

Трубы из полиэтилена (ПЭ) рассчитаны на монтаж водопроводных и газопроводных сетей, вентиляционных каналов. Материал не подвержен коррозии, не накапливает отложений, морозостоек (до -70 0С), безопасен для экологии. Показатели термостойкости варьируются в интервале +40+50 0С, сшитый полиэтилен сохраняет свойства до +95 0С.
Сварка полиэтиленовых труб ГОСТ обеспечивает стабильные характеристики на протяжении всего контура, включая стыковые участки.
Основные методы сварки
Полиэтилен относится к материалам с расширенным диапазоном вязкотекучих состояний и характеризуется свариваемостью без ограничений. На практике используют два варианта формирования систем:
- Стыковая сварка ПЭ ГОСТ: технология образования неразъёмных соединений позволяет получить трубопровод с высокой герметичностью зон. Области стыков по прочности не отличаются от гладких участков.
- Электромуфтовый метод: для работы используют специальные сварочные аппараты, благодаря которым можно соединять элементы в стеснённых условиях. Сваривание выполняют с использованием закладных нагревательных спиралей на участках труб от 20 мм.
Для каждого метода разработаны условия формирования прочных и герметичных соединений, рассчитанных на определённую сферу использования.
Стыковой способ
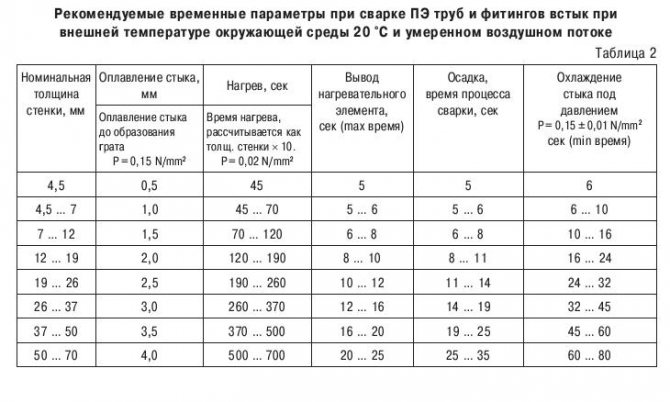
Условия процесса контролируются показателями давления и временными отрезками на нагревание и охлаждение соединяемых частей. Зависимости показаны в таблице.
|
Сравниваемые параметры |
Материал труб |
|
|
ПЭ низкой плотности |
ПЭ высокой плотности |
|
|
Температура нагрева, 0С |
220 ±10 |
220 ±10 |
|
Давление в области стыка в условиях с нагретыми торцами, МПа |
0,02–0,05 |
0,02–0,05 |
|
Рекомендованное время нагрева (с) действительно при следующих параметрах толщин стенок (мм) 4 6 8 10 12 14 16 |
35 50 70 85 100 120 160 |
50 70 90 110 130 160 180 |
|
Давление осадки, МПа |
0,1–0,2 |
0,2–0,3 |
|
Минимальное время на охлаждение стыковой зоны (мин) рекомендовано для следующих диапазонов толщин стенок (мм) 4–6 7–12 14–16 |
3–4 5–8 10–15 |
3–5 6–9 10–15 |
|
Данные на охлаждение и нагрев приводятся для температуры окружающей среды для окружающего воздуха при температуре +20 0С. |
Сварка полиэтилена ГОСТ стыковым способом применяется для соединения участков труб с диаметрами от 50 мм. Вариант не рекомендуется для изделий с меньшим сечением из–за образования внутреннего грата, уменьшающего проходной канал.
Электромуфтовый метод
Расплавление участков закладными спиралями ведётся в условиях контролируемой герметизации, создаваемой благодаря тепловому расширению материала.
- В процессе сварки ПЭ труб ГОСТ на нагревательный элемент подаётся ток, плавящий полимер.
- Нагрев передаётся на торцевые части под муфтой.
- Участок расширяется, при этом возникает необходимое для процесса давление.
После отключения подачи тока материал остывает с образованием равномерно герметичного стыка.
Особенности монтажа
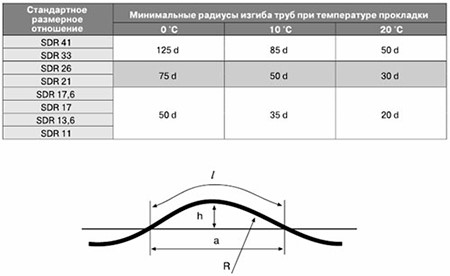
Для полиэтилена характерно изменение линейных параметров в процессе нагрева и охлаждения. У контуров подземной прокладки расширение и сжатие менее выражены. Для того чтобы снизить влияние эффекта используют схему укладки с изменением направления («змейкой»). Также необходимо учитывать снижение гибкости с понижением температуры. В таблице приводится соотношение допустимых радиусов изгиба к температуре среды.
Готовое сварное соединение проверяется по следующим критериям:
- Симметрия шва: зона выглядит одинаковым по обеим сторонам от места стыка. Отсутствие видимой симметрии указывает на отличие в вязкости частей, то есть прочность шва не соответствует ГОСТ.
- Качество грата: в стыке по требованиям оттенок совпадает с цветом трубы, поверхность не содержит трещин, пор и инородных включений.
- Положение: грат охватывает зону равномерно, смещение стенок остаётся в пределах 10% от толщины.
Порядок сварки стыковым способом
Соединение ПЭ–труб проводится в следующим порядке:
- Подготовительный этап: концевые части торцуют, после чего разогревают выровненные участки до плавления. Нагревательным элементом только касаются поверхности, при этом температура расплава снаружи постепенно распространяется к внутренним частям.
- Основной процесс: после прогрева полиэтилена нагревательный элемент аккуратно отводят от поверхности, наблюдая, чтобы размягчённые торцевые части не повредились.
- Соединение встык: сразу после удаления нагревателя торцы соединяют со сдавливанием до образования симметричного валика, контролируя, чтобы части стыковались без смещения. В результате приложения давления в зоне соприкосновения образуются прочные межмолекулярные связи.
- Завершающий этап: в процессе охлаждения полиэтилен структурируется, образуя прочный шов.
Расплавленные концы труб остаются зафиксированными в сварочном аппарате, соединяясь под давлением в течение заданного периода до полного охлаждения участка.
Процедуры сварки по стыковой технологии согласно ГОСТ
Требования к качеству соединения предусматривают три метода:
- При низком давлении (таблица 1).
- С применением двойного пониженного давления (таблица 2).
- В условиях высокого давления (таблица 3).
Таблица 1

Таблица 2
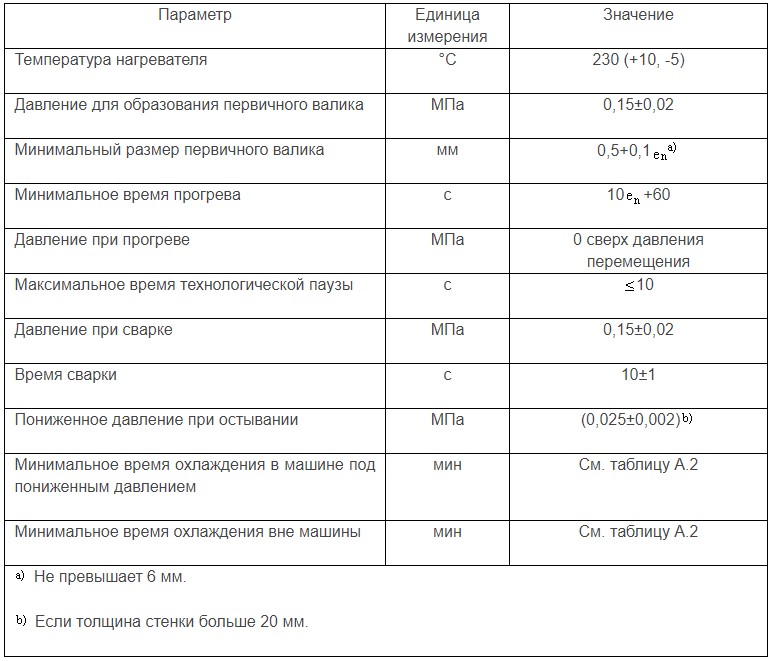

Таблица 3

Требования к сварному соединению
Процесс соединения расплавленных торцов с последующим охлаждением даёт прочный стык, при этом обе части трубы должны сохранять гибкость. Для того чтобы получить преимущества стыкового метода, важно соблюдать рекомендации к каждому этапу:
- В процессе торцевания необходимо добиваться максимально ровных стыков.
- После застывания шов должен быть визуально однородным и симметричным. Если заметны дефекты и перекосы, прочность соединения окажется ниже.
- Сварочное оборудование должно выдавать необходимую температуру.
Удаление нагревателя и последующий прижим торцов выполняют быстро и аккуратно, чтобы расплавленный полимер не деформировался. Необходимо следить, чтобы на поверхность не попадала влага, пыль и другие загрязнители — всё перечисленное ослабляет шов, снижая долговечность стыка.
Контроль качества
Характеристики соединения проверяют следующими методами:
- Тест на растяжение (согласно требованиям ИСО 13953).
- Проверка на сопротивление гидростатическому давлению (ISO 1167–1,3,4 при +80 0С на протяжении 1000 ч).
- Исследование показателей при высокоскоростном растяжении (регламент АСТМ Ф2634).
Неразрушаемый контроль по месту работ проводится путём визуальной оценки качества шва.
Характеристики образовавшегося соединения должны соответствовать параметрам полиэтилена, а также условиям проведения сварочных работ. Дополнительно могут использоваться методы ультразвуковой диагностики и рентгенографии для обнаружения внутренних пустот и инородных включений.
Сварка ПЭ труб с соблюдением нормативов ГОСТ гарантирует образование герметичных соединений, не уступающих по техническим характеристикам бесстыковым участкам. Аппараты для стыковой и электромуфтовой технологии представлены в каталоге ПРОСВАР. По вопросам, связанным с техническими возможностями, консультируем бесплатно, помогаем с выбором.
- Вступление
- Плюсы и минусы труб ПНД
- Способы соединения ПНД полиэтиленовых труб
- Нужное для сварки
- Подготавливаем трубы ПНД перед сваркой
- Нормативы сварки встык
- Делаем стыковую сварку ПНД труб своими руками
- Производим установку и сварку труб ПНД
- Рекомендации профессионалов
- Приобретение ПНД труб и оборудования по оптовым ценам
Вступление
ПНД – полиэтилен низкого давления высокой плотности, который производят методом полимеризации из горючего газа этилена. ПЭ – первичный
полиэтилен низкого давления, из того же сырья, но более чистый, с более однородной структурой, без примесей. Соединение труб в единую
магистраль производится разными способами. Может быть разъемным и неразъемным. Сварка ПНД труб выполняется так же, как и сварка труб ПЭ.
Пайка труб похожа сравнительно со сваркой ПНД. Все-же принято называть этот процесс сваркой не пайкой ПНД труб, так для соединения ПНД труб
есть сварочные аппараты, отнюдь не паяльные.

В статье представлено подробное описание особенностей соединений и алгоритмов их осуществления. Все необходимое для строительства трубопровода
можно купить в нашем интернет-магазине.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются
химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и
канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с
помощью разъемных соединений. Трубы больших диаметров свариваются. - Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование
отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса. - Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения
и ухудшения эксплуатационных качеств. - Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и
вкусовые качества. - Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы
на их доставку (легкий вес и не хрупкость) - Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и
становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для
наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует
чувствительность к этому фактору воздействия. - Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких
температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы,
обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные
компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы. - При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Способы соединения ПНД полиэтиленовых труб
Легкие полиэтиленовые трубы просто монтируются без привлечения тяжелой техники. Возможны разъемные и неразъемные соединения. Сварка выполняется
сварочными аппаратами, предназначенными для труб ПНД. Разъемная установка производится с помощью специальных приспособлений.

Разъемные соединения
Для разъемных соединений используются соединительные детали. Такие стыки можно разбирать. Среди преимуществ — простота монтажных работ,
обслуживания и ремонта. Расходы меньше затрат на сварку, для которой нужно иметь специальную технику. Метод используется для установки
труб под водой и в других условиях, где сварочное соединение невозможно.
Разъемные соединения незначительно, но уступают по прочности сварным, поэтому их не применяют в газовых и напорных водопроводных системах.
Выполнить из можно четырьмя способами. Есть фитинговые, раструбные, фланцевые.

С использованием фитингов из ПНД
Это соединение основано на применении резьбы и компрессионного фитинга, который состоит из втулки (цанги), накидной гайки, зажимного и
уплотнительного колец, корпуса – фиксатора для гайки. Для организации переходов и разветвлений в комплектацию могут быть добавлены
различные конструкционные элементы.
Подходит для труб диаметром не более 50 мм и обеспечиваит быстрый, простую прокладку магистрали. Может стыковать участки разных
размеров и изготовленные из разных материалов (металлопластика, пропилена). Получается надежное, герметичное соединение многоразовой
эксплуатации.
Работы выполняются следующим образом:
- Фитинг продается в собранном виде, поэтому перед началом работ его разбирают.
- Трубу подготавливают, обеспечивают ее чистоту, подрезают фаску под углом 45⁰ с помощью фаскоснимателя или острого ножа.
- На торцах подготовленного края трубы обозначают глубину вхождения фитинга с помощью маркера.
- Герметичность усиливается обработкой трубных торцов жидким мылом.
- Труба вводится в соединительный элемент (кольцо) до упора.
- Затягивается обжимная гайка на резьбе без избыточного зажима.
Применяется для безнапорных канализационных, водопроводных (технических и питьевых) систем. Не применяется для газовых транспортных
систем, подземных трубопроводов.
Раструбный способ соединения
Редко применяемый способ соединения, так как не обеспечивает высокую герметичность. Используется дополнительная труба с раструбом в
качестве соединительного элемента.
Работы выполняются следующим образом:
- Оба участка очищаются, тестируются на отсутствие трещин и повреждение.
- Конец соединительной трубы подрезается.
- На раструбной трубе устанавливается резиновая прокладка.
- Оба конца обрабатывают силиконовым или клеевым составом.
- Соединяемая труба вводится в торец раструбной трубы с уплотнителем.
Подходит для построения тоннелей для кабелей или для создания безнапорной канализационной системы. Может применяться для трубопроводов
с участками из разных материалов (полиэтилена и чугуна).
Соединение труб посредством установки фланца

Для соединения труб с большим диаметром обычно используется фланцевое соединение. Основным соединительным элементом является круглый и
квадратный фланец с отверстиями для крепежных деталей (болтов). Фланец является опорой для креплений. Обеспечивает высокопрочное и
герметичное соединение. Позволяет создать проходные и тупиковые варианты, подключить к системе вентили, регуляторы, а также соединить
участки трубопровода из разных материалов (полиэтилен и металл).
Работы выполняются следующим образом:
- Поверхностные части трубы и фланца очищают и обезжиривают, осматривают, чтобы исключить повреждения.
- Устанавливается прокладка по центру – важно не допустить перекос.
- В соединяемые трубы уставляются фланцы с проверкой их перпендикулярности с помощью угольника.
- Затягивают болты.
Используется в промышленных условиях, химической отрасли, ЖКХ для организации трубопроводов с большим сроком эксплуатации. Подходит для
напорных систем, для которых все же рекомендуется применять сварочные соединения.
Неразъемные соединения — сварка ПНД труб

Единственно возможный способ для установки трубопроводов с большим диаметром. Отличается высоким уровнем герметичности, так как под
воздействием высоких температур создается высокомолекулярное соединение, которое можно сравнить с целостной поверхностью. Полиэтилен
относится к материалам с хорошей свариваемостью, так как поддерживает вязкотекучее состояние в широком температурном диапазоне и имеет
небольшую вязкость расплава.
Из наиболее востребованных сварок выделяют стыковую, раструбную, электромуфтовую (с закладными нагревателями).
Сваривание труб встык
Стыковая сварка пнд – наиболее частый способ сварки. Соединяются торцы двух деталей с одинаковым диаметром и одинаковой толщиной стенок
с помощью сварочного аппарата. Для напорных систем выполняется в промышленных условиях специальными машинами (механическими и
электрогидравлическими), так как соединение встык требует высокой точности и аккуратности исполнения. Вручную можно делать только для
безнапорных трубопроводов.
Работы выполняются следующим образом:
- Подготавливается идеально ровная рабочая поверхность.
- Детали очищаются, обезжириваются, торцуются.
- Трубы проверяются на отсутствие деформаций, повреждений, эллипсности.
- Равномерно по всему диаметру торцы труб нагреваются аппаратом до температуры размягчения материала.
- Размягченные концы совмещаются и прижимаются под давлением на протяжении времени, необходимого для остывания полиэтилена.
В результате получается идеально ровный симметричный шов, обеспечивающий равнопрочный участок трубопровода по отношению к цельному
материалу. Метод снижает затраты на установку.
Сваривание встык трубопровода экструдером под углом

Экструзионная сварка позволяет создать соединение прочностью до 70–100 % от прочности целостного материала. Выполняется с помощью
оборудования, которое состоит из нагревательного элемента, шнека, воздухоподающей системы, накопителя для гранул и башмака,
придавливающего присадку. Подходит только для соединения труб из одинакового материала.
Работы выполняются следующим образом:
- Трубы очищаются, обезжириваются, тестируются на наличие дефектов.
- Торцам соединяемых труб придается необходимая форма.
- Поверхность предварительно нагревается воздухом из экструдера.
- Присадка (в виде гранул, проволоки) сплавляется в экструдере и подается на стык труб с контролем сползания с помощью башмака.
- Создается давление и происходит сваривание присадки с материалом соединяемых торцов труб.
- Шов остывает в естественных условиях.
Применяется для установки безнапорных трубопроводов. Толщина стенок труб должна превышать 6 мм, чтобы не допустить деформацию
изделия.
Раструбный метод сварки с использованием фитингов и муфт

Для соединения ПНД труб с применением фитингов – деталей с вмонтированными нагревательными элементами, нужно подготовить такие
инструменты, как труборез, калибратор, фаскосниматель, сварочное оборудование с насадками. Могут использоваться специальные
фитинги-тройники для организации отводов. Герметичность муфтового соединения обеспечивается, благодаря тепловому расширению трубы.
Работы выполняются следующим образом:
- Соединительный элемент разбирается.
- Торцы соединяемых труб очищаются, выполняется фаска.
- Производится калибровка для получения симметричной окружности.
- Трубы с чистыми обезжиренными торцами вставляются в фитинг, подсоединяются к сварочному аппарату и нагреваются.
- Происходит сплавление деталей в цельную поверхность.
Такая сварка с раструбом применяется для соединения труб со стенками толщиной не более 5 мм. Особенно удобна для участков, к которым
сложно подвести оборудование для стыковой сварки.
Нужное для сварки
Для разных конфигураций систем трубопроводов и разных методов соединения нужны разные инструменты, приспособления, фитинги, муфты и другие
детали. Для сварки труб ПНД используется специальное сварочное оборудование и, собственно, трубы.
Фитинги для сварки
Фитинги для труб ПНД являются элементом, соединяющим участки трубопровода, а также создающим условия для его разветвления, поворота трассы,
перехода между трубами разного диаметра и из разных материалов.
Сварные фитинги

Бывают литые и сварные. Соединяются с трубами методом сварки с помощью специального аппарата по принципу соединения труб методом
стыковой сварки. Как правило, используются на участках поворота или изгиба трубопровода. Результат – прочность соединения, равная
прочности сплошного материала. Сварные фитинги недорогие, долговечные и доступны в большом ассортименте размеров и видов. Не
предусматривают разборку системы.
В нашем каталоге представлен выбор сварных фитингов в форме отводов с разным углом поворота, крестовин, тройников, переходов.
Компрессионные фитинги

С помощью фитингов компрессионных выполняются разъемные соединения без сварки. Представляют собой полиэтиленовый корпус с уплотнителем
в местах соединений, зажимных колец, втулки и крышек в виде гаек, которые защищают место стыковки. С их помощью можно создать
достаточно прочное соединение со средним уровнем герметичности.
Электросварные фитинги

Электросварной фитинг может соединять несколько труб в одну систему. Представляет собой полиэтиленовый корпус с помещенным вовнутрь
проволочным нагревательным элементом. В фитинг вставляются трубы, расплавляются под воздействием высоких температур и формируют
долговечное, прочное соединение. Такая сварка может выполняться в ручном и автоматическом режиме в соответствии с регламентирующими
параметрами, указанными на фитинге. Шов не деформируется и реагирует на агрессивные условия так же, как и цельная труба.
В каталоге нашего интернет-магазина можно выбрать детали для сварки пнд фитингов с разными характеристиками.
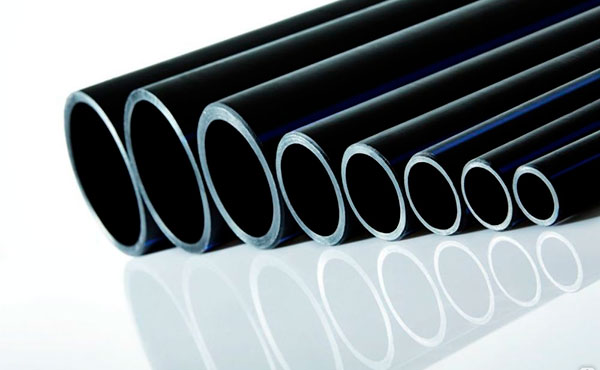
Трубы ПНД, ПЭ для сварки

Первая буква аббревиатуры ПНД указывает на материал, из которого изготовлена труба, две следующие – на технологию его производства. Это —
трубы из полиэтилена, изготовленного в условиях низкого давления (менее 2 Мпа). Плотность готового материала невысокая, поэтому его вес
незначительный, что значительно упрощает установку полиэтиленовых трубопроводов. Достаточная эластичность трубы обеспечивает ее
способность значительно удлиняться и исключать разрывы при деформации, которая может возникнуть в условиях высокой температуры или
механического воздействия, например, от давления, оказываемого ледяной пробкой. К тому же, они легко сгибаются, что позволяет создавать
сложные конфигурации трассы. Материал прочный и инертный по отношению к агрессивным средам, в том числе масляным. Исключается образование
ржавчины. Отлично поглощает гидроудары.
Трубы для холодного водоснабжения

Трубы ПНД для транспортировки холодной питьевой и технической воды имеют маркировку в виде продольной полосы синего цвета. Отличаются
гладкой поверхностью внутренних стенок, на которых не образуются наслоения солей и других осадков, поэтому в течение срока
эксплуатации трубопровод функционирует с равномерным напором потока воды.
Газовые трубы ПНД

В газовой транспортной системе может использоваться только труба ПНД под сварку. Другие виды соединений невозможны. Такие трубы
отличаются высокой пропускной способностью и большим сроком эксплуатации, выдерживают высокое давление. В качестве опознавательной
цветовой маркировки наносится желтая продольная полоса.
Трубы для горячего водоснабжения и отопления

Учитывая горючесть полиэтилена и относительно низкую температуру его плавления (около +60 °C), для трасс горячего водоснабжения и
отопительных систем применяются трубы ПНД с армированием стекловолокном. В качестве сырья используется полиэтилен марки ПЭ-100 и
ПЭ-100+, отличающийся высокой прочностью на разрыв. Для этой области применения больше подходят полипропиленовые трубы с размягчением
при +140 °C.
Трубы гофрированные двухслойные с раструбом SN8

Гофрированные полиэтиленовые трубы с раструбами обычно используются в водоотводных и канализационных безнапорных трубопроводах. Имеют
большой срок службы, легко монтируются и устойчивы к агрессивным средам. Гофра на наружной стенке создает высокую жесткость изделия.
Внутри стенки гладкие, поэтому осадки канализационных стоков, не образуются на поверхности, не сужают проход. Возможно создание
соединений с высокой герметичностью с помощью раструба, термоусадочных и электросварных муфт.
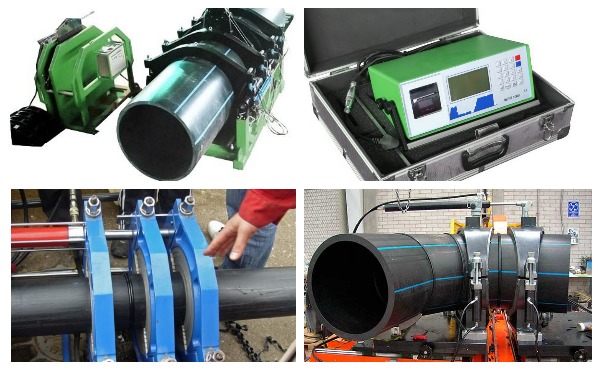
Инструменты и оборудование

Сварные работы для соединения ПНД труб выполняются с помощью такого основного оборудование, как:
- центратор, позволяющий точно совместить края труб;
- торцеватель, работающий от электроэнергии;
- гидравлический или механический сварочный аппарат;
- сварочный аппарат для электромуфтовой или раструбной сварки;
- нагреватель, в котором может быть встроен терморегулятор для установки необходимой температуры.
На нашем сайте представлены гидравлические сварочные аппараты мощностью от 3.35 до 87 кВт, для труб диаметром от 63 до 2500 мм, с
максимальным рабочим давлением от 6 до 25 Мпа. Также, есть механические сварочные аппараты общей мощностью кВт1.7 для труб диаметром от 40
до 200 мм, и объемом от 0.343 до 0.9 м3. Предлагаем дополнительное оборудование.
Чтобы правильно выбрать, важно учитывать тип сварных работ, диапазон возможных диаметров сварных конструкций, условия (ограничение доступа
к трубопроводу), мощность, необходимость в дополнительных аксессуарах.
Гидравлические сварочные аппараты

Гидравлические аппараты для сварки представляют собой малогабаритное электрическое оборудование, с помощью которого легко выполнить
сварку полиэтиленовых труб удобно, быстро и качественно. Они производят стыковое соединение с расплавлением торцов соединяемых труб и
их сжатием под давлением до полного остывания, затвердения. Способны оказывать любое сварочное усилие, поэтому подходят для труб с
большим диаметром.
Механические сварочные аппараты

Механические аппараты используются для сварки встык ПВД труб диаметром не более 160 мм, так как работают от механического привода,
который запускается оператором с помощью физической силы, применяемой к рычагу или винту. Трубы ПНД под сварку с большим диаметром
требуют прилагать много усилий.
Подготавливаем трубы ПНД перед сваркой

Перед началом сварки ПНД труб выполняется подготовка, которая заключается в:
- Уточнении параметров труб, которые должны соответствовать требованиям сварочных работ. Например, толщина стенок для сварки встык не должна
быть меньше 5 мм, иначе возможна деформация материала и снижение прочности соединения. - Закупке труб и дополнительных элементов трубопровода (угловых фитингов, тройников, отводов, зажимов, уплотнителей).
- Осмотре соединяемых труб для выявления повреждений, деформаций (важно, чтобы окружность торца была симметричной, а не эллипсоидной).
- Обработке торцов соединяемых труб из полиэтилена в соответствии с технологией сварки.
- Проверке сварочного оборудования, проведении визуального осмотра и тестового запуска.
- Очищении рабочих инструментов от материала предыдущего сеанса работы, обезжиривании поверхности.
- Проверке уровня масла гидравлического сварочного аппарата, если он используется.
- Тестировании контрольно-измерительных приборов на точность показаний.
Нормативы сварки встык

Для сварки труб ПВД применяется ГОСТ Р 55276-2012, соответствующий ИСО 21307:2011, в котором описываются процедуры сварки в стык ПНД и фитингов
для создания трубопроводов для транспортировки газа и воды. Стандарт определяет принципы в отношении оценки качества результата. Чтобы оценить
качество сварочного оборудования, нужно обратиться к ГОСТу Р ИСО 12176-1.
Также, при выполнении сварки применяются другие нормативные документы. Для строительства наружного водопровода СНиП 3.05.04-85 и для
строительства подземных газопроводов СНиП 42-01-2002. Технология же стыковой сварки труб ПНД описана в СТО 2-2.1-411-2010. Если полиэтиленовые
трубы используются для нефтепроводов, то для их установки руководствуются ВСН 003-88.
Важно!
ГОСТ Р 55276 в большей степени предоставляет информацию, которая нужна технологу, а не сварщику. В современной
реальности с ним связаны ограничения, не устраняемые стандартом, например, норматив определяет максимальную толщину стенок труб на уровне
70 мм, а производят изделия в том числе с параметром 90 мм, для которых не разработан стандарт.
Делаем стыковую сварку ПНД труб своими руками

Стыковую сварку ПНД труб можно выполнить самостоятельно с применением сварочного аппарата, который приводит к размягчению полиэтилена и
образованию прочного шва. Этот метод подходит только для труб, изготовленных из одного материала и с одним диаметром. Требует навыков от
исполнителя. Лучше иметь квалификацию сварщика, чтобы гарантировать точность соединения. Перед началом работ важно подготовить оборудование,
осмотреть сварочный аппарат, очистить его.
Технологический процесс стыковой сварки полиэтиленовых труб
Работы по самостоятельной сварке стыков ПНД труб выполняются следующим образом:
- Трубы обрезаются с запасом полиэтилена, который будет образовывать сварочный шов.
- Трубы торцуются, чтобы создать идеально ровный край для лучшего контакта.
- Трубы устанавливаются в сварочный аппарат, центруются для обеспечения высокого качества сварки.
- Между деталями нужно вложить нагревательный элемент и нагревать торцы до их расплавления в течение времени, определяемое качеством
материала, толщиной стенок трубы. - Сразу после устранения нагревательного элемента следует прижать соединяемые трубы с усилием для выполнения осадки под определенным
давлением, которое создается гидравлическим приводом или рычагом. - Выждать до полного остывания полиэтилена. Следить за тем, чтобы не образовался наплыв материала, не изменился диаметр трубы.
Важно!
Для стыковой сварки труб большого диаметра лучше использовать автоматический аппарат, который выполнит
точную центровку и аккуратную стыковку.
Производим сварку труб ПНД
При соблюдении всех нормативов сварка ПНД 32 разными методами обеспечивает образование прочных соединений. Выполняется с соблюдением техники
безопасности, выполнением рекомендаций, требований и ограничений регулирующих документов, в том числе ГОСТов.
Перед началом работ, трубы проверяются на точность окружности основания, толщину стенок, соответствие всех деталей, необходимых для сварки.
Какие есть виды трубопроводных систем из ПНД

Из полиэтилена низкого давления производят трубы, которые применяются для строительства трубопроводов для транспортировки:
- холодной и горячей воды;
- газовых сред;
- технических сред (нефтепроводы);
- канализационных и дренажных стоков.
Кроме того, ПНД трубы часто используются как изоляция для прокладки кабеля.
Важно!
Хотя ПНД трубы используют для подземных и наземных трасс, важно помнить, что полиэтилен теряет свои
качества при продолжительном воздействии на него ультрафиолетовых лучей, в результате чего снижается надежность и долговечность
трубопроводов.
Выбор метода сварки
При выборе способа соединения ПНД труб важно учесть:
- условия выполнения работ;
- особенности эксплуатации трассы;
- необходимость в текущем ремонте;
- требования к давлению в трубах;
- особенности транспортируемой среды;
- характеристики соединяемых труб;
- сложности конфигурации системы.
Важно!
Существуют ограничения в применении разных методов сварки в зависимости от диаметра трубы.
Универсальный метод — с применением терморезисторных муфт, но в силу высокой стоимости муфт и сварочного оборудования, он не относится к
самым востребованным. Наиболее распространен экономный метод стыковой сварки, несмотря на сложность исполнения. Не сопровождается
дополнительными расходами на соединительные элементы и сложное оснащение.
Стыковой метод сварки

Стыковой метод сварки относится к неразъемным соединениям. Сварка ПНД своими руками выполняется по общему алгоритму. После подготовки,
зачистки торцов труб производится их расплавление с помощью сварочного аппарата с гидравлическим или механическим приводом и
соединение их на молекулярном уровне посредством сжатия и удержания. Требует внимательности в отношении контроля над степенью
нагревания и сжатия труб.
В результате, после остывания соединения образуется прочный шов, который не уступает по качеству и герметичности целостной поверхности
трубы. Для разных условий существуют разные требования к времени нагрева и остывания, которые надо уточнять в специальных
таблицах.
Важно!
Ограничивающим применение этого метода является толщина стенок соединяемых труб – должна быть не более
5 мм.
Относится к наиболее долговечным неразъемным соединениям в безнапорных и напорных трубопроводах. Среди отрицательных моментов
технологии – отсутствие возможности легкого демонтажа при возникновении необходимости в техническом обслуживании и профилактических
работах
Электромуфтовое соединение

Электромуфты представляют собой полиэтиленовые соединительные элементы с нагревательной спиралью внутри. В них вставляются
подготовленные зачищенные и обезжиренные соединяемые трубы, торцы которых плавятся под воздействием температуры, и образуется надежное
электросварное соединение.
Важно!
Следует обеспечить полную неподвижность всех элементов конструкции в процессе плавления и
остывания.
Муфтовый метод сварки полиэтиленовых трубопроводов отличается быстротой и простотой исполнения, подходит для труднодоступных участков
трубопроводов, но сопровождается дополнительными затратами на приобретение специальных электросварных фитингов для пэ сварки,
(терморезисторных электромуфт с раструбом – по названию этого приспособления метод еще называется терморезисторным соединением).
Базовые инструкции
Для создания прочных и долговечных соединений важно соблюдать общие правила технологии сварки полиэтиленовых труб:
- соединять только совместимые трубы согласно условиям метода соединения (учитывать материал, толщину стенок, диаметр);
- температура и время нагревания должны соответствовать стандартным показателям;
- в процессе сварки использовать оборудование с возможностью регулировать температуру плавления и давление в течение нагрева,
охлаждения; - правильно провести подготовку, очистить и обезжирить трубы;
- устранить факторы, негативно влияющие на процесс (грязь, прямые солнечные лучи, ветер, низкие температуры).
Следуя базовой инструкции можно добиться безупречных результатов.
Этапы работ
Базовые этапы для стыковой сварки пэ и пнд труб:
- Подготовка идеально ровной горизонтальной рабочей поверхности.
- Перед сваркой ПНД труб выполняется очистка их торцов.
- Установка соединяемых труб в центраторе сварочной системы с созданием необходимого зазора между концами.
- Запуск сварочного аппарата и его прогрев до рабочей температуры.
- Расплавление материала труб до нужной вязкости.
- Сведение труб с достаточным усилием и удержание в таком положении до остывания и сваривания.
- Проверка равномерности шва.
- Извлечение соединенной трубы из аппарата.
Установка и сварка ПНД труб в систему

Полиэтиленовые трубы удобны в эксплуатации и имеют преимущества по сравнению с трубами из других материалов. Они прочные, долговечные,
пластичные, недорогие, отличаются небольшим весом, широким диапазоном рабочих температур, поддаются сгибанию и легко плавятся, что
позволяет применить к ним разные способы сварки, а также использовать методы разъемных соединений. Благодаря универсальности, можно
создавать сложные трубопроводные системы с разветвлениями, поворотами, совмещением участков из труб разного диаметра, вставкой
функциональных элементов.
Установка труб в систему
Сборка полиэтиленовых труб в систему достаточно простая, особенно, если трубопровод используется в не промышленных целях. Не требует
физической силы, применения тяжелой техники и сложного оборудования. Трубы ПНД небольшого диаметра может смонтировать даже исполнитель
без опыта.
Для начала следует разработать проект трассы или составить схему подключения для небольших простых объектов. Это позволит рассчитать
протяженность магистрали и потребность в материале: трубах, фитингах, муфтах, заглушках, уплотнителях, отводах, гайках, цангах и
других деталях. Приобретается или оформляется в аренду оборудование в зависимости от выбранного способа соединения. Понадобятся такие
инструменты, как труборез, нож для зачистки срезов, центратор,
Для напорных трубопроводов или газовых магистралей применяется неразъемное соединение. Нужно выбрать вид сварки в зависимости от
размера труб и внутреннего диаметра (толщины стенок). Это может быть стыковая сварка, выполняемая с минимальными затратами с помощью
специального сварочного аппарата, или соединение посредством электромуфтовой сварки с использованием фитинга, внутри которого
интегрирован нагревательный элемент.
Сварка труб
Перед началом сварки подготавливаются материалы, инструменты, оборудование и рабочее пространство. Трубы разрезаются под пайку с
помощью электрического трубореза или его аналогов (трубной гильотины, кругового резака, ленточной пилы). Важно обеспечить максимально
ровный, симметричный срез, устранить возможные заусенцы. При необходимости трубы можно сгибать или распрямлять. Эластичность материала
позволяет это делать с помощью незначительного нагревания (можно участок обдать кипятком) и физических усилий.
Важно!
Регулировать температуру нагрева для сгибания или распрямления, чтобы избежать образование трещин в
месте сгиба (при недостаточном нагреве) или повреждение поверхности (при слишком высокой температуре).
Для соединения используется сварка труб. Для стыковой сварки важно обеспечить идеальную ровность среза. Чтобы упростить работы, можно
использовать электросварную муфту – соединительный элемент с нагревательной спиралью внутри, в который с двух сторон вставляются трубы
и автоматически центруются, расплавляются, соединяются, затвердевают в нужном положении. Использование дополнительных приспособлений
удорожает работы по созданию трубопровода, поэтому можно их количество сократить до необходимого – применять этот вид сварки только в
труднодоступных местах.
Каким способом можно сгибать и разгибать ПНД трубы

Полиэтиленовые трубы легко поддаются деформации без применения специальной техники. Сгибание и разгибание можно сделать вручную.
Чтобы выпрямить трубы, которые продаются и/или хранятся в бухтах, поэтому сохраняют в отрезанном виде кольцевые изгибы, нужно нагреть место
загиба с помощью горячей воды, строительного фена, газовой горелки или в промышленном оборудовании (в формовочной машине). Таким же
образом можно придать полиэтиленовой трубе нужный изгиб.
Важно!
Знать допустимые пределы температуры плавления и радиуса изгиба, чтобы не повредить материал.
Подробнее о порядке действий можно прочитать в статье «Как
выпрямить ПНД трубу». Способы и рекомендации», которую вы найдете здесь и в статье «Как
правильно согнуть ПНД трубу», опубликованной здесь.
Контроль качества швов
После выполнения сварочных работ производится обязательный визуальный осмотр качества швов. Согласно ГОСТу, правилам технологии сварки ПНД
выбранного типа к качеству сварных соединений
- предъявляются такие требования:
- Сварной шов должен быть равномерным по всей длине на уровне наружной поверхности соединяемых труб.
- Допускается выступ сварного шва над поверхностью соединяемых труб в диапазоне значений, соответствующих толщине стенки трубы. Шов труб
с толщиной стенок в 5 мм может выступать за их пределы не более, чем на 2,5 мм. Если толщина стенок трубы в пределах от 6 мм до 20 мм,
то предельная допустимая высота шва — 5 мм. - Важно максимально точно отцентровать соединение. Если смещение соединяемых поверхностей произошло, то оно должно не быть больше 10% от
толщины стенок трубы.
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Рекомендации профессионалов

Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого
зависит герметичность стыка и долговечность трубопровода.
Важно, чтобы:
- Перед началом сварных работ торцы труб были тщательно выравнены, очищены от пыли, грязи и обезжирены.
- Трубы в разрезе не образовывали эллипс, соединение которого снизит качество швов.
- Соединяемые пластиковые трубы удерживались в зафиксированном, неподвижном положении до полного застывания расплавленных кромок.
- Шов выглядел равномерным валиком, выступающим над поверхностью трубы (без углублений!) на высоту, обозначенную в нормативах.
- Использованные крепежные элементы с зажимными гайками были зафиксированы до проектного предела, но не более, так применение чрезмерной
силы может привести к повреждению трубы. - Перед началом работ была изучена инструкция сварки пнд труб с конкретными параметрами (качество материала, толщина стенок, диаметр).
Приобретение ПНД труб и оборудования по оптовым ценам
Каждая технология соединения имеет преимущества и ограничения или рекомендации к применению. В любом случае трубопроводы из ПНД труб – это
экономически выгодное решение. Полиэтиленовые изделия характеризуются прочностью, износостойкостью, пластичностью, универсальностью,
безопасностью, поэтому востребованы для строительства бытовых и промышленных, напорных и безнапорных магистралей для транспортировки питьевой
и технической воды, газа и технических сред.
В нашем интернет-магазине представлен широкий выбор полиэтиленовых труб разных диаметров, конструкционных элементов, фитингов, инструментов,
оборудования для установки, сварки пнд трубопровода. Сертификаты соответствия представлены для ознакомления в соответствующем разделе на
сайте. Объемы заказа не ограничены. Цены – оптовые!
Звоните нам по телефонам, указанным на сайте, чтобы проконсультироваться с нашими менеджерами в отношении ассортимента, качества и назначения
товаров, условий сотрудничества.
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Содержание статьи:
- Подготовка оборудования к сварке
- Используемое сварочное оборудование
- Подготовка к сварочному процессу
- Способы сварки PE труб
- Вариант #1 — режим стыковой сварки
- Вариант #2 — раструбная сварка ПНД труб
- Вариант #3 — электромуфтовая сварка полиэтилена
- Правильные стыковые сварные швы
- Инструкции по монтажу полиэтиленовых труб
- Присоединение трубы к компрессионному фитингу
- Врезка седелки в трубу
- Выводы и полезное видео по теме
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
- Центратор. Это станина с 4 металлическими зажимами для труб, два из которых подвижны, а два жестко зафиксированы на основании.
- Торцеватель. Представляет собой отдельное дисковое устройство для точной механической обрезки концов свариваемых труб. Устройство крепится к направляющим сварочного аппарата.
- Нагревательное зеркало. Представляет собой покрытую тефлоном округлую пластину, к которой придавливаются стыки труб для расплавления ПЭ. Имеет встроенный термометр.
- Гидравлический или механический привод. Устройство для регулирования силы сдавления труб при их нагреве и последующем соединении.
- Редукционные вкладыши. Это набор сменных полуколец для фиксации труб различного диаметра.
- Блок управления. Входит в комплекты оборудования с автоматизацией процесса сварки.
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

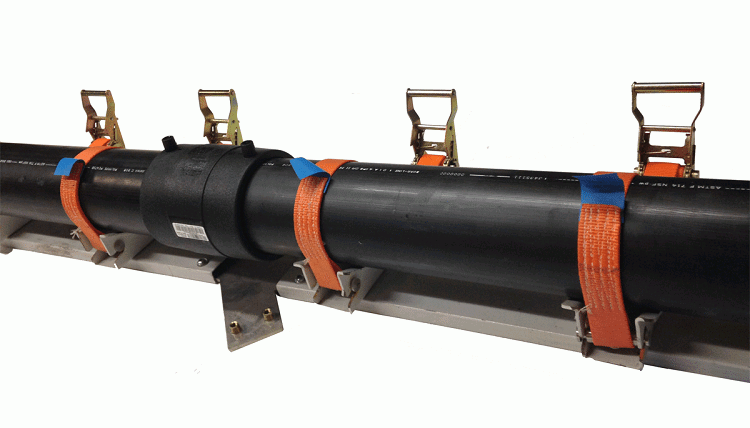
Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат;
- ножницы-труборезы;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Галерея изображений
Фото из
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Сборка трубопровода из полиэтиленовых труб
Использование оборудования в мастерской
Станок для сварки труб большого диаметра
Электромуфтовая сварка на объекте
Раструбный способ сварного соединения
Самая востребованная технология — стыковая
Возможность работы в зимний период
Прокладка герметичных коммуникаций
Подготовка к сварочному процессу
Немаловажным фактором качественной сварки трубопроводов из ПНД является их предварительная подготовка. Необходимые манипуляции для формирования хорошего сварочного шва будут представлены в виде инструкции.
Непосредственно перед нагревом спаиваемых деталей нужно:
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
После всего необходимо очистить края соединяемых деталей от стружки.

Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.
Способы сварки PE труб
Промышленный полиэтилен низкого давления (ПНД) является термопластичным материалом, свойства которого не изменяются в процессе циклов нагрева-остывания. Поэтому он прекрасно подходит для монтажа бытовых и промышленных трубопроводов.
Соединение отдельных ПНД труб и фитингов между собой происходит с помощью разъёмных резьбовых соединений или следующих способов сварки:
- раструбный;
- электромуфтовой;
- стыковой.
Трубы с толщиной стенки до 4,5 мм (диаметр до 50-110 мм) паяются первыми двумя способами, а для более толстостенных труб используется бесфитинговый стыковой способ сварки.

ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
Вариант #1 — режим стыковой сварки
Во время стыковой сварки важно контролировать критические параметры: температуру инструмента и пластика, прижимное усилие и продолжительность операций. При отсутствии датчиков этих значений стабильно получать качественный шов вряд ли удастся.
Рассматривать пошаговую инструкцию по стыковой сварке полиэтиленовых труб лучше на примере полуавтоматического оборудования с гидравлическим приводом.
Стыковую сварку производят, если толщина стенки полиэтиленовой трубы не превышает 5 мм, а диаметр ее не превышает 50 см. Технология включает ряд стандартных этапов:
Галерея изображений
Фото из
Шаг 1: Установка и центровка труб в зажимах
Шаг : Выставление параметров сварки
Шаг 3: Расплавление состыкованных торцов и смежных участков трубы
Шаг 4: Остывание трубы и проверка герметичности
Шаг#1 — нагрев стыков
После обработки торцов труб, сварочное зеркало нагревается до температуры 200-230 градусов и помещается в середину центратора. Затем, с помощью гидравлического привода, к нему плотно прижимаются края ПНД труб с усилием 4-6 кг/см2.
После приближения размеров грата к минимально допустимым значениям усилие снижают до 0,2-0,5 кг/см2 и продолжают нагревать пластик в течение всего нормативного времени. Сварка допустима при температурах от 15 мороза до 45 тепла, но в холодных условиях время нагрева может быть увеличено.

Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата
Шаг #2 — соединение труб
После необходимого нагрева и расплавления ПНД на стыках, трубы разводят гидравлическим приводом, убирают зеркало и опять приводом прижимают свариваемые поверхности друг к другу с усилием 1-3 кг/см2. Размеры грата контролируются визуально, поэтому и прижимное давление может отличаться.

Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Шаг #3 — охлаждение и осмотр
Трубы продолжают быть придавленными друг к другу до полного охлаждения соединения. После снятия усилия с гидравлического привода трубы извлекаются из зажимов центратора, и проводится оценка состояния сварного шва и грата. Если их параметры в норме, то труба готова к эксплуатации.
Вариант #2 — раструбная сварка ПНД труб
После предварительной обрезки и подготовки ПНД труб и деталей можно начинать их раструбную сварку. Процесс будет рассмотрен в виде пошаговой инструкции.
Шаг #1: подготовка паяльника
Оптимальная температура сварки полиэтиленовых труб колеблется в пределах 210 °C, поэтому подойдут только паяльники с регулируемым нагревом. Перед подключением к сети необходимо накрутить на утюг специальные двусторонние насадки (гильзу и дорн) и поставить паяльник на крестовидную подставку.

Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
При достижении заданной температуры на нем загорится сигнальная (обычно зеленая) лампочка.
Шаг #2: нагревание деталей
Производить работы с горячими трубами безопаснее в перчатках. Для нагревания деталей необходимо одновременно одну соединяемую деталь натянуть на дорн, а потом вторую всунуть в металлическую гильзу.

Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
Чтобы соблюсти глубину соединения, можно заранее нанести маркером соответствующую пометку на трубе, а потом ориентироваться по ней при состыковывании разогретых изделий.

Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
Выше приведена таблица с ориентировочными временными рамками прогрева, стыкования и остывания труб, а также глубиной всовывания в раструб. При минусовой температуре время прогрева материала можно увеличить на 1-2 секунды.
Шаг #4: соединение деталей
После прогрева, изделия необходимо одновременно отсоединить от насадок и сильным прямым движением ввести трубу в раструб до отмеченной черты. Крутить детали относительно друг друга нельзя. Через 5-10 секунд после соединения любые перемещения могут привести к резкому снижению прочности стыка.

При соединении нагретых деталей их оси должны располагаться максимально параллельно, так как через 20-25 секунд выправить кривизну будет невозможно
После остывания желательно обследовать образовавшийся внутренний шов на наличие наплывов, перегораживающих просвет трубы. Если он сужен, то лучше перепаять соединение для предупреждения падения давления в системе.
Вариант #3 — электромуфтовая сварка полиэтилена
Сварка полиэтиленовых труб с помощью электромуфты является наиболее простым и быстрым способом. Пластиковые фитинги имеют встроенную металлическую спираль, которая самостоятельно разогревает соединяемые поверхности и расплавляет ПЭ.
При этом способе приходится дополнительно тратиться на электромуфты, стоимость которых начинается с 3-4 долларов за штуку. Поэтому такая сварка применяется только в тех местах, где недоступны стыковой и раструбный методы. Преимуществом электромуфтового способа является возможность соединения труб с толщиной от 4,5 мм и менее.
Основные этапы сварки:
- Очистка и механическая обработка фитинга и концов труб.
- Центрирование и вставка трубы в электромуфту.
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.
Последний этап — отключение электроэнергии и остывание трубы.

Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
На электромуфтах имеется штрих-код с закодированными параметрами времени нагрева, силы тока и напряжения. Он считывается сканером сварочного аппарата, который затем осуществляет процесс пайки в автоматическом режиме. Изделия получаются плотно и надежно спаяны на большой площади.
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.

Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.

1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке

3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый — внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.

Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй — одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.

Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый — подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй — сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.

Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий — сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.

Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый — сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.

Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.
Выводы и полезное видео по теме
Предложенные видеоролики наглядно продемонстрируют все виды сварки ПНД труб, а также ознакомят с процессом сборки компрессионного фитинга и седелки.
Раструбная сварка полиэтиленовых труб:
Процесс электромуфтовой сварки:
Стыковая сварка ПНД труб полуавтоматическим аппаратом с гидравлическим приводом:
Монтаж на трубу компрессионного фитинга:
Установки седелки на ПНД трубу:
Самостоятельный монтаж полиэтиленовых водопроводов требует некоторых знаний и умений, но вполне выполним при соблюдении вышеперечисленных правил. При отсутствии специального оборудования собрать водопровод можно вообще без инструментов, используя исключительно компрессионные фитинги.
Вариантов монтажа много, но использовать нужно тот, который обеспечит результат с минимумом финансовых затрат.
Определяете оптимальный способ сварки полиэтилена и хотите уточнить некоторые моменты? Не стесняйтесь, задававайте свои вопросы нашим экспертам — мы постараемся вам помочь.
А может вы хотите поделиться личным опытом монтажа полиэтилена в домашних условиях? Пишите свои комментарии, добавляйте уникальные фото — многим новичкам будет полезна ваша информация.
Процесс монтажа полиэтиленовых раструбных фитингов довольно прост и принципиально не отличается от монтажа труб и фитингов из полипропилена. Весь процесс можно разделить на 3 основных этапа:
- Подготовка оборудования и инструментов.
- Подготовка трубы ПНД.
- Сварка.
Разберем эти этапы подробнее.
1. Подготовка аппарата для раструбной сварки и инструментов

Для начала необходимо приготовить комплект инструментов, которые нам понадобятся для работы. Это прежде всего:
- Резак для труб;
- Обезжиривающие салфетки;
- Маркер.
Далее:
- достаем сварочный аппарат из упаковки;
- устанавливаем на него насадки подходящего диаметра;
- включаем в сеть;
- устанавливаем температуру сварки.
Для монтажа полиэтиленовых труб рекомендуется температурный режим от 220°C до 250°C.
2. Подготовка трубы
Пока нагревается сварочный аппарат, займемся подготовкой трубы.
При помощи резака отрежьте необходимое количество трубы. Затем, ориентируясь по сварочной таблице, сделайте отметку на трубе маркером, чтобы определить участок, который необходимо подготавливать. Если сварочной таблицы под рукой нет, замер можно сделать при помощи линейки, вставив ее в фитинг, до внутреннего упора, а затем отмерить то же расстояние на трубе.
Размеченный участок необходимо зачистить, воспользовавшись фаскоснимателем. После этого обработайте отмеченный участок обезжиривающими салфетками.
Сварка

Когда сварочный аппарат нагреется, одновременно вставьте раструб свариваемого фитинга и гладкий конец трубы в соответствующие оправки нагретой насадки. Трубу и фитинг необходимо нагревать в соответствии с сварочной таблицей (от 4 до 30 секунд, в зависимости от толщины стенки) и ни в коем случае не двигать во время этого процесса.
Когда время нагрева истечет, максимально быстро и аккуратно снимите трубу и фитинг с насадок и вставьте трубу в фитинг. Дайте остыть согласно времени из сварочной таблицы (от 1 до 5 минут, в зависимости от толщины стенки трубы).
Когда время остывания истечет, можно приступать к следующему стыку.
Надежность сварки полиэтиленовых труб раструбными ПНД фитингами
Чтобы оценить качество выполненной сварки обратите внимание на:
- отклонение величины углов между осевыми линиями трубы и соединительной детали в месте стыка не должно превышать 10°;
- наружная поверхность раструбов фасонных деталей, сваренных с трубами, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей;
- у кромки раструба фасонной детали, сваренной с трубой, должен быть виден сплошной (по всему периметру) валик оплавленного материала, слегка выступающий за торцевую поверхность раструба и наружной поверхностью трубы;
- наружный валик сварного шва должен быть симметричным и равномерно распределенным по ширине и всему периметру трубы, высота валика должна быть не более 2,5 мм для труб с толщиной стенки до 10 мм, а смещение кромок сварного соединения не должно превышать 10% номинальной толщины стенки свариваемой трубы.
Полиэтиленовые трубы прочно вошли в нашу современную жизнь. Без них не обходится ни одна сфера промышленности и строительства. Нашли они широкое применение и в быту. Для образования трубопроводных линий различного назначения, используют несколько вариантов.
Способы соединений ПЭ
Существует несколько типов подсоединений полиэтиленовых труб.
Они подразделяются на несколько групп:
- разъемные;
- неразъемные.
Первый позволяет разобрать готовую конструкцию. Его используют в случае необходимости разборки после использования. Для соединения используют металлические фланцы. Самым прочным считается неразъемное соединение. Оно достигается пайкой или методом сварки, которая подразделяется на муфтовую, стыковую.
Сварка ПНД труб встык
Работы проходят на сварочном оборудовании, предназначенном для сваривания полиэтиленовых деталей. Максимальный эффект достигается при пайке труб, изготовленных из ПНД. Этот метод применяется для прокладки открытого трубопровода, а также траншейного способа. Чтобы достичь высокой прочности стыковой сварки, общее подсоединение выполняют одним швом. В случае сварки несколькими швами, прочность соединения иногда может получиться слишком низкой.
Муфтовая сварка ПНД труб
Работа осуществляются особым сварочным оборудованием (паяльником), укомплектованным специальными разнообразными насадками, определенного диаметра.
Для получения прочного соединения, монтажники пользуются всевозможными фитингами:
- уголками;
- тройниками;
- муфтами.
Сварку ПНД изделий паяльным оборудованием, легко выполнить самостоятельно.
Для этого требуется соблюдать определенные правила:
- специальными ножницами заготавливают заготовки определенного размера;
- очищают торцы соединяемых деталей;
- чтобы исключить попадание грязи, пробками закрывают трубы, которые, не будут свариваться в это время;
- проводят чистку нагреваемых деталей паяльника.
После проведения подготовительных работ, выполняют пайку в определенной последовательности:
- Паяльник нагревают до нужной температуры. Индикатор покажет максимальный разогрев.
- В специальную гильзу вставляют заготовку.
- До упора с силой насаживается фитинг.
- Через пять секунд, разогретые заготовки снимаются. Т
- Трубы соединяют с фитингом, создавая плотное соприкосновение с образовавшимся гратом (кольцевой валик на концах нагретых деталей).
- Сваренные трубы должны полностью остыть. В этот момент они не должны испытывать внешних воздействий.
Процесс пайки доступен любому человеку. Но существует несколько тонкостей, которые необходимо учитывать. Продолжительность процесса пайки определяется по специальным таблицам в зависимости от диаметра трубы.
В случае муфтовой пайки, надавливание, вставляемых деталей, необходимо прекратить, если они коснулись упора. Если это правило игнорировать, прочность соединения будет очень низкой. Так как, довольно сложно определить величину погружения детали при сварке, глубину необходимо предварительно измерить, на поверхности детали нанести яркую метку.
Электрическая муфтовая сварка
Этот вариант используется для образования соединений, отличающихся повышенной прочностью. При работе пользуются особой электрической муфтой, комплектуемой нагревательными (закладными) деталями. Во время сварки пользуются фитингами, оборудованными нагревательными спиралями. Частичное расплавление позволяет получить монолитную конструкцию.
Основным преимуществом электромуфтовой сварки считается отсутствие образования грата. Детали можно сваривать в наиболее труднодоступных местах — не требуется устанавливать большие сварочные аппараты.
Технологический процесс электрической муфтовой сварки
- Специальными ножницами нарезаются заготовки труб (выдерживается определенный размер).
- Электромуфту, а также поверхность заготовок, тщательно очищают. Удаляют жир, скопившуюся грязь, пыль.
- Чтобы контролировать нужную глубину вставки заготовки в муфту, необходимо нанести на нее яркую метку.
- Отверстия не свариваемых труб, закрываются заглушками. Это позволяет избежать охлаждения.
- С помощью кабелей, электромуфту подключают к сварочному аппарату.
- Для запуска сварочного процесса, необходимо нажать кнопку «Пуск». Аппарат выключается автоматически после окончания сварки.
- Чтобы сварное соединение можно было начать эксплуатировать, необходимо подождать один час, пока не произойдет окончательного затвердения деталей.
Чтобы достичь высокого качества сварки, детали должны оставаться неподвижными, как в момент работы, а также во время последующего остывания.
К показателю качества, полученного сварного соединения, относится толщина валика. Она должна составлять 1/3 от половины размера толщины трубы. Грат обязательно должен закрывать метку, предварительно нанесенную на поверхность заготовки.
Допускаемое смещение свариваемых участков, должно быть не более 10% толщины стенки детали.
Какой способ выбрать
Каждый из выше перечисленных вариантов, отличается положительными, а также отрицательными сторонами. При определенных условиях не каждым способом можно воспользоваться, чтобы сваривать напорные ПНД трубы. Существует несколько важных факторов, оказывающих влияние на создание сварных соединений ПЭ труб в зависимости от конкретных условий.
К примеру, чтобы достичь гибкого соединения по всей длине трубопровода, исключить образование жестких участков, оптимальным способом считается стыковая сварка. К ее дополнительным положительным качествам можно отнести высокую экономичность, простоту работы и обслуживания.
Для выполнения пайки в труднодоступных участках, когда невозможно получить осевые смещения, когда сложно воспользоваться другим оборудованием, идеальным, единственно приемлемым, считается муфтовое соединение.
Когда необходимо выполнить работу на ограниченном пространстве, труднодоступном участке, сварку ПНД изделий осуществляет электромуфтовым способом. Важным преимуществом такого способа считается его быстрота. Это особенно важно при выполнении срочных работ.
Если при исполнении краткосрочной работы, не требуется использовать пайку, когда достаточно создать одноразовое соединение, можно воспользоваться временным, специальным разъемным соединением.