2. Тщательно, с небольшим усилием протрите зачищенные от лака (о зачистке стриппером концов оптоволокна от лака мы говорили ранее) стеклянные части волокна. Для следующего оптоволокна желательно взять новую салфетку, потому что есть риск того, что вы либо коснетесь салфетки пальцами, либо просто не сможете вытереть ее тщательно.
3. Сколите очищенное волокно с помощью скалывателя. После этого оптоволокно нельзя откладывать в сторону, класть на салфетку или в другое место – оно должно быть идеально чистым.
4. Положите подготовленный световод в сварочный аппарат, в V-образную канавку. Нельзя дуть, кашлять или чихать в сторону этой канавки. Лучше вообще не дышать на нее, чтобы внутрь не попала даже микропылинка. Если она окажется на торце волокна, то сварной шов будет некачественным, то есть безнадежно испорченным.
Уложить волокно в канавку нужно так:
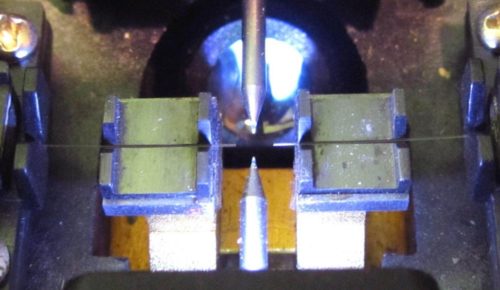
Обратите внимание, что волокно выступает за край канавки, но не доходит до воображаемой линии между электродами.
5. Закройте зажим каретки сварочного аппарата.
6. Проделайте этапы 1-5 для второго волокна.
7. Нажмите кнопку сварки.
8. Далее сварочный аппарат начинает работать в автоматическом режиме:
- сдвигает волокна и регулирует их положение;
- «сдувает» мелкие пылинки коротким разрядом;
- сводит концы еще раз более точно, проверяет качество сколов;
- сваривает разрядом;
- оценивает качество сварного шва;
- проверяет шов на прочность.
9. Достаньте волокна, сдвиньте на шов гильзу КДЗС.
10. Положите волокна в печь для термоусадки гильзы.
11. Дайте гильзе остыть.
12. Уложите волокна с гильзой в кассету, зафиксируйте в ней оптоволокно изолентой.
Если что-то пошло не так и аппарат написал, что сварка неудачна или обнаружил большие потери сигнала, то нужно переделать сварной шов, то есть проделать все сначала.
На видео – пример работы на аппарате Signal Fire AI-7:
Далеко не всегда у пайщика есть возможность работать в чистоте – иногда ему приходится сваривать волокна на улице под дождем или на морозе, на чердаке, в канализации. Но все равно нужно постараться создать максимально стерильные условия, аккуратно разместить на столике инструменты и аппараты, проверить, не шатаются ли они. И ни в коем случае не ронять сварочный аппарат. Он стоит дорого, а повредить его можно элементарно.