
Меры предосторожности
★ Перед началом эксплуатации оборудования пользователь должен внимательно прочитать данное руководство по эксплуатации и строго придерживаться порядка действий.
★ Лазерная обработка может быть сопряжена с риском. Пользователям следует тщательно проверить, подходит ли обрабатываемый объект для работы с лазером.

★ Перерабатываемый объект и его выбросы должны соответствовать местным законам и нормам.
★ В данном оборудовании используется лазер класса 4 (интенсивный лазерное излучение), которые могут стать причиной следующих аварий:
1. Воспламените близлежащие легковоспламеняющиеся материалы.
2. Во время лазерная обработкаВ зависимости от обрабатываемого объекта могут возникать другие излучения, а также токсичные или вредные газы.
3. Прямое воздействие лазерного излучения может привести к телесным повреждениям.
Поэтому место, где используется оборудование, должно быть оснащено противопожарным оборудованием, а скопление легковоспламеняющихся или взрывоопасных предметов вокруг рабочего места и оборудования строго запрещено. Вентиляция должна поддерживаться постоянно.
★ Окружающая среда, в которой находится оборудование, должна быть сухой, без загрязнений, вибраций, сильного электричества и магнитных помех. Температура рабочей среды должна быть в пределах 10-35°C, а влажность — 5-95% (без конденсата).
★ Рабочее напряжение оборудования составляет AC220V, 50HZ. Не включайте машину при нестабильном или несоответствующем напряжении сети.
★ Перед началом работы гравировальный станок и все сопутствующее оборудование должны быть надежно заземлены.
★ Когда оборудование включено, за ним должен следить специально выделенный человек. В случае обнаружения аномалии следует немедленно отключить все источники питания и принять соответствующие меры. Перед уходом необходимо отключить все источники питания, несанкционированный уход строго запрещен.
★ Не помещайте в оборудование предметы, не имеющие отношения к полному или диффузному отражению, чтобы предотвратить лазерные отражения на теле человека или легковоспламеняющихся предметах.
★ Оборудование следует держать вдали от электрических устройств, чувствительных к электромагнитным помехам, так как оно может создавать электромагнитные помехи.
★ Внутри лазерного оборудования есть высокое напряжение или другие потенциальные опасности. Демонтаж непрофессионалами строго запрещен.
Глава 1: Введение в лазерные гравировальные станки серии D
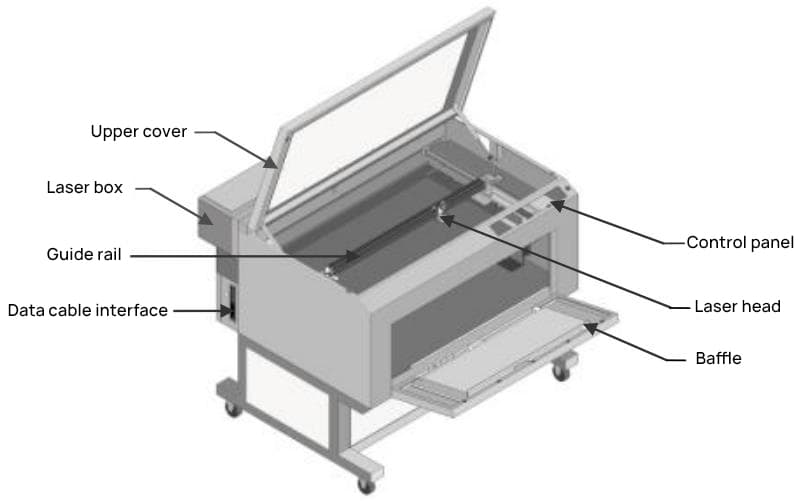
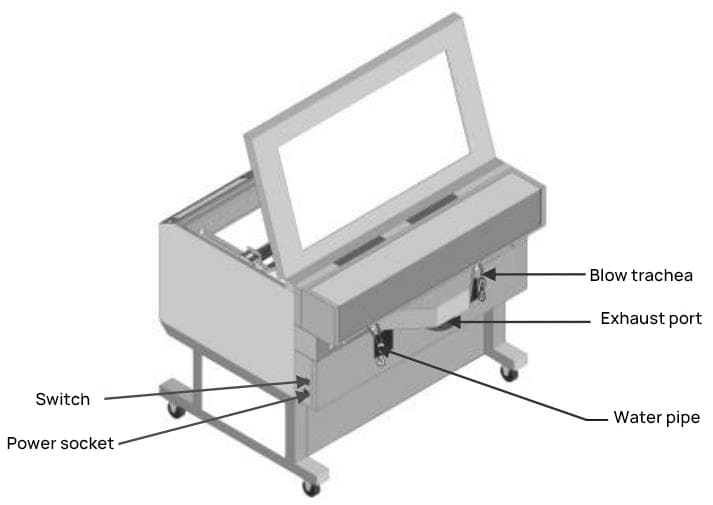
1.1. Внешний вид машины
Внешний вид машины показан на рисунках 1-1 и 1-2:
1.2. Вспомогательные детали
В дополнение к основному гравировальному станку в комплект поставки должны входить следующие аксессуары (в зависимости от наличия; дополнительные аксессуары в комплект поставки не входят):
| Водяной насос | Воздушный насос |
Центробежная воздуходувка, выхлопная труба, тройник |
| Шнур питания |
Кабель передачи данных (кабель принтера) |
Гнездо для штепсельной вилки |
| ACE Software, библиотека шрифтов Founder |
Шифровальный донгл |
1.3. Характеристики продукта
Лазерный гравировальный станок серии D (далее — гравер) — это высокотехнологичный продукт, объединяющий оптику, механику и электронику, управляемый компьютером для работы лазера. Он включает в себя две модели: D80M и D80RF, обладающие следующими характеристиками:
Широкий спектр применения
Гравер предлагает два способа обработки: резку и гравировку. Под резкой понимается машинная обработка по контурам графики или текста с возможностью цветосегментированной резки, т. е. резки на разную глубину в зависимости от цветов линий, заданных в программном обеспечении. Гравировка подразумевает обработку всей графики или текста строка за строкой в соответствии с растровым изображением.
В режиме гравировки он может выполнять градиентную гравировку, то есть гравировать наклонную поверхность у основания рельефных линий для увеличения их прочности, что подходит для изготовления печатей и печати резиновых пластин. В режиме сканирования можно создавать полутоновые изображения, используя плотность точек для передачи глубины цвета, при этом конечный продукт напоминает черно-белую фотографию.
Этот гравер можно использовать для резки и гравировки текстиля и кожи, а также для изготовления поделок, вывесок и т.д.
Универсальность материалов
Подходит для обычных неметаллических материалов, таких как бамбук, дерево, акрил, пластик, кожа, двухцветные пластины, текстиль, бумага, резина и т.д.
Высокое качество обработки
Точность разрешения 0,025 мм обеспечивает ровные линии реза, отсутствие зазубрин, малые зазоры и точную подгонку кривых. При гравировке и сканировании он может точно выводить растровые изображения с мелкими точками сетки. Выгравированные или отсканированные изображения и фотографии могут конкурировать с изображениями, полученными на импортных лазерных граверах.
Простота использования
В комплект поставки гравера входит разработанное нашей компанией программное обеспечение ACE Art Engraving, удобное для пользователя и доступное как в китайской, так и в английской версии. Пользователи также могут установить систему драйверов печати для прямого редактирования и вывода файлов из различных приложений на базе Windows, таких как Photoshop, CorelDraw, Word, AutoCAD и т.д.
Оригинальная конструкция
Оснащенный автоматическим подъемным столом, он может обрабатывать заготовки толщиной до 250 мм.
Передняя и задняя части корпуса станка соединены между собой, что позволяет подавать материал в неограниченном количестве в направлении Y, тем самым увеличивая площадь обработки.
Рабочий стол имеет гибкую конфигурацию и может быть отрегулирован в соответствии с различными методами обработки и материалами.
Отличные условия труда
Он чист, малошумен и позволяет максимально сократить количество отходов, тем самым снижая затраты.
1.4. Основные технические параметры
| Модель | D80M | D80RF |
| Рабочая поверхность (мм) | 800*500*250(X*Y*Z) | |
| Перемещение рабочего стола по оси Z | 0-250(mm) | |
| Режим работы | Гравировка/сканирование/резка | |
| Скорость сканирования (мм/с) | Регулируется от 0 до 800 мм/с | |
| Скорость резки (мм/с) | Регулируется от 0 до 3800 мм/с | |
| Гравировка на склоне | Наклон на 360°, со свободной регулировкой величины наклона | |
| Цветовая маркировка | До 256 слоев цветоделения при резке, разные цвета могут управлять различными скоростями, уровнями энергии, последовательностями и другими параметрами | |
| Качество лазерного луча | Отечественные лазеры: 1,4±0,3, импортные лазеры: 1.2±0.2 | |
| Диаметр лазерного пятна | Отечественные лазеры: 6±2 мм, импортные лазеры: 4±1 мм | |
| Разрешение | 10000 точек на дюйм | |
| Точность позиционирования (мм) | 0,025 мм | |
| Рабочее напряжение (В) | 220V 50HZ | |
| Общая мощность | 800W | |
| Размеры (мм) | 1250*1120*1060 | |
| Вес нетто (кг) | 140 кг | |
| Лазерное устройство | 40 Вт CO2 лазер стекла/30 Вт импортные радиочастоты упакованные Металлический лазер | |
| Оптическая система | Оптические компоненты, импортируемые из Америки, точно позиционируются с помощью системы позиционирования красного света. | |
| Операционная система | Windows98/2000/XP | |
| Поддерживаемые языки | Переключение между китайским и английским языками происходит плавно, при этом возможны варианты многоязычного интерфейса в соответствии с требованиями заказчика. | |
| Интерфейсное программное обеспечение | Подлинное специализированное программное обеспечение Zhengtian для рисования, AutoCad, CorelDraw, Photoshop, CAXA и др. | |
| Особенности программного обеспечения | Подлинный драйвер Zhengtian использует уникальный интеллектуальный алгоритм предсказания и улучшенный алгоритм управления. Основанный на платформе Windows, этот драйвер предоставляет множество функций, рассматривая устройство как стандартный принтер Windows. Его можно напрямую выводить из различных программ верстки, таких как Word, Coreldraw, Photoshop, Autocad, CAXA, что делает его более удобным в использовании. Благодаря разработанной нами системе оптимизации траектории, эффективность обработки может быть увеличена на 30%-50%. | |
| Режим управления | Встроенная платформа управления движением, оснащенная обширной системой хранения данных, может одновременно хранить 99 файлов, демонстрируя высокую скорость обработки данных. Она обеспечивает оперативную обработку и вывод данных, предоставляет возможности человеко-машинного диалога и позволяет выполнять операции по настройке параметров непосредственно с интерфейса панели управления. | |
| Основные характеристики | Платформа с автоматической регулировкой высоты, возможность цилиндрической гравировки и резки. | |
| Система защиты безопасности | Система защиты от принудительного водяного охлаждения; система безопасного контроля температуры воды; система автоматической сигнализации контроля температуры; функция автоматической паузы при открытии рабочей кабины; режим работы в закрытом световом тракте. | |
| Интерфейс устройства | Передача данных по USB обеспечивает управление по принципу «один ко многим» и «многие к одному». Он поддерживает выход в локальную сеть и может использоваться в автономном режиме. | |
| Ротационная насадка (опция) | Зажим Цилиндры диаметром от 8 до 150 миллиметров. |
- Дополнительный радиочастотный лазер: D80RF, также известный как «серия Eagle».
- Ротационное приспособление является дополнительным
- Рабочий диапазон относится к режиму резки; диапазон режимов гравировки и сканирования может немного уменьшиться из-за особенностей управления.
1.5. Требования к конфигурации компьютера
- ПРОЦЕССОР: Intel или совместимый, частота выше 300.
- Память: Более 128 М.
- Жесткий диск: Более 1 Гб свободного места.
- Графическая карта: Поддерживает не менее 256 цветов, разрешение 800×600 или выше.
- Другие: По одному CD-ROM, флоппи-дисководу, мыши и клавиатуре, должны иметь порт для принтера и интерфейс USB.
- Операционная система: Window95/98/ME, Windows2000/NT/XP, Window7, Window10
Глава 2: Установка и отладка машины
Полная рабочая система состоит из основного блока лазерного гравировального станка, лазера, водяного насоса, бака для воды, воздушного насоса, центробежного вентилятора, вытяжной трубы, вытяжного вентилятора или воздухоочистителя, кабеля связи и т.д. В соответствии с рабочими потребностями пользователи настраивают свой собственный компьютер, принтер, сканер и т.д.
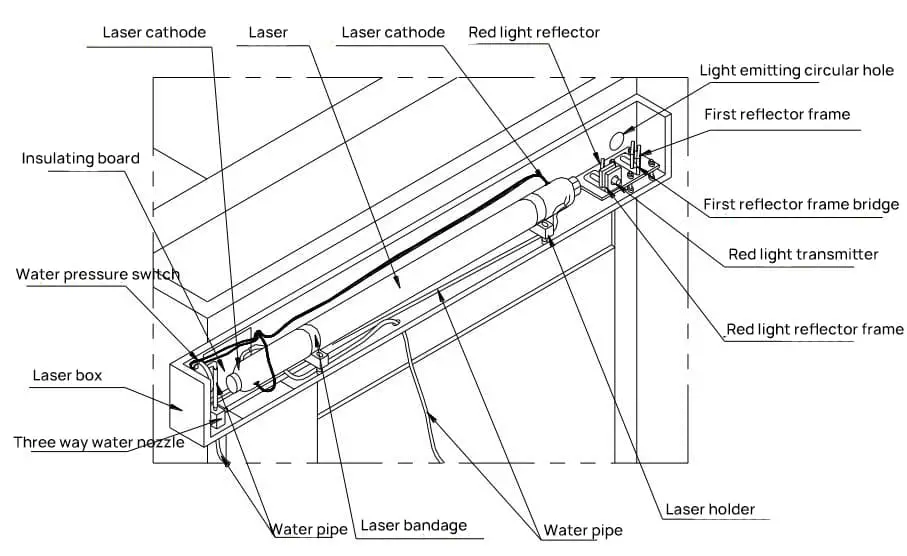
2.1. Установка лазера
Для обеспечения безопасности транспортировки лазер упаковывается отдельно; поэтому сначала необходимо установить лазер, как показано на рис. 2-1.
Шаг первый: Откройте коробку с лазером в задней части основного блока и выньте лазерную трубку.
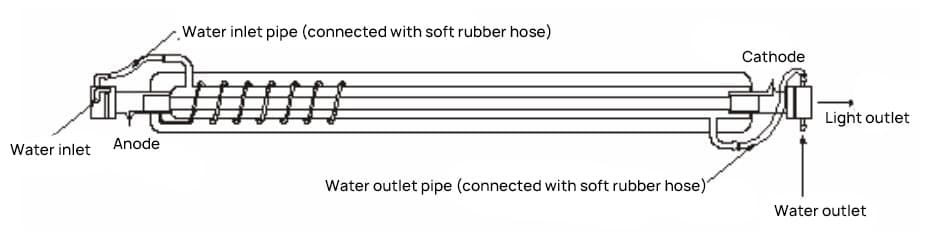
Конец лазера, излучающий свет, — это отрицательный полюс с круглым отверстием на отрицательном конце; положительный конец сплошной, и спиральная трубка возвратного воздуха в лазере часто находится на положительном конце (как показано на рис. 2-2).
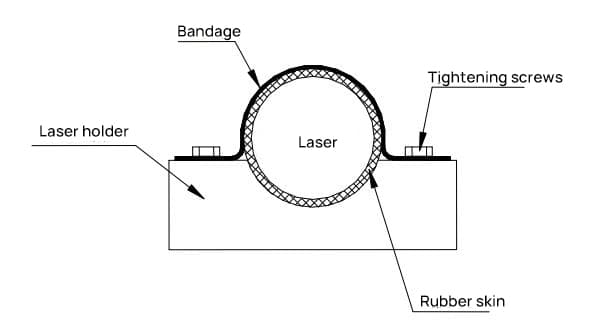
Шаг второй: закрепите лазер на гнезде лазера в лазерной коробке.
Сначала закрепите одну сторону ремешка лазера на гнезде лазера винтом M4 (Примечание: не затягивайте его сначала), оберните зеленую резину вокруг соответствующего места на лазере креповой бумагой, положите часть лазера, обернутую зеленой резиной, на гнездо лазера, затяните винты с обеих сторон ремешка и закрепите лазер на гнезде лазера (Примечание: после затяжки лазер не может двигаться, а ремешок уже касается прокладки на винте, но не прилагайте слишком большого усилия, чтобы не сломать лазер). Как показано на рисунке 2-3.
Шаг третий: Внешняя проводка лазера.
Соедините положительный и отрицательный провода лазера (конец лазера, излучающий свет, — отрицательный полюс, положительный конец — сплошной, на отрицательном конце есть круглое отверстие, а спиральная трубка возврата воздуха в лазере часто находится на положительном конце).
Подключите положительный полюс к красной высоковольтной линии, а отрицательный полюс — к отрицательной желтой линии. Метод: обмотайте металлическую проволоку в электрическом проводе вокруг вольфрамового стержня лазера, наденьте защитную резиновую трубку и введите клей 703, чтобы полностью погрузить открытую проводящую часть (как показано на рис. 2-4).
Примечание: Убедитесь в том, что высокое напряжение изолировано должным образом, иначе оно может стать причиной опасности.

Шаг 4: Подсоедините впускные и выпускные трубы к входу и выходу лазерной воды с помощью мягких резиновых шлангов соответственно (как показано на рис. 2-2).
Слегка поверните лазерную трубку, отрегулируйте положение выходной трубы так, чтобы ее вертикальная высота была ниже, чем у входной трубы. Затем затяните крепежный винт лазерного седла.
2.2. Внешняя проводка
На правой стороне корпуса гравировального станка расположены гнездо питания, интерфейс передачи данных и выключатель питания (как показано на рис. 2-5).
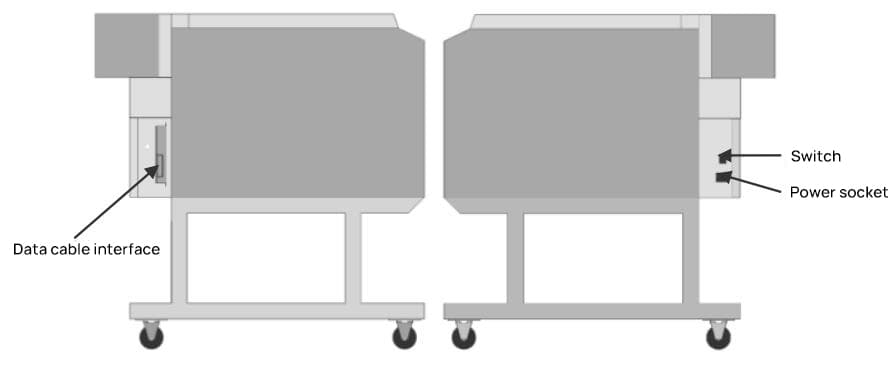
Шаг 1: Подключите шнур питания к источнику переменного тока 220 В/50 Гц для подачи электроэнергии на машину.
Шаг 2: Подключите один конец кабеля данных к интерфейсу данных станка, а другой конец — к компьютеру для передачи данных на гравировальный станок.
Примечание: Не включайте питание гравировального станка до тех пор, пока не будет правильно настроена система охлаждения воды.
2.3. Система охлаждающей воды
Лазеры на стеклянных трубках во время работы выделяют тепло. Если их вовремя не охладить, лазеры могут выйти из строя, а охлаждающая вода может повлиять на нормальное световое излучение лазеров. Поэтому поддержание хорошей циркуляции воды чрезвычайно важно во время работы гравировального станка.
Примечание: Перед началом работы с лазерным гравировальным станком необходимо включить циркуляцию охлаждающей воды.
Подключение охлаждающей воды осуществляется следующим образом:
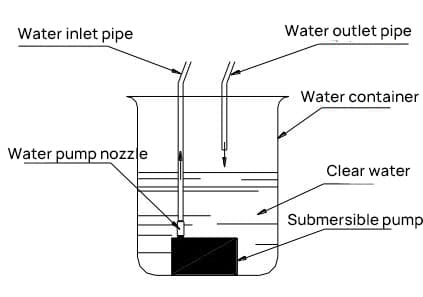
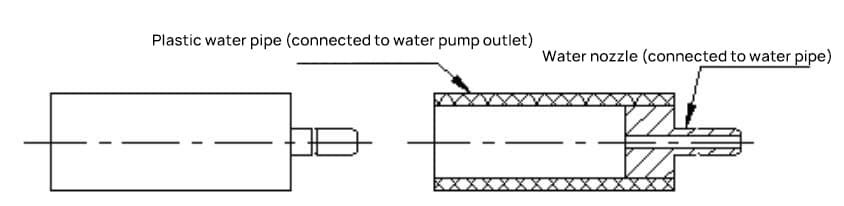
Шаг 1: В комплект поставки водяного насоса входит водяная форсунка (как показано на рис. 2-8).
Поместите один конец пластиковой трубки для воды на форсунку в горячую воду. Когда пластиковая трубка немного расширится, вставьте ее на выход воды из насоса, чтобы она служила переходом между выходом насоса и входом воды в машину.
Шаг 2: Наполните емкость объемом более 5 литров чистой водой и поместите в нее водяной насос.
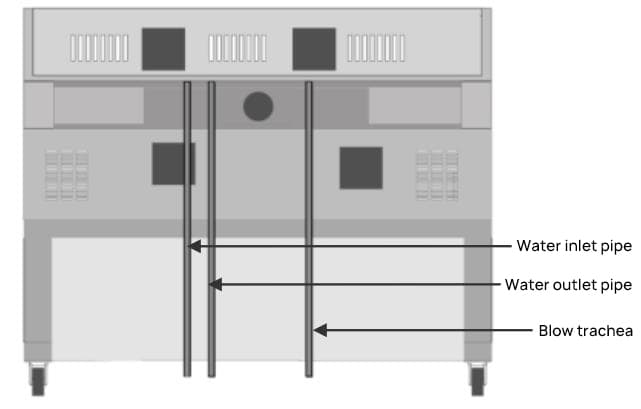
Шаг 3: Подключите «водозаборную трубку» снаружи лазерного бокса к водяному соплу на водяном насосе, а другую «водоотводную трубку» поместите прямо в контейнер с водой. (Трубка подачи воды подключается от трехходового водяного сопла внутри лазерного бокса).
Шаг 4: Включите питание водяного насоса и наблюдайте за циркуляцией охлаждающей воды. Определить, нормальна ли циркуляция охлаждающей воды, можно следующим образом: Возьмите трубку с водой в контейнере, не подключенную к водяному насосу.
Если вода течет плавно и стабильно, это означает, что система охлаждения работает хорошо. Если вода не течет или течет неравномерно, проверьте, не повреждены ли водопроводная труба и водяной насос, а также правильно ли подсоединена водопроводная труба.
2.4. Система пылеудаления и вентиляции
2.4.1. Подключение воздушного насоса
Вставьте трубку обдува на задней панели гравировального станка (см. рис. 2-6) в воздушный насос. После включения питания воздушного насоса отверстие обдува лазерная головка начнет работать.
Обдув обрабатываемого материала воздухом во время обработки не только быстро охлаждает поверхность, но и сдувает образовавшийся в процессе обработки мусор, обеспечивая качество работы.
2.4.2. Система пылеудаления
В гравировальных станках серии D используется задний выхлоп. Выхлопная труба используется для отвода отработанных газов, образующихся при обработке неметаллические материалы.
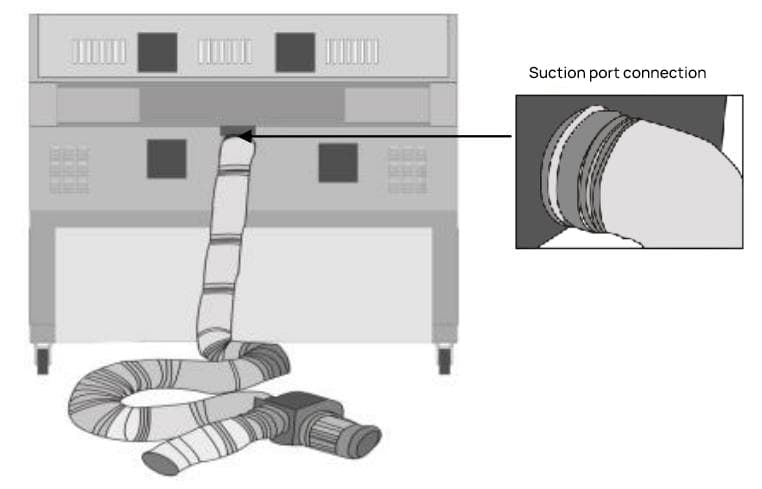
Сначала закрепите задний вытяжной короб на задней стенке шкафа, подсоедините вытяжную трубу к вытяжному отверстию и подключите вытяжной вентилятор или воздухоочиститель через трехходовую трубу, как показано на рис. 2-9:
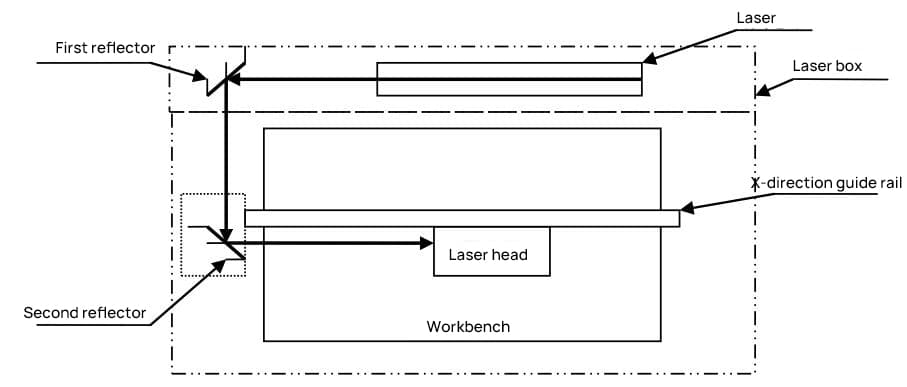
2.5. Настройка светового пути
Лазерный гравировальный станок — это точный оптический прибор, и требования к регулировке светового пути высоки. Если лазер не будет выстреливаться из центра каждой линзы, это повлияет на результаты гравировки.
Поэтому регулировка светового пути очень важна при установке и использовании лазерного гравировального станка. При регулировке обращайте внимание на следующее световой путь:
Лазер невидим, поэтому не помещайте свое тело на пути света, чтобы не обжечься лазером. При регулировке пути света старайтесь, чтобы корпус загораживал ваше тело, и стойте так, чтобы свет не попадал на него.
Перед регулировкой пути света необходимо подключить внешнюю проводку, установить систему охлаждения и удалить пыль. система вентиляцииУбедитесь, что машина хорошо заземлена. Не регулируйте путь света, если циркуляция охлаждающей воды плохая.
2.5.1. Определение точки входа лазерного луча
При настройке светового тракта первым шагом является определение точки входа лазерного луча, которое выполняется следующим образом:
Шаг 1: Установите ток на амперметре на ноль, нажмите кнопку «Эмиссия высокого напряжения», затем нажмите кнопку «Ручная эмиссия», отрегулируйте ток так, чтобы выходной ток был небольшим (около 4 миллиампер), способным пробить полиэфирную пленку за 2 секунды, а затем поднимите кнопку «Ручная эмиссия».
Шаг 2: Возьмите кусок прозрачной полиэфирной пленки, используемой для позиционирования, и накройте ее перед объективом (Примечание: пленка не должна быть слишком близко к объективу, чтобы избежать загрязнения объектива расплавленным материалом, когда лазер сжигает пленку), быстро нажмите кнопку «Ручное излучение», а затем поднимите ее.
Место, где лазерный луч прожигает круглое отверстие на пленке, соответствует точке его входа в объектив (иногда на пленке прожигаются два круглых отверстия, меньшее из которых прожигается лучом, отраженным от объектива, и угол, образованный точкой падения и точкой отражения, может приблизительно показать направление пути света).
Если два отражающих зеркала находятся далеко друг от друга, сначала необходимо определить направление пути света между двумя зеркалами. Конкретный метод: вставьте полиэфирную пленку в световой путь между двумя зеркалами и двигайтесь от позиции рядом с предыдущим зеркалом к следующему зеркалу, найдите световой путь от ближнего к дальнему, и каждый раз, когда полиэфирная пленка перемещается на определенное расстояние, нажмите кнопку «Manual Emission», а затем поднимите ее, требуя, чтобы каждый лазер попадал на полиэфирную пленку, так чтобы найти направление светового пути между двумя зеркалами.
Примечание: Перед регулировкой пути света, вы должны сначала убедиться, что точка излучения света лазера и центр первого отражающего зеркала держатель примерно на той же горизонтальной высоте, и сделать отраженный свет первого отражающего зеркала может быть выстрел из светового отверстия на лазерной коробке, и в то же время убедитесь, что центр первого отражающего зеркала и второго отражающего зеркала находятся на той же горизонтальной высоте.
Если обнаружится, что они не находятся на одинаковой горизонтальной высоте, необходимо отрегулировать высоту моста держателя первого отражающего зеркала и лазера.
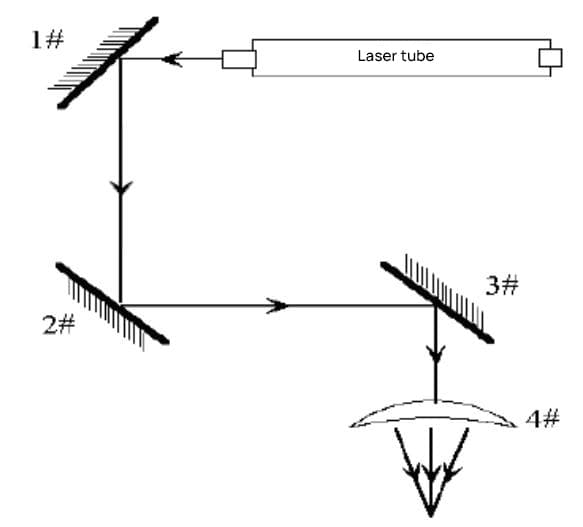
2.5.2. Принцип регулировки светового пути
Регулировка траектории света достигается в основном за счет изменения угла отклонения зеркала. За держателями 1-го и 2-го зеркал расположены три винта, выдвижение и затягивание которых определяет угол наклона зеркала. Принцип работы показан на рисунках 2-10 и 2-11:
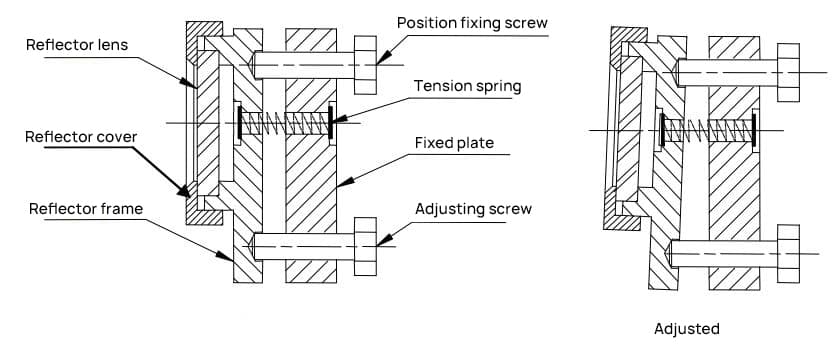
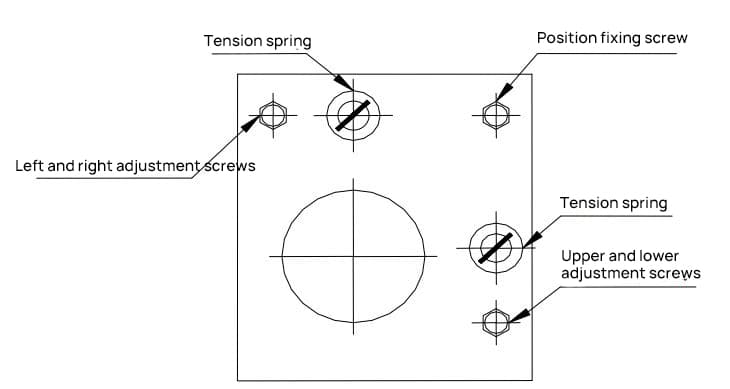
При регулировке левого и правого регулировочных винтов кронштейна предыдущего зеркала кронштейн будет вращаться вокруг вертикальной оси, образованной винтом фиксации положения и винтом регулировки вверх-вниз, в результате чего точка падения на последующем зеркале будет смещаться влево или вправо.
При регулировке винта регулировки вверх-вниз зеркало будет вращаться вокруг горизонтальной оси, образованной винтом фиксации положения и винтом регулировки влево-вправо, в результате чего точка падения на следующем зеркале будет смещаться вверх или вниз.
При регулировке винта фиксации положения зеркало будет вращаться вокруг косой оси, образованной винтом регулировки влево-вправо и винтом регулировки вверх-вниз, в результате чего точка падения на следующем зеркале будет перемещаться одновременно в направлениях влево-вправо и вверх-вниз.
Из-за большого размера машины и длинного светового пути между предыдущим и последующим зеркалами при регулировке светового пути необходимо вносить небольшие изменения в три регулировочных винта на зеркале.
2.5.3. Метод корректировки светового пути
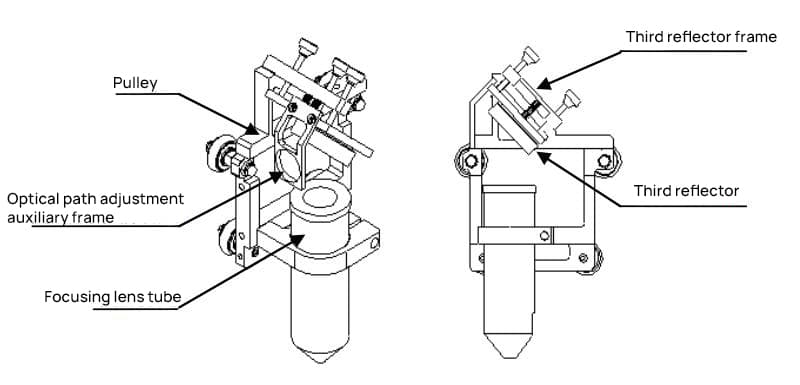
Световой тракт машины и структура лазерной головки показаны на рисунках 2-12 и 2-13:
При регулировке траектории света сначала отрегулируйте каждое зеркало так, чтобы оно было примерно перпендикулярно горизонтальной поверхности и составляло угол 45° по отношению к направлению X. В это время длина трех регулировочных винтов между кронштейном зеркала и крепежной пластиной кронштейна должна быть примерно одинаковой.
Шаг 1: Сначала настройте пучок света, испускаемый лазерной трубкой, так, чтобы он попал в центр зеркала #1 (метод см. в разделе 2.5.1).
Шаг 2: Прикрепите двусторонний скотч (или другой материал для нанесения меток) к кронштейну регулировки светового пути зеркала #2, переместите траверсу в положение, ближайшее к лазерной трубке, произведите точечную стрельбу (контролируйте соответствующую интенсивность света) и сделайте метку (примечание: чтобы лазерное излучение не навредило людям, сначала используйте кусок картона, чтобы проверить приблизительное положение светового пятна, а затем отрегулируйте).

Шаг 3: Постепенно переместите траверсу в положение, наиболее удаленное от лазерной трубки, произведите точечную стрельбу и сделайте отметку.
Шаг 4: Если две метки не совпадают, отрегулируйте зеркало #1, чтобы выровнять центры двух меток.
Шаг 5: Повторяйте шаги со второго по четвертый, пока центры двух меток полностью не совпадут.
Шаг 6: Прикрепите двусторонний скотч (или другой материал для нанесения меток) перед зеркалом #3, переместите тележку (лазерную головку) в положение, ближайшее к зеркалу #2, сделайте точечный выстрел (контролируйте соответствующую интенсивность света) и нанесите метку.
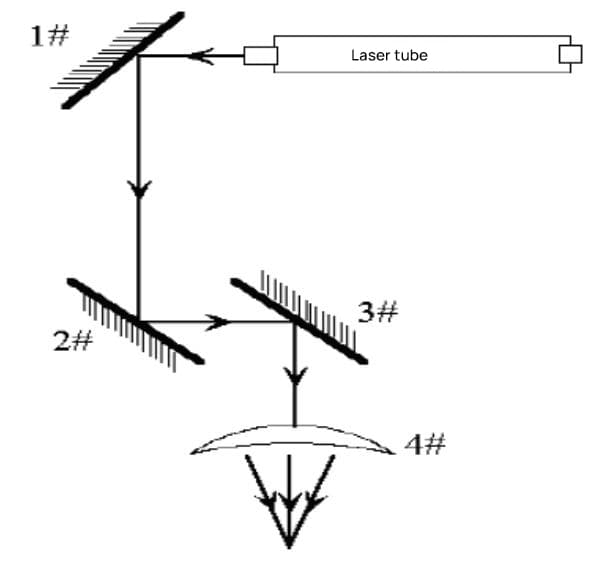
Шаг 7: Постепенно переместите тележку (лазерную головку) в положение, наиболее удаленное от зеркала #2, произведите точечный выстрел (желательно сначала использовать кусок картона, чтобы проверить примерное положение светового пятна во избежание травм) и сделайте отметку.
Шаг 8: Если две метки не совпадают, отрегулируйте зеркало #2, чтобы выровнять центры двух меток.
Шаг 9: Повторяйте шаги с шестого по восьмой, пока центры двух меток полностью не совпадут.
Шаг 10: Прикрепите двусторонний скотч к точке входа света в тубус фокусировочного объектива под зеркалом #3, сделайте точечную съемку и поставьте отметку. Если она находится в центре, значит, она проходит.
Шаг 11: Если лазер не попадает в центр точки входа света, как показано на рисунке ниже:
Вертикальное отклонение: Лазерную трубку можно только поднимать или опускать.
Горизонтальное отклонение: Лазерная трубка может быть отрегулирована только внутрь или наружу.
В этом случае точка приземления находится сверху и снаружи. Поэтому лазерную трубку нужно опустить, а затем начать все с первого шага.
Примечание: Вышеуказанные работы должны выполняться оператором, прошедшим профессиональное обучение.
2.6. Регулировка фокусировки
Для эффективной гравировки требуется небольшое лазерное пятно и концентрированная мощность. Только при соблюдении этих двух условий можно обеспечить точность и глубину гравировки. Когда лазерный луч впервые испускается из лазера, его диаметр составляет около 3 миллиметров, плотность мощности низкая, и он не может гравировать.
После фокусировки фокусирующей линзой луч в фокусе становится тоньше, его диаметр составляет около 0,1 миллиметра, и это оптимальное положение для гравировки. Поэтому фиксация гравируемой плоскости в фокусе фокусирующей линзы является необходимым условием для успешной гравировки.
2.6.1. Простая фокусировка
Фокусирующая линза установлена внутри тубуса фокусирующей линзы. После ослабления стопорного винта на зажиме лазерной головки типа «ручка» тубус фокусирующей линзы может перемещаться вверх и вниз в зажиме (см. рис. 2-14). Фокальная плоскость находится на 8 мм ниже нижнего края тубуса фокусирующей линзы. В комплект принадлежностей станка входит акриловый фокусировочный блок толщиной 8 мм для определения фокальной плоскости.
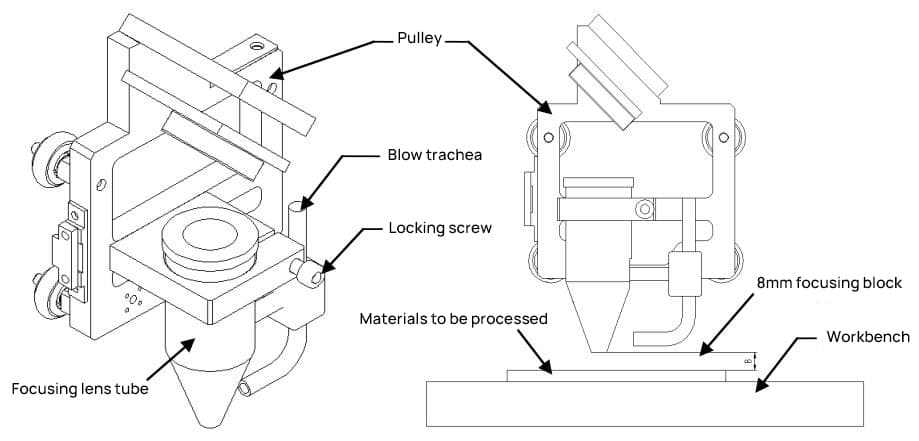
При настройке фокусного расстояния поместите обрабатываемый материал на верстак, затем положите фокусировочный блок на поверхность материала. Ослабьте стопорный винт на зажиме лазерной головки типа «ручка», переместите трубку фокусирующей линзы вверх и вниз так, чтобы нижняя поверхность трубки линзы касалась стеклянного блока. В этот момент поверхность обрабатываемого материала находится в фокальной плоскости. При необходимости отрегулируйте высоту фокальной точки, а затем затяните стопорный винт.
2.6.2. Сложная фокусировка
Фокусное расстояние определяется фокусирующей линзой, и разные фокусирующие линзы могут иметь немного разное фокусное расстояние. Поэтому при замене фокусировочной линзы положение тубуса фокусировочной линзы должно быть отрегулировано следующим образом:
Шаг первый: Нажмите «переключатель высокого напряжения», затем нажмите кнопку «ручное излучение света», отрегулируйте выходной ток лазера примерно до 5 миллиампер, а затем поднимите кнопку «ручное излучение света».
Шаг второй: Найдите фокусную точку.
1) Наклоните акриловое стекло и положите его на верстак так, чтобы его боковая поверхность находилась под углом примерно 50-60 градусов по отношению к поверхности верстака.
2) Используя кнопки перемещения на панели управления, переместите фокусировочную линзу в соответствующее положение над акриловым стеклом.
3) Нажмите кнопку «ручное излучение света» и переместите фокусирующую линзу в направлении X, пусть лазер нарисует линию, толстую с обоих концов и тонкую в середине на прозрачном акриловом стекле. Затем поднимите кнопку «ручное излучение света». Самая тонкая точка на линии — это положение фокусной точки.
Шаг 3: Измерьте расстояние от самой тонкой точки на прозрачном акриловом стекле до нижней поверхности тубуса фокусирующей линзы. Это расстояние можно использовать в качестве опорного значения для регулировки высоты фокусной точки фокусирующей линзы при последующей гравировке.
2.7. Текущая корректировка
Включите выключатель питания, и только после обеспечения хорошей циркуляции охлаждающей воды можно нажать кнопки «переключатель высокого напряжения» и «ручное излучение света», отрегулируйте выходной ток, повернув ручку регулировки тока на панели управления. В этот момент лазер излучает свет.
Внимание: Лазер излучает невидимый свет, поэтому не вставляйте руку в оптический тракт во избежание ожогов. Вы можете вставить позиционирующую полиэфирную пленку в оптический канал, чтобы определить, излучается ли свет.
Глава 3: Использование лазерного гравировального станка серии D
3.1. Требования к среде размещения
Напряжение
Внешнее напряжение должно соответствовать стандартному напряжению 220 В/50 Гц. Высокое или низкое и нестабильное напряжение будет влиять на работу гравировального станка, распространенные проблемы могут включать ошибки передачи данных, нестабильность мощность лазера, сокращение срока службы лазера и т. д. Если есть проблемы с напряжением питания, необходимо установить стабилизатор напряжения.
Температура
Для обеспечения нормальной работы циркуляционной воды температура окружающей среды должна поддерживаться в пределах 10℃~35℃. Если температура в помещении высокая или время гравировки длительное, обратите внимание на температуру циркулирующей воды. Высокая температура воды ослабит эффект охлаждения и повлияет на нормальное световое излучение лазера. При необходимости увеличьте количество циркулирующей воды в контейнере и часто меняйте воду.
Влажность
Внутри гравировального станка существует высоковольтная среда, а высокая влажность может легко вызвать воспламенение высокого напряжения, что очень опасно, поэтому гравировка в слишком влажной среде строго запрещена, а внутренняя поверхность корпуса станка должна быть сухой.
Кроме того, слишком сухая среда и кондиционеры могут легко вызвать накопление статического электричества на поверхности корпуса машины, что приведет к ошибкам при передаче данных, чего также следует избегать. Хорошее заземление может снять статическое электричество, особенно если источник питания не имеет провода заземления, его необходимо заземлить в соответствии с методом, описанным в главе 2.
Вода
Охлаждающая вода очень важна для гравировального станка. Если водопроводная вода слишком жесткая, ее следует заменить на чистую, чтобы предотвратить блокировку лазера отложениями накипи. Циркулирующая вода также должна быть чистой.
Чистота
При обработке пластика, кожи и резины образуются коррозийные кислотные отложения, которые не только разрушают покрытие объектива, но и наносят непоправимый вред печатной плате. Поэтому остатки гравировки следует очищать каждый день, а все подверженные ржавчине детали протирать машинным маслом.
Также важно обеспечить беспрепятственную работу системы вентиляции и пылеудаления. Всасывающее отверстие, вытяжная труба и вытяжной вентилятор должны регулярно разбираться и чиститься, чтобы обеспечить беспрепятственный отвод отработанных газов и пыли.
3.2. Использование панели управления
Панель управления расположена в передней правой части станка и отвечает за регулировку тока, ручное излучение света и ручное управление движением гравировального станка по осям X и Y. Как показано на рисунке 3-1:

Функции различных компонентов на панели управления следующие:
Кнопка RST: Кнопка плавного сброса. При нажатии текущий файл обработки отменяется, и устройство возвращается в исходное положение в правом верхнем углу.
↑Кнопка: Кнопка выбора меню. Используется для выбора меню на ЖК-экране.
Свет/↓ Кнопка: Многофункциональная кнопка. Кнопка выбора меню вниз. Когда на экране отображается «Adjust light path (on)», эта кнопка управляет переключателем светового пути. При нажатии этой кнопки лазер излучает свет. Нажатие кнопок «OK» и «Esc» управляет подъемом рабочего стола.
Кнопка OK: Изменение состояния светового тракта; вход в меню следующего уровня; подтверждение и сохранение изменений; после сохранения данных в памяти нажатие этой кнопки может повторить вывод данных, сохраненных в памяти.
Кнопка Esc: Выход из текущего меню, возврат в предыдущее меню; отмена сохранения изменений.
Кнопка позиционирования лазерной головки: Состоит из кнопок направления вверх, вниз, влево и вправо. В автономном режиме работы (когда компьютер не отправил данные на гравер) нажатие любой из этих кнопок приведет к перемещению лазерной головки в направлении, указанном стрелкой.
Кнопка F: Кнопка позиционирования. При нажатии загорается индикатор в правом верхнем углу этой кнопки, и текущие координаты положения тележки устанавливаются в качестве начала обработки.
Кнопка «Вверх»: Нажмите эту кнопку, чтобы поднять поверхность рабочего стола.
Кнопка «Вниз»: Нажмите эту кнопку, чтобы опустить поверхность рабочего стола.
Ручка регулировки тока: эта ручка регулирует выходной ток, поворот вправо увеличивает его, поворот влево уменьшает. При одновременном нажатии на «переключатель высокого напряжения» и «ручной выход света» вы можете увидеть величину выходного тока на амперметре. (Примечание: Во время настройки сначала выведите фокусирующую линзу из материала, чтобы не сжечь обрабатываемый материал).
Переключатель высокого напряжения: После нажатия на этот переключатель, лазерный блок питания будет обеспечивать высокое напряжение для лазера в соответствии с командой. Перед каждой гравировкой, пожалуйста, убедитесь, что вы нажали переключатель высокого напряжения, в противном случае лазер не будет излучать свет.
Ручной выход света: После нажатия «переключатель высокого напряжения», нажмите этот переключатель снова, и лазер будет непрерывно излучать свет в соответствии с текущим размером, указанным «выходной ток».
«!» Кнопка: Кнопка жесткой перезагрузки. После нажатия этой кнопки устройство перезагружается, интерфейс передачи данных подключается заново и возвращается в исходное состояние после загрузки.
Амперметр: Показания амперметра — это фактический выходной ток гравера, который связан с выходной мощностью лазера. Ток гравера можно регулировать.
Жидкокристаллический дисплей: При запуске и самопроверке на экране дисплея появляются следующие параметры:
- Просмотр файлов
- Системные настройки
- Регулировка светового контура (Выкл.)
Нажмите кнопку OK, чтобы изменить состояние светового пути.
Используйте кнопку со стрелкой вверх для перемещения по меню. Нажмите кнопку OK, чтобы перейти в режим регулировки светового пути, и на дисплее появится сообщение:
- Просмотр файлов
- Системные настройки
- Регулировка траектории света (Вкл.)
В этот момент нажмите клавишу со стрелкой «свет/вниз», чтобы вручную создать лазерный луч, который можно использовать для настройки пути света и фокуса.
Когда гравировальный станок работает, на дисплее отображается :
- Повторная обработка
- Обработка Позиционирование
- Время (часы: минуты: секунды) XX:XX:XX
Это соответствует времени, необходимому для обработки файла.
В это время горит красная лампочка на индикаторе BUSY. Нажатие кнопки паузы вызывает звуковой сигнал и заставляет мигать красный индикатор.
3.3. Основная процедура эксплуатации
Шаг 1: Установите лазер, подключите систему охлаждения воды и пылеудаления (см. подробности в разделах 2.1, 2.3, 2.4). Включите водяной насос, воздушный насос, вытяжной вентилятор или воздухоочиститель и проверьте, правильно ли работает циркуляция охлаждающей воды. Примечание: Во избежание повреждения лазера категорически запрещается использовать машину, если циркуляция охлаждающей воды не функционирует должным образом.
Шаг 2: Подключите кабель питания, линию печати и провод заземления (см. подробности в разделе 2.2). Перед включением питания гравировального станка и компьютера убедитесь, что шнур питания, линия печати и провод заземления правильно подключены.
Шаг 3: Настройте световой путь. Поскольку лазерный гравировальный станок является прецизионным оптическим прибором, он требует высокой степени точности настройки светового тракта. Если лазер не попадает в центр каждого зеркала, это повлияет на качество гравировки. Пользователям рекомендуется всегда проверять правильность работы светового тракта перед каждой операцией (см. метод работы в разделе 2.5). Примечание: Регулировка светового тракта должна выполняться только профессионально подготовленными операторами.
Шаг 4: Установите драйверы печати, драйверы USB-ключей и программное обеспечение ACE (см. руководство по программному обеспечению ACE и руководство пользователя системы драйверов принтера).
Шаг 5: Графическое редактирование. Используйте гравировальное программное обеспечение ACE для расположения содержимого и гравировки. Вы также можете импортировать в программу ACE заранее подготовленные файлы *.Bmp или *.Plt (см. конкретные методы работы в руководстве по программе ACE).
Шаг 6: Обработка позиционирования. После того как разметка завершена, необходимо определить положение обработки перед размещением материала. Метод позиционирования обработки заключается в следующем: Снимите обрабатываемый материал, положите лист бумаги на рабочий стол, нажмите на значок «Позиционирующая рамка» в программе ACE на основе готового макета. После этого гравировальный станок нарисует на бумаге позиционную рамку (примечание: используйте небольшой ток в это время, см. руководство по программному обеспечению ACE для конкретных методов работы).
Шаг 7: Определите параметры обработки. Параметры включают в себя интервал, скорость и ток. Интервал обработки означает, выводится ли матрица строка за строкой или с интервалом во время гравировки и сканирования; скорость обработки означает скорость перемещения траверсы и каретки; ток обработки означает ток лазера.
Для различных методов обработки, материалов, глубины гравировки и резки требуются разные параметры. Они должны быть установлены в соответствии с свойства материала и требования к обработке перед обработкой и часто требуют экспериментов. Когда лазер был использован в течение длительного периода, выходная мощность будет уменьшаться, поэтому, пожалуйста, увеличьте выходной ток в соответствии с требованиями.
Интервал и скорость задаются в программном обеспечении, а регулировка тока осуществляется двумя способами:
Регулировка осуществляется непосредственно на панели управления. После нажатия кнопки «Переключатель высокого напряжения» нажмите «Ручное излучение света», а затем поверните ручку регулировки тока, чтобы отрегулировать ток. Ток, отображаемый на амперметре в это время, является максимальным выходным током.
Этот метод следует использовать для настройки максимального тока перед каждой обработкой (внимание: перед настройкой тока удалите обрабатываемый материал во избежание его повреждения).
Настройте в программном обеспечении. Для разных объектов обработки в программном обеспечении можно установить разные методы обработки, а для разных методов обработки — разные уровни мощности.
Процент мощности может быть задан в уровне мощности для управления током (см. руководство по программному обеспечению ACE для конкретных операций). Фактический выходной ток во время обработки — это ток, отрегулированный вручную, умноженный на процент мощности для каждого метода обработки.
Другой способ управления выходной мощностью — установить линии на разные цвета при редактировании изображения, и процент мощности будет определяться цветом (см. руководство по программному обеспечению ACE для конкретных операций).
Шаг 8: Размещение рабочего материала и фокусировка
Убедитесь, что кнопка «Ручной выброс» не нажата, затем поместите рабочий материал в позиционирующую рамку на белую бумагу. Отрегулируйте высоту подъемного столика каретки так, чтобы расстояние от обрабатываемой поверхности до поверхности под вытяжным колпаком составляло 8 мм. В этот момент обрабатываемая поверхность находится в фокальной плоскости объектива конденсора (подробнее см. раздел 2.6).
Шаг 9 Обработка вывода данных
После размещения рабочего материала сгенерируйте и выведите данные в компьютер, и гравировальный станок начнет обработку (конкретные методы работы см. в руководстве пользователя программного обеспечения ACE).
Примечание: Перед выводом данных убедитесь, что «Переключатель высокого напряжения» нажат, но не нажимайте «Ручной выброс».
Шаг 10: Завершение обработки
По окончании обработки раздастся звуковой сигнал. Во время обработки, если циркуляция охлаждающей воды нарушена, обработка будет автоматически остановлена, пока циркуляция охлаждающей воды не придет в норму. После завершения обработки обязательно очистите рабочий стол и следите за чистотой гравировального станка.
Глава 4: Структура лазерного гравировального станка серии D
4.1. Структура машины
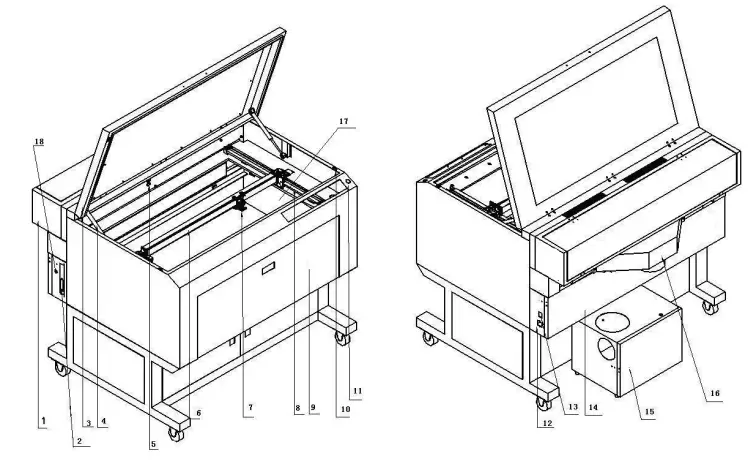
- 1 лазерная коробка
- 2 Интерфейс данных
- 3 Верхняя крышка
- 4 Газовая пружина
- 5 Приспособление для вдувания
- 6 X направляющая
- 7 Лазерная головка
- 8 Y Направляющая
- 9 Входная дверь
- 10 Магнитный переключатель
- 11 Выключатель аварийного останова
- 12 Розетка
- 13 Выключатель питания
- 14 Блок питания
- 15 Вентилятор, блок воздушного насоса
- 16 Выхлопное отверстие
- 17 Плита верстака
- 18-футовый педальный переключатель
4.2. Лазерная система
4.2.1. Лазер
Оснащен внутренним CO2 лазер, также могут быть настроены импортные радиочастотные лазеры.
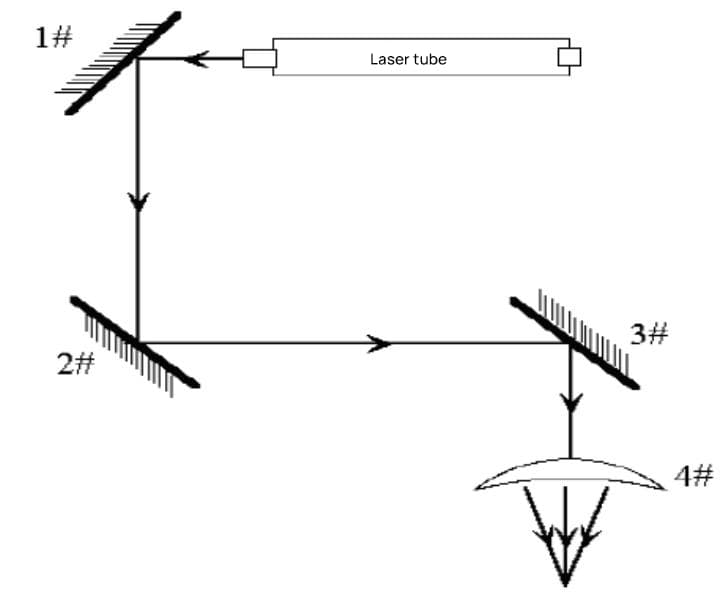
4.2.2. Система световых траекторий
В комплект входят три отражающих зеркала и одна фокусирующая линза. Свет, производимый лазером, отражается от зеркал и попадает на фокусирующую линзу, затем фокусируется фокусирующей линзой в полезный луч. Первое отражающее зеркало находится в лазерном боксе, второе зеркало может перемещаться по оси Y вместе с поперечной балкой, а третье зеркало и фокусирующая линза находятся в лазерной головке (рис. 4-1).
4.2.3. Источник питания лазера
Блок питания лазера установлен в нижней части задней стенки корпуса гравировального станка (рис. 4-1), он преобразует переменное напряжение 220 В в высокое напряжение, необходимое для работы лазера. Блок питания должен быть настроен в соответствии с мощностью лазера.
4.3. Секция управления
4.3.1. Главная плата
Главная плата установлена на правой стороне корпуса гравировального станка. Являясь основным компонентом управления лазерным гравировальным станком, она анализирует и преобразует данные, полученные от компьютера, затем передает их на лазерный гравировальный станок, тем самым завершая обработку в соответствии с содержанием, отредактированным в программном обеспечении. (Схему электрических соединений см. в приложении 3)
4.3.2. Нижняя плата
Нижняя плата устанавливается рядом с основной платой. Ее основная функция — приводить в действие двигатель, обеспечивать рабочий ток для главной платы и передавать на главную плату информацию о состоянии каждого компонента, позволяя главной плате управлять работой машины. (Схему электрических соединений см. в Приложении 3)
4.3.3. Панель управления
Панель управления расположена на правой передней панели машины, подробная информация об использовании и функциях приведена в разделе 3.2.
4.4. Рабочий стол
Рабочий стол имеет гибкую конфигурацию и автоматическую регулировку высоты. В зависимости от методов обработки и материалов можно выбрать различные варианты установки стола.
Плоский стол — подходит для производства резиновых плит и обработки других распространенных материалов.
Стол с полосками для ножей — подходит для таких целей, как резка акрила (опция).
Стол с сотами — подходит для резки текстиля, кожи и других материалов (опция).
Во время обработки кладите материал прямо на рабочий стол. Для легких материалов или материалов, склонных к тепловым деформациям, используйте грузы для фиксации краев или двусторонний скотч для приклеивания к рабочему столу. В соответствии с конкретными потребностями можно также использовать нестандартные приспособления.
4.5. Другие вспомогательные детали
4.5.1. Система циркуляции воды (применяется для бытовых трубчатых лазеров)
Система циркуляции воды включает в себя впускные и выпускные трубы и погружной насос. На сайте трубчатый лазер нагревается во время работы.
Если не обеспечить своевременное охлаждение, лазер может разорваться и выйти из строя. Поэтому гравировальные станки, оснащенные трубчатыми лазерами, должны обеспечивать хорошую циркуляцию воды во время работы. Это очень важно при использовании гравировального станка с трубчатым лазером, и этому следует уделить особое внимание.
Лазерные гравировальные станки этой серии оснащены устройством сигнализации нехватки воды. Если циркуляция охлаждающей воды внутри лазера нарушена, гравировальный станок подаст сигнал тревоги и прекратит работу до тех пор, пока циркуляция охлаждающей воды не будет восстановлена.
4.5.2. Система пылеудаления и вентиляции
Система удаления пыли и вентиляции включает в себя воздушный насос, воздуходувную трубу, воздухоочиститель (или вытяжной вентилятор) и вытяжную трубу. Выдуваемый воздух не только быстро охлаждает обрабатываемую поверхность, но и сдувает пыль и другой мусор, образующийся в процессе работы, обеспечивая качество обработки.
Многие неметаллические материалы в процессе лазерной обработки выделяют едкий газ, что требует использования воздухоочистителя (или вытяжного вентилятора) для отвода газа. В данной серии лазерных гравировальных станков используется задний способ вытяжки (Примечание: воздухоочиститель является дополнительным аксессуаром, который необходимо приобретать отдельно; данный гравировальный станок поставляется только с вытяжным вентилятором).
4.6. Ротационная насадка (опция)
Вращающаяся насадка — это дополнительная принадлежность, предназначенная в основном для обработки цилиндрических предметов. Ее использование выходит за рамки двухмерной обработки, позволяя обрабатывать такие предметы, как держатели для ручек и трофеи, значительно расширяя возможности пользователя.
Существует три типа ротационных насадок: большие, малые и трехчелюстные:
Может удерживать цилиндры диаметром 5~20 миллиметров
Может удерживать цилиндры диаметром 8~100 миллиметров
Может удерживать цилиндры диаметром 160-260 миллиметров
Глава 5: Меры предосторожности и основные моменты технического обслуживания
5.1. Меры предосторожности и ежедневное обслуживание
1. Данный продукт представляет собой передовую технологию, объединяющую оптику, механику и электронику. Для обеспечения вашей безопасности и правильного функционирования устройства не открывайте самовольно заднюю крышку гравировального станка и не изменяйте его внутреннюю структуру.
2. Гравировальный станок следует устанавливать на ровной поверхности и держать в устойчивом положении, чтобы избежать опрокидывания. Будьте осторожны, чтобы избежать столкновений при перемещении станка.
3. Подключите вентиляционную трубу вытяжного вентилятора или воздухоочистителя к внешней стороне, чтобы обеспечить хорошую вентиляцию.
4. Следите за чистотой и сухостью внутри гравировального станка. Скопление пыли и влаги может значительно сократить срок службы станка. Избегайте использования в чрезмерно влажной среде (относительная влажность должна быть менее 80%); не допускайте попадания воды или воздействия влаги на внутренние части машины.
5. Перед использованием проверьте охлаждающую воду, кабели передачи данных и линии питания. Категорически запрещается работать без охлаждающей воды, чтобы предотвратить перегорание лазера. Охлаждающая вода должна быть чистой. Накипь и мусор в грязной воде могут засорить трубы и лазер, повлиять на эффект гравировки и даже привести к взрыву.
Если в лазере обнаружены отложения накипи, их следует немедленно устранить. Можно добавить немного соляной кислоты (около 10%) в циркулирующую воду, запустить насос примерно на 20 минут, и как только будет замечено, что накипь в стеклянной трубке растворилась, заменить ее чистой водой, чтобы удалить отложения.
6. Система удаления пыли из выхлопной трубы имеет свойство накапливать дым и пыль. Если ее своевременно не чистить, она может засориться. Ее следует чистить не реже одного раза в неделю. При очистке сначала снимите выхлопную трубу, высыпьте пыль из нее, затем протрите лопасти вытяжного вентилятора и воздухозаборник влажной тряпкой.
7. Зеркало отражения и зеркало фокусировки являются расходными материалами. Если их не обслуживать своевременно, дым и пыль, образующиеся в процессе гравировки, могут разъедать покрытие зеркала.
Поврежденное покрытие не может полностью отражать или пропускать лазер; вместо этого оно поглощает тепло, генерируемое лазером, что не только влияет на эффект гравировки, но и может привести к разрушению зеркала. Особый метод ухода за зеркалом заключается в следующем:
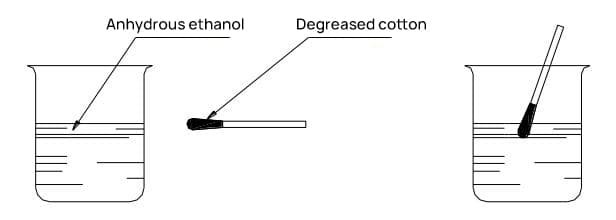

Осмотрите отражающие зеркала, на поверхность которых нанесена золотая пленка. При правильной очистке они должны иметь равномерный золотистый цвет. Если на них есть пятна или следы, аккуратно сотрите их обезжиривающим ватным тампоном, смоченным в безводном этаноле, как показано на рис. 5-1.
При очистке фокусирующей линзы открутите крышку объектива, извлеките линзу, очистите ее с помощью ватного тампона, смоченного в безводном этаноле, а затем вставьте ее в тубус фокусирующей линзы лазерной головки в прежнем виде.
При обнаружении повреждений покрытия следует немедленно заменить отражающие зеркала и фокусирующую линзу. Чтобы заменить объектив, сначала открутите крышку объектива, снимите старый объектив, вставьте новый объектив в крышку объектива, а затем закрутите ее на место.
Более яркая сторона отражающего зеркала является рабочей и должна быть направлена на путь света. При установке фокусирующей линзы убедитесь, что выпуклая сторона направлена вниз. После замены линзы световой путь и фокусное расстояние могут немного измениться; пожалуйста, отрегулируйте их соответствующим образом. Метод регулировки светового пути см. в разделе 2.5.
Примечание: Объектив изготовлен из хрупкого стекла; обращайтесь с ним осторожно при чистке и замене.
8. Лазер является расходным материалом. Со временем его внутренние газы расходуются, а мощность впоследствии снижается; это нормально. Когда вы заметите значительное уменьшение глубины гравировки при тех же параметрах, можно подумать об увеличении выходного тока. Если через некоторое время даже максимальный ток не будет удовлетворять требованиям гравировки, подумайте о замене лазера.
9. Гравировальный станок — это прецизионный инструмент с высокими требованиями к регулировке светового пути. Если световой тракт лазера отклоняется, это сказывается на гравировке. Если во время гравировки вы заметили отклонение светового тракта, немедленно отрегулируйте его. Обратитесь к разделу 2.5, чтобы узнать о конкретном методе регулировки.
10. Перед обработкой новые материалыОпределите, подходит ли материал для лазерной гравировки, и установите параметры гравировки опытным путем.
11. Во избежание ожогов категорически запрещается вставлять какие-либо части тела в световой поток.
12. Лазер, фокусирующая линза и отражающие зеркала являются расходными материалами, и на них не распространяется гарантия. Пожалуйста, тщательно обслуживайте их. При необходимости замены приобретите их по указанной цене.
5.2. Распространенные неисправности и их устранение Лазерный гравировальный станок
| Серийный номер | Симптомы неисправностей | Методы решения |
| 1 | После вывода данных гравировальный станок перестает работать. | Выключите питание и убедитесь, что кабели питания и передачи данных гравировального станка подключены правильно. |
| 2 | Лазер не излучает свет. | Убедитесь, что переключатель высокого давления активирован. |
| Проверьте ручку «Регулировка тока», чтобы убедиться, что она установлена на ноль (полностью повернута против часовой стрелки, в этот момент лазер должен находиться в неизлучающем состоянии). Если это так, пожалуйста, установите ее в соответствующее положение. | ||
| Проверьте, правильно ли работает система охлаждения воды. Если охлаждающая вода не циркулирует или объем циркуляции слишком мал, немедленно остановите машину и проверьте систему циркуляции. Как правило, существует два распространенных сценария: ☆ Погружной насос перестает работать. В этом случае проверьте питание насоса. Если питание в норме, это означает, что насос неисправен и нуждается в замене. Погружной насос, используемый в гравировальных станках серии C, должен иметь напор более 3 м и расход более 3000 л/ч. ☆ Погружной насос находится в хорошем состоянии. На этом этапе необходимо проверить, не засорены ли водопроводные трубы, а также вход и выход лазера. Если обнаружен засор или утечка, необходимо немедленно принять меры. При очистке входного и выходного отверстий лазера необходимо соблюдать особую осторожность, чтобы не повредить стеклянный корпус. Примечание: Насос может быть запущен для циркуляционного охлаждения только после того, как температура лазера снизится до комнатной. | ||
| Если до этого мощность лазера постепенно снижалась, это может означать, что срок его службы подошел к концу, и его следует немедленно заменить. | ||
| 3 | При проверке оказывается, что, несмотря на нормальную работу лазера и точные параметры обработки, результаты обработки не соответствуют требованиям. | Проверьте, находится ли плоскость обработки на фокальной плоскости фокусирующей линзы. |
| Определите, не начала ли уменьшаться мощность лазера. Если это так, подумайте о соответствующем увеличении выходного тока или о замене лазера. | ||
| Проверьте, не отклоняется ли оптический путь, методы регулировки оптического пути см. в разделе 3.2.4. | ||
| 4 | В процессе обработки появляются лишние линии. | Проверьте кабель данных и при необходимости замените его на новый. |
| Проверьте состояние заземления шасси гравировального станка и шасси компьютера, убедитесь, что соединения проводов заземления работают правильно. | ||
| 5 | Во время резки линии имеют зубчатый рисунок. | Уменьшите скорость резки при настройке параметров резки, чтобы повысить качество реза. |
| 6 | В процессе обработки выводится только часть дизайна. | Проблема могла возникнуть из-за того, что макет вышел за границы при форматировании. Ее можно устранить, переместив графику в интерфейсе макета в программе редактирования. |
Осторожно: Данный продукт представляет собой высокотехнологичную интеграцию оптической, механической и электрической систем. Для обеспечения вашей безопасности и нормальной работы оборудования не открывайте самовольно электрический блок управления гравировального станка и не изменяйте его внутреннюю структуру.
Приложение A: Правила обслуживания и меры предосторожности
I. Правила технического обслуживания:
1. При нормальном использовании на этот гравировальный станок предоставляется годовая гарантия.
2. Гарантия не распространяется на все расходные материалы. К ним относятся лазеры, зеркала и фокусирующие линзы.
3. Плата за расходные материалы: Плата взимается в соответствии с едиными стандартами компании по оплате технического обслуживания.
4. Ежедневное обслуживание программного обеспечения и оборудования, на которое распространяется обучение, не входит в гарантию.
II. Меры предосторожности:
Этот продукт представляет собой высокотехнологичную интеграцию оптики, механики и электроники. Для обеспечения безопасного использования и нормальной работы оборудования, пожалуйста, соблюдайте следующее:
1. Не открывайте самовольно заднюю крышку гравировального станка и не изменяйте его внутреннюю структуру.
2. Не подвергайте оборудование сильным вибрациям и не наклоняйте его.
3. Избегайте использования оборудования в чрезмерно влажной среде; не допускайте попадания воды или сырости.
4. Своевременно очищайте внутренние линзы (строго следуйте процедурам очистки, описанным в данном руководстве).
5. Во время работы обеспечьте хорошую циркуляцию охлаждающей воды и поддерживайте ее качество. При обнаружении накипи немедленно очищайте ее, чтобы предотвратить перегрев или даже разрыв лазера.
6. Предотвратите повреждение внешнего корпуса лазера по таким причинам, как замерзание охлаждающей воды, засорение накипью или грязью, механическое воздействие и т. д.
7. Рабочий стол и другие компоненты следует регулярно чистить.
8. Предотвратите коррозию корпуса и повреждение электронных компонентов из-за чрезмерного скопления дыма и влаги.
9. Другие меры предосторожности и пункты технического обслуживания см. в руководстве по эксплуатации изделия.
Приложение B: Краткое руководство по использованию машины
Шаг первый: убедитесь, что оборудование находится в сухом, не загрязненном и не подверженном вибрации помещении.
Гравировальный станок работает под высоким напряжением. Чрезмерная влажность может вызвать высоковольтный разряд, что приведет к повреждению материнской платы и блока питания. Поэтому гравировка в условиях повышенной влажности строго запрещена!
Шаг второй: проверьте рабочее напряжение.
Рабочее напряжение оборудования составляет AC220V±10V, 50HZ. Если напряжение в сети нестабильно, необходимо установить стабилизатор напряжения.
Шаг 3: Установите лазер, подключите циркулирующую охлаждающую воду и систему вентиляции для удаления пыли.
Лазер со стеклянной трубкой нагревается во время работы. Если его вовремя не охладить, лазер сломается и выйдет из строя. Кроме того, высокая температура воды повлияет на нормальный световой поток лазера. Не включайте питание до правильного подключения охлаждающей воды!
Если водопроводная вода жесткая, замените ее на чистую, чтобы предотвратить отложение накипи и засорение лазера.
Шаг 4: Подключите шнур питания, шнур принтера и провод заземления.
Слишком сухая среда или кондиционирование воздуха могут привести к накоплению статического электричества на поверхности шасси. Плохое заземление может привести к ошибкам при передаче данных, повлиять на результаты гравировки и стать причиной других инцидентов, связанных с безопасностью.
Шаг пятый: Отрегулируйте оптический путь.
Лазерные гравировальные станки — это прецизионные оптические приборы. К ним предъявляются высокие требования по регулировке оптического пути. Если лазер не попадает в центр каждого зеркала, это повлияет на результаты гравировки. Рекомендуется всегда проверять оптическую траекторию перед началом работы. (Метод работы см. в разделе 2.5)
Примечание: Работы по регулировке оптического пути должны выполняться только профессионально подготовленными операторами.
Шаг 6: Установите драйверы принтера, драйверы USB-ключа и программное обеспечение ACE.
Убедитесь, что драйвер принтера настроен на данную модель машины. (Способ работы см. в руководстве пользователя системы драйвера принтера)
Шаг седьмой: Графическое редактирование.
Войдите в программное обеспечение для гравировки ACE. Используйте различные функции программного обеспечения ACE для организации гравировки и резки. Вы также можете использовать программное обеспечение для загрузки в программу ACE файлов *.Bmp или *.Plt, созданных заранее. (Способ работы см. в руководстве по программному обеспечению ACE)
Шаг восьмой: Позиционирование для обработки.
После завершения компоновки необходимо сначала определить позицию обработки, а затем разместить материалы для обработки. (Метод работы см. в руководстве по программному обеспечению ACE)
Шаг девятый: Определите параметры обработки.
Параметры обработки включают в себя интервал, скорость и ток. Перед обработкой необходимо установить параметры обработки в соответствии со свойствами материала и требованиями к обработке. Обычно это требует экспериментов. (Метод работы см. в разделе 3.2)
Шаг 10: Поместите материалы для обработки, настройте фокусное расстояние.
Убедитесь, что кнопка «Ручной выход света» не нажата, затем настройте фокус. (Метод работы см. в разделе 2.6)
Шаг 11: Вывод данных для обработки.
После размещения материалов для обработки сгенерируйте и выведите данные в компьютер, и гравировальный станок начнет обработку. (Метод работы см. в руководстве по программному обеспечению ACE)
Примечание: Перед выводом данных убедитесь, что «Переключатель высокого напряжения» нажат, но не нажимайте «Ручной вывод света».
Шаг двенадцатый: Завершение обработки.
По окончании обработки раздастся звуковой сигнал. Во время обработки убедитесь, что охлаждающая вода циркулирует нормально.
После обработки, пожалуйста, очистите верстак и держите гравировальный станок в чистоте.
CNC2-6550
Part A: Инструкция по сборке лазерного гравировального станка.
Инструкция по сборке лазерного гравировального станка.
Подключение станка к компьютеру и автономное использование с внешним дисплеем.
Краткая инструкция по использованию программы LaserGRBL.
Видео по сборке и запуску станка будет доступно в ближайшее время!
Купить станок с автономным управлением можно тут CNC2-6550.
CNC 6550 Machine Desktop DIY Big Laser 65x50cm
Переведено и дополнено проектом Portal-PK. Сайт проекта Portal-PK.ru
Технологии начинаются с простого!
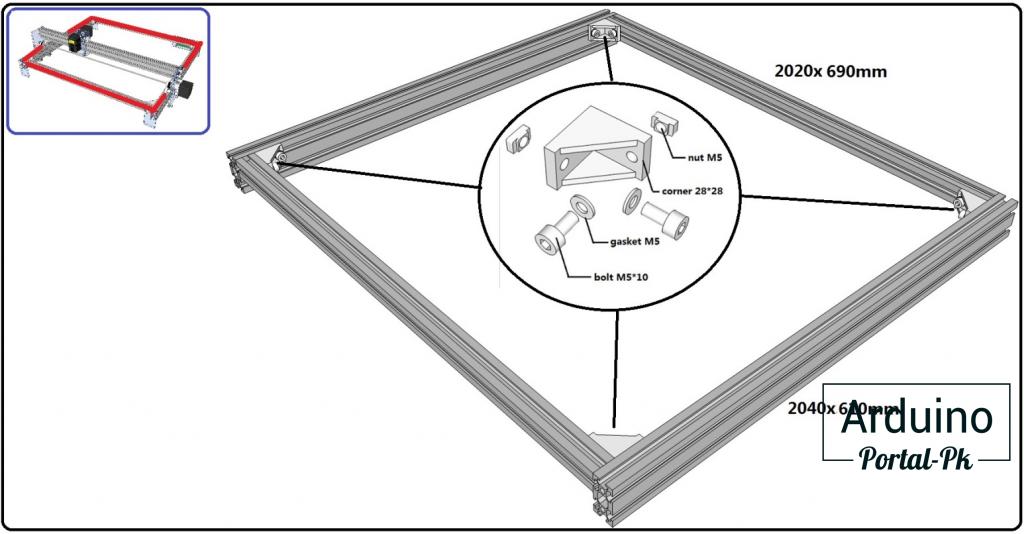
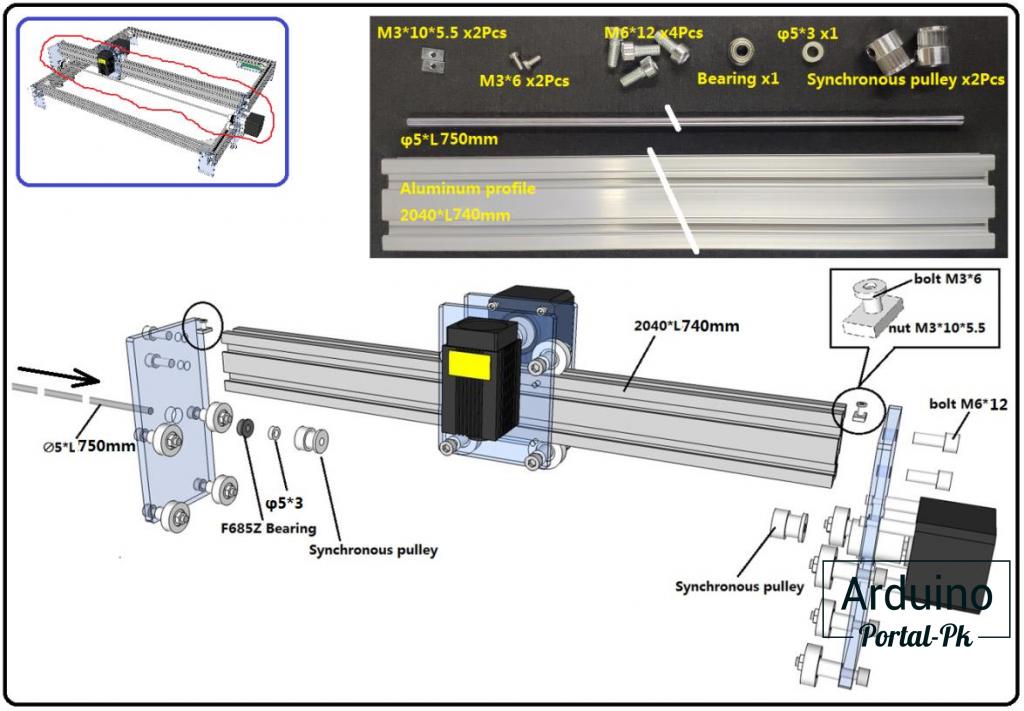
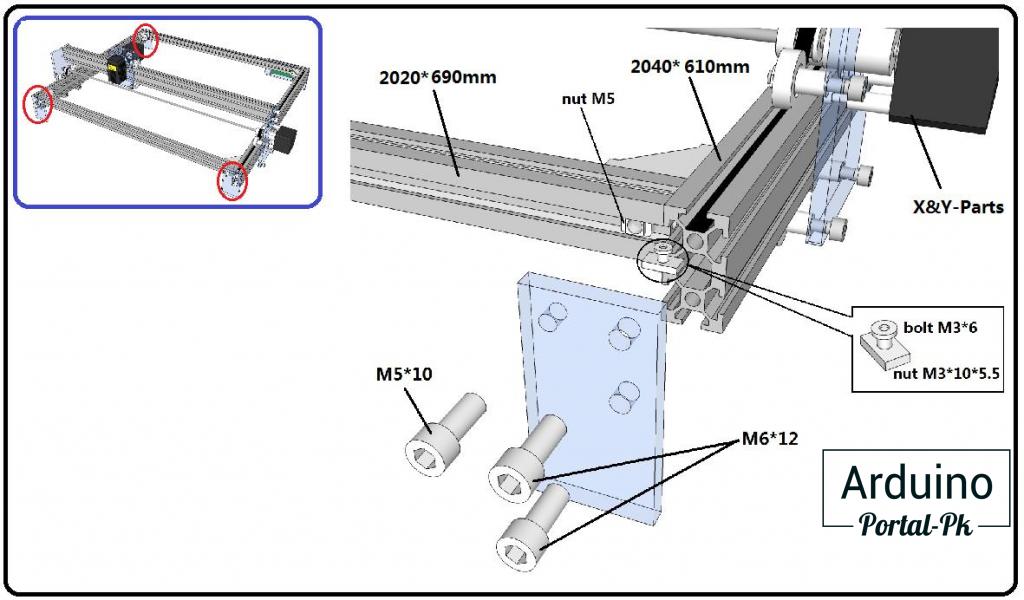
2. Направляющие для портала.
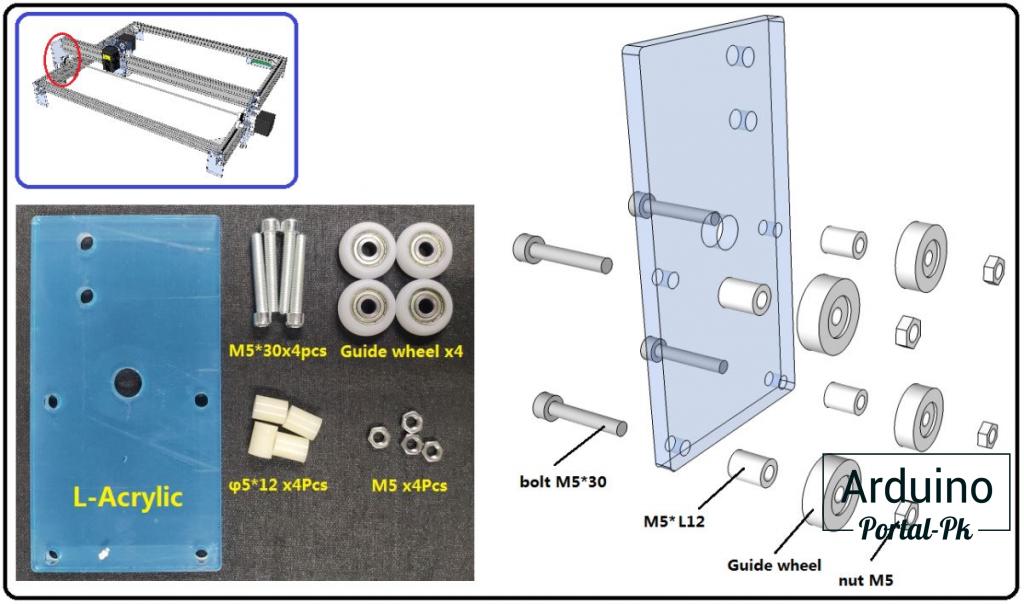
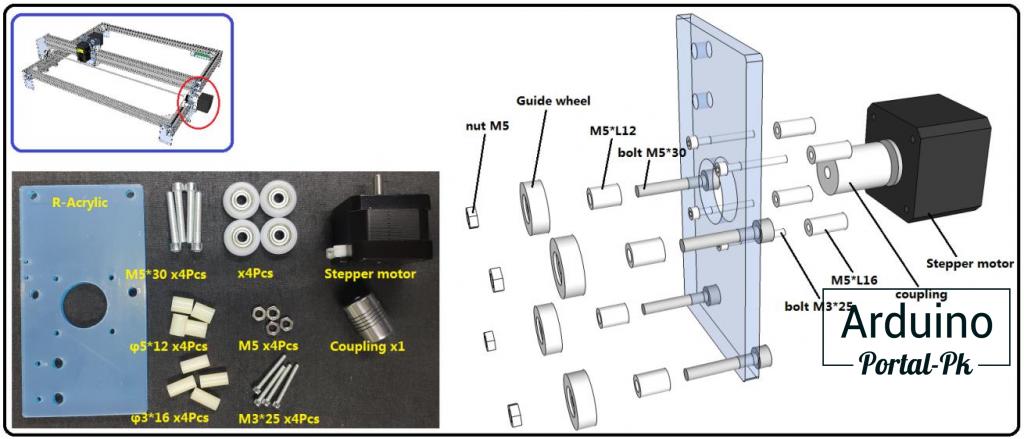
3. Направляющие для портала, и установка двигателя для перемещения по оси Y.
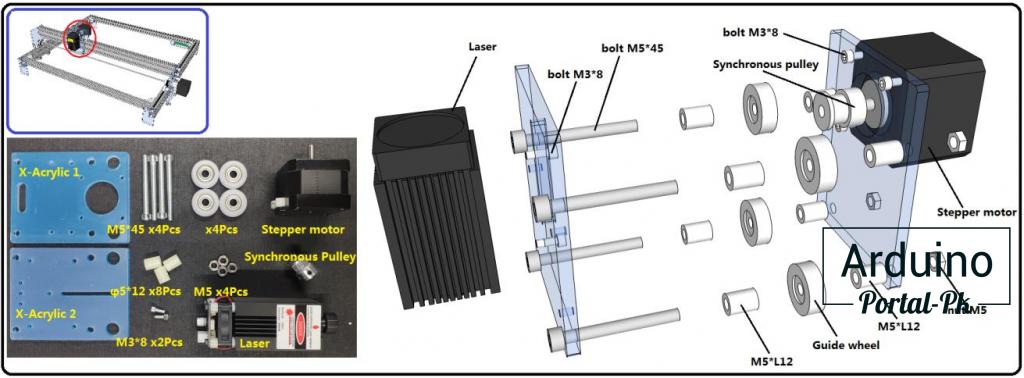
4. Сборка каретки и установка лазера.
5. Сборка портала лазерного гравировального станка.
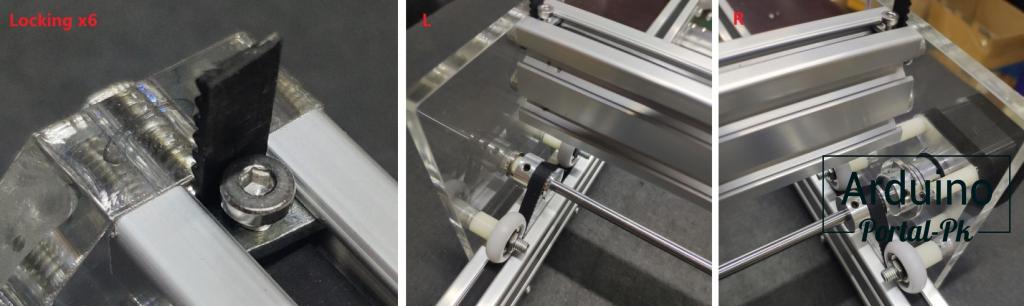
6. Установка ножек станка.
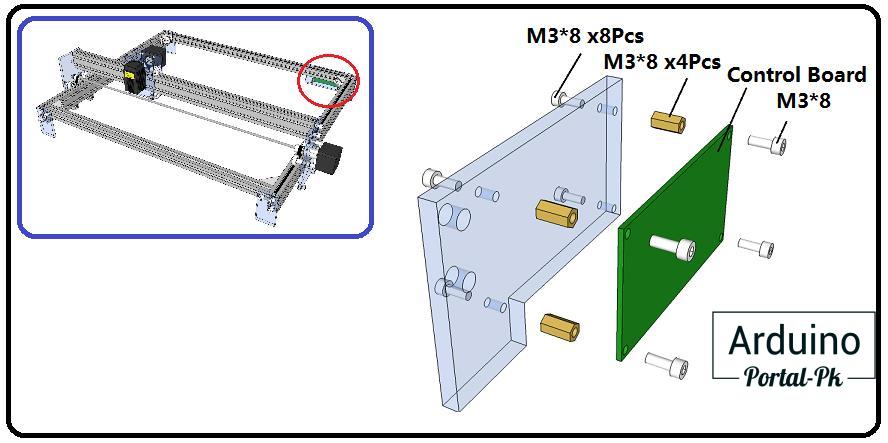
7. Установка 4-ой ножки станка с платой управления.
8.Y-ось: длина ремня: 765 мм x2 шт.
X-ось: длина ремня: 790 мм x1 шт
Подключение станка к компьютеру и автономное использование с внешним дисплеем.
Управлять станком CNC2-6550 можно через компьютер или с дисплея. В комплекте идет карта памяти на 1 Гб, что позволяет управлять станком без использования ПК.
Купить станок с автономным управлением можно тут CNC2-6550.
CNC 6550 Machine Desktop DIY Big Laser 65x50cm
Переведено и дополнено проектом Portal-PK. Сайт проекта Portal-PK.ru
Технологии начинаются с простого!
1. Плата управления может быть другой, но принцип подключения не меняется. Все разъёмы подписаны.
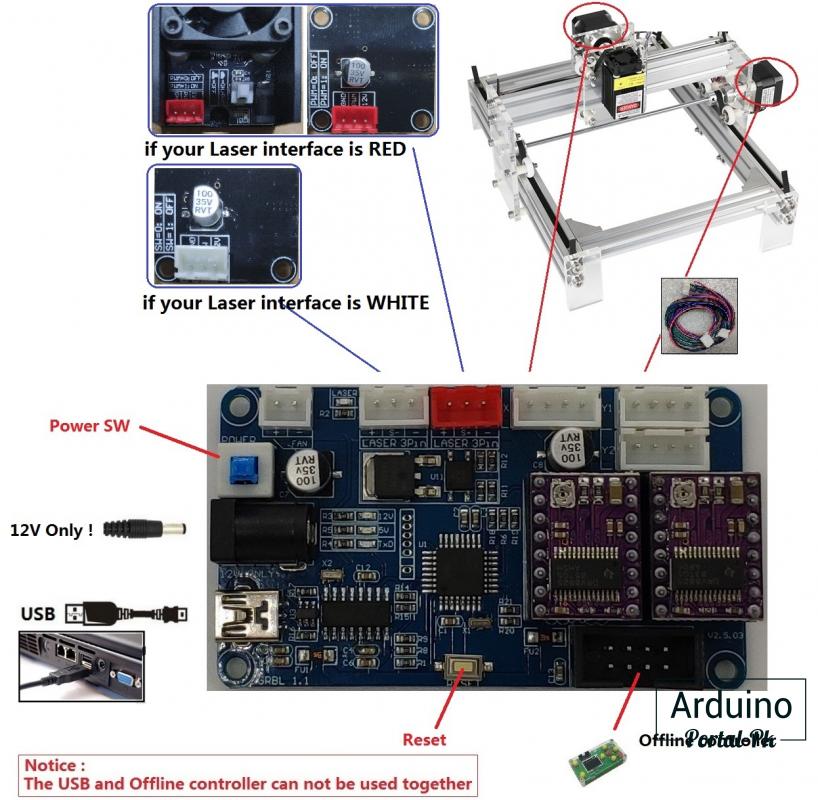
Если вы работаете без подключения к компьютеру, подключать USB провод не нужно!
2. Установка драйвера. Вместе с инструкцией на флешке есть файл CH340SER.exe
Кликаем по нему 2 раза. И устанавливаем.

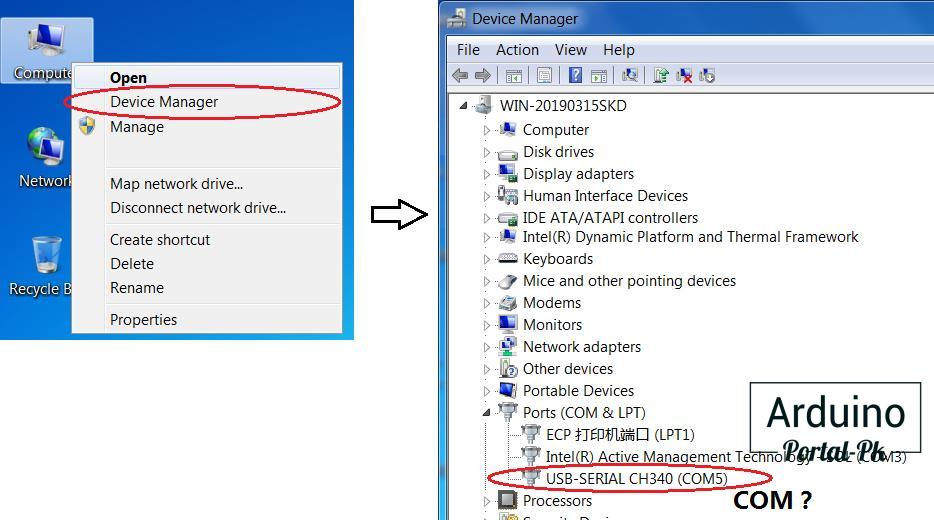
3. Чтобы определить COM-порт вашего станка нужно:
• Windows XP: щелкните правой кнопкой мыши «Мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
• Windows 7: нажмите «Пуск» -> щелкните правой кнопкой мыши «Компьютер» -> выберите «Диспетчер устройств» -> «Порты (COM и LPT)»
• Вашим устройством будет последовательный порт USB (COMX), где «X» представляет номер COM, например COM5.
• Если имеется несколько последовательных USB-портов, щелкните каждый из них правой кнопкой мыши и проверьте производителя, выбрать нужно «CH340».
4.0. Использование вместе с программой LaserGRBL (есть на USB флешке)
4.1. Используйте USB-кабель для подключения к компьютеру. (Не подключайте при автономной работе!)
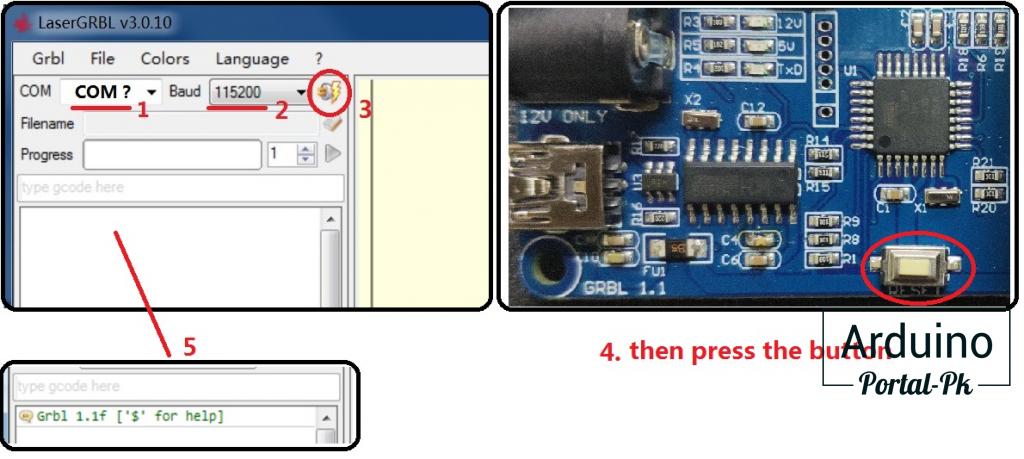
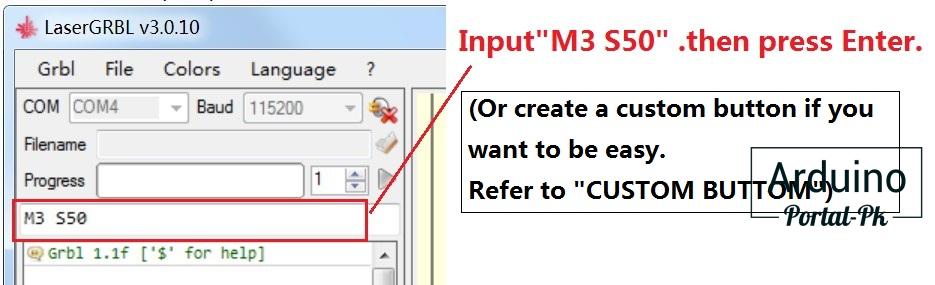
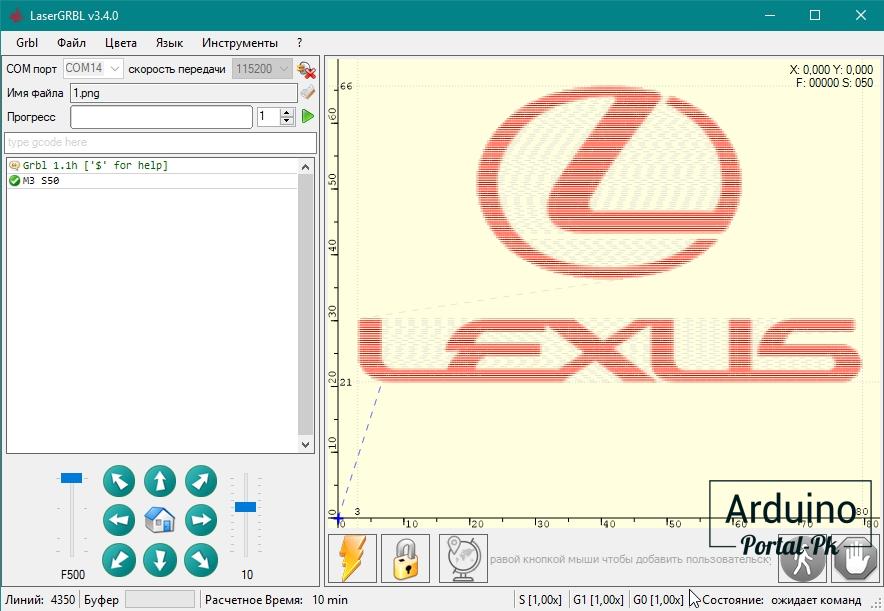
- Если все удачно подключилось, то вы увидите надпись ” Grbl 1.1f [‘$’ for help]”.
- Если выбран неверный порт, то данное сообщение вы не увидите.
4.2. Фокусировка лазера.
Лазер нужно сфокусировать, для этого поверните объектив, чтобы минимизировать пятно. Работать с лазером нужно в защитных очках.

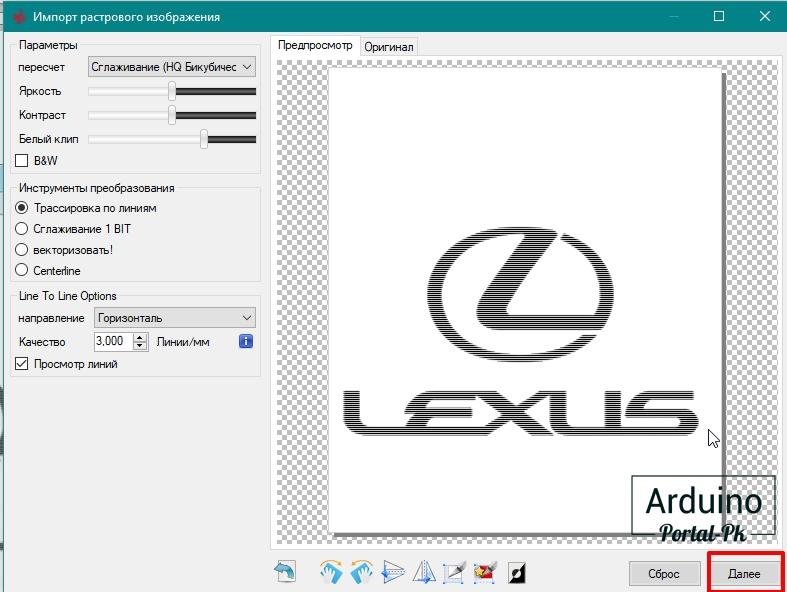
4.3. ИМПОРТ РАСТРОВЫХ ИЗОБРАЖЕНИЙ
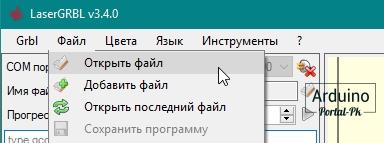
Растровый импорт позволяет загружать изображение любого вида в LaserGRBL и превращать его в кодовые инструкции без необходимости использования другого программного обеспечения. LaserGRBL поддерживает фотографии, клипарты, карандашные рисунки, логотипы, иконки и пытается сделать все возможное с любым видом изображения.
Его можно вызвать из меню «Файл, Открыть файл», выбрав изображение типа jpg, png или bmp.
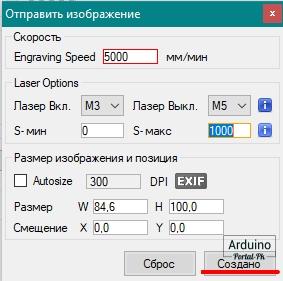
Обратите внимание: скорость и значение S отличаются для разных материалов.
4.5. Сохраните программу в файл «NC», если вы используете автономный контроллер.
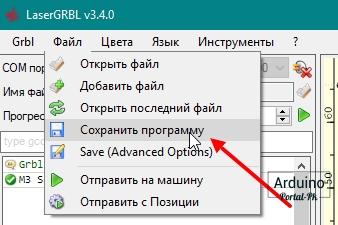

- Автономный контроллер можно использовать в качестве считывателя карт через USB-кабель.
- Затем подключите автономный контроллер к плате управления. (Не подключайте USB-кабель к компьютеру)

- Затем. См. ”руководство пользователя автономного контроллера», чтобы начать работу.
ЭКСПЕРТНЫЙ РЕЖИМ
— Экспертный режим позволяет пользователям достичь большего контроля над станком. Но пользователи должны иметь понимание об основных настройках.
1. Режим Постоянной Мощности Лазера М3.(режим по умолчанию)
* Режим постоянной мощности лазера просто сохраняет мощность лазера запрограммированной, независимо от того, движется ли машина, ускоряется или останавливается. Это обеспечивает лучший контроль состояния лазера. При хорошей программе G-кода это может привести к снижению времени при работе со сложными материалами.
ПРИМЕЧАНИЕ: M3 можно использовать, чтобы держать лазер включенным для фокусировки.
2. Динамический режим мощности лазера M4
Режим динамической мощности лазера автоматически регулирует мощность лазера, в зависимости от текущей скорости, относительно запрограммированной частоты. Это, по существу, гарантирует, что количество лазерной энергии вдоль разреза остается неизменным, даже если машина может быть остановлена или активно ускоряться. Это очень полезно для чистой, точной гравировки и резки простых материалов в широком диапазоне методов генерации G-кода программами CAM. Как правило, он будет работать быстрее и может быть все, что вам нужно использовать.
Grbl рассчитывает мощность лазера, исходя из предположения, что мощность лазера линейна по скорости и материалу. Часто это не так. Лазеры могут резать по-разному при разных уровнях мощности, и некоторые материалы могут плохо резать при определенной скорости и / или мощности. Короче говоря, это означает, что режим динамического питания может работать не во всех ситуациях. Всегда делайте пробный образец, прежде чем использовать его с новым материалом или машиной.
Когда динамический режим M4 не находится в движении, лазер отключается. Включается только при движении машины. Как правило, это делает лазер безопаснее в работе, потому что, в отличие от M3, он никогда не прожжет дыру в вашем столе, если вы остановитесь и забудете вовремя выключить M3.
Откройте «Режим динамической мощности лазера M4» в программном обеспечении LaserGRBL.
Примечание. Лазер включается только при движении машины.
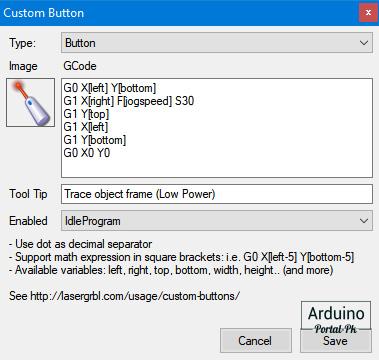
3. Пользовательская кнопка
LaserGRBL поддерживает пользовательские кнопки. Щелкните правой кнопкой мыши в области кнопок, чтобы добавить новую пользовательскую кнопку.

В пользовательской кнопке вы можете написать набор инструкций G-кода для выполнения пользовательских действий.
Существует 3 типа пользовательских кнопок:
- Button
- TwoStateButton
- PushButton
Пользовательская кнопка типа «Button» содержит блок кода GCode, который будет выполнен при нажатии. Это можно использовать для запуска серии инструкций gcode, то есть для трассировки кадра вокруг изображения или установки новой нулевой позиции.
«TwoStateButton» содержит два блока GCode. Первое действие выполняется при первом щелчке, затем второе действие выполняется при втором щелчке. Это очень полезно для таких действий, как включение / выключение лазера, чтобы увидеть его положение Включить / выключить лазер.
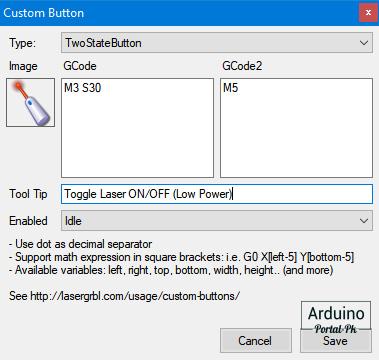
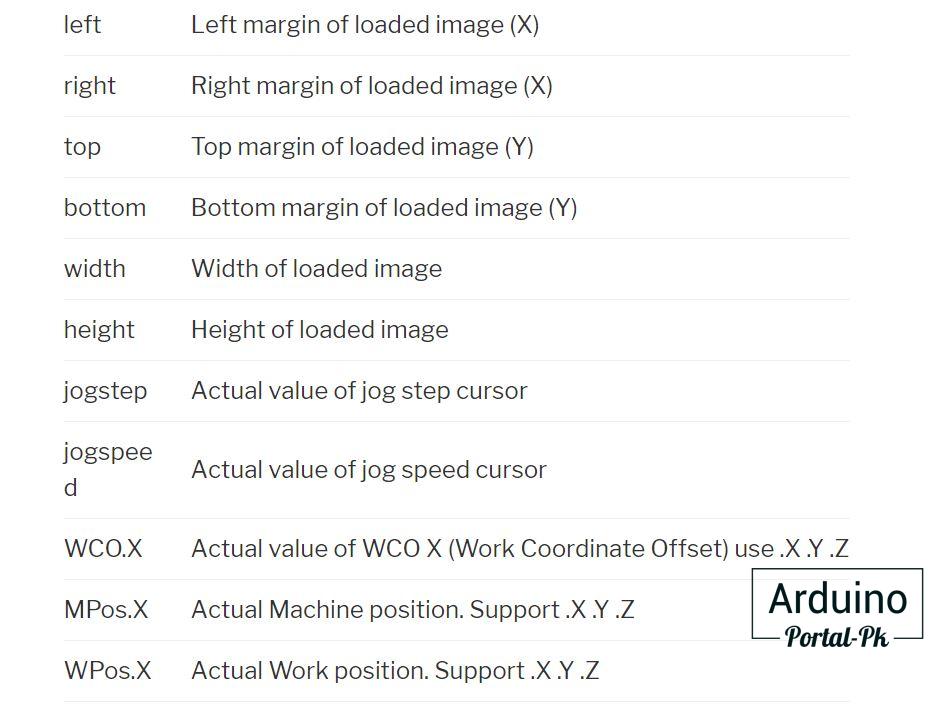
«PushButton» похож на «TwoStateButton», но первое действие выполняется при наведении мыши, второе — при нажатии мыши. Пользовательские кнопки поддерживают ряд переменных, которые можно использовать в выражениях. Вот полный набор поддерживаемых переменных:
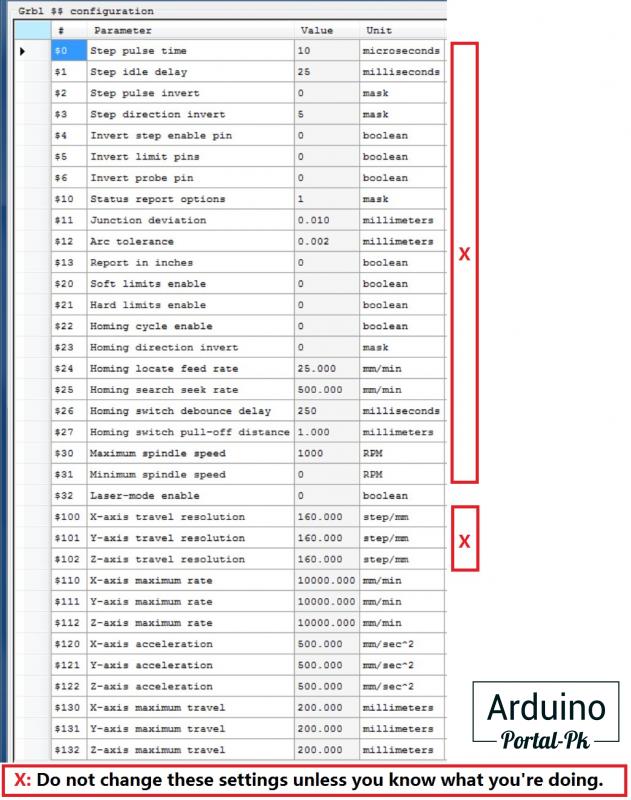
4. Конфигурация по умолчанию
Видео по сборке и запуску станка будет доступно в ближайшее время!
Купить станок с автономным управлением можно тут CNC2-6550.
CNC 6550 Machine Desktop DIY Big Laser 65x50cm
Скачать инструкцию в формате PDF можно по ссылке внизу статьи: инструкция для лазерного гравировального станка CNC2-6550 на русском.
Переведено и дополнено проектом Portal-PK. Сайт проекта Portal-PK.ru
Технологии начинаются с простого!
Подписывайтесь на наш Youtube и вступайте в группы в Вконтакте и Facebook.
Понравилась статья? Поделитесь ею с друзьями:
Файлы для скачивания
| файл CH340SER.exe .zip | 178 Kb | 1315 | Скачать | |
| LaserGRBL.zip | 1277 Kb | 1278 | Скачать |
Лазерные гравировальные станки произвели революцию в способах персонализации и проектирования продуктов., предлагая точность и универсальность. Если вы новичок в лазерной гравировке, это руководство проведет вас через все этапы: от понимания различных типов лазерных граверов до их настройки для вашего первого проекта..
1. Знакомство с вашим лазерным гравировальным станком
1.1 Типы лазерных гравировальных станков
Существует три основных типа лазерных граверов.:
- CO2 Лазерная Гравировка Машины
- Волоконные лазерные гравировальные станки
- УФ-лазерные гравировальные станки
Каждый тип подходит для определенных материалов и стилей гравировки., поэтому важно понимать различия.

1.2 Как работает лазерная гравировка
Лазерная гравировка предполагает направление концентрированного луча света на поверхность., испарение его части для создания изображения или дизайна. Глубина и четкость гравировки зависят от таких факторов, как мощность лазера., скорость, и сосредоточиться.
2. Выбор подходящего лазерного гравировального станка для вашего проекта
2.1 Лазерные гравировальные станки CO2
СО2-лазеры являются наиболее распространенными и универсальными. Они превосходно гравируют неметаллические материалы, такие как:
- Древесина
- Акрил
- Стекло
- Кожа
Ключевая особенность:
- Мощный: Можно резать и гравировать самые разные материалы..
- Доступный: Отличная отправная точка для новичков.

2.2 Волоконные лазерные гравировальные станки
Волоконные лазеры лучше всего подходят для гравировки металлов и материалов высокой плотности, таких как:
- Нержавеющая сталь
- Алюминий
- Титан
Ключевая особенность:
- Точность: Идеально подходит для сложных рисунков на металле..
- Долгоиграющий: Волоконные лазеры имеют длительный срок эксплуатации и требуют минимального обслуживания.

2.3 УФ-лазерные гравировальные станки
УФ лазеры предложение “холодная гравировка,” что делает их идеальными для деликатных материалов, таких как:
- Стекло
- Пластик
- Текстиль
- Керамика
Ключевая особенность:
- Неразрушающий: Отсутствие термического повреждения материалов..
- Высокая точность: Отлично подходит для мелких деталей и чувствительных материалов..

3. Настройка вашего лазерного гравировального станка
3.1 Базовая настройка
После того, как вы выбрали лазерный гравер, его настройка предполагает подключение к компьютеру, установка программного обеспечения, и подготовка места для гравировки.
3.2 Безопасность прежде всего
Прежде чем приступить к гравировке, всегда носите защитное снаряжение, особенно защитные очки, и обеспечьте надлежащую вентиляцию, чтобы избежать испарений от таких материалов, как акрил или кожа..

3.3 Программное обеспечение для проектирования
Большинство лазерных гравировальных станков используют программное обеспечение для управления станком и создания гравировок.. Популярные варианты включают в себя:
- LightBurn
- ЭзКад
- Инкскейп
4. Создание вашего первого дизайна
4.1 Выбор материала
Выберите материал, на котором хотите гравировать, будь то дерево, металл, или пластик. Убедитесь, что ваш материал совместим с типом лазерного гравера, который вы используете..

4.2 Подготовка дизайна
Создайте свой проект с помощью программного обеспечения. Для начинающих, сохраняйте дизайн простым. По мере накопления опыта можно будет решать и более сложные конструкции..
4.3 Настройка параметров
Ключ к успеху в лазерной гравировке кроется в настройках.:
- Власть: Более высокие настройки мощности сокращают глубже.
- Скорость: Более низкие скорости приводят к более интенсивной гравировке..
- Фокус: Правильный фокус обеспечивает чистоту линий и деталей..
Всегда выполняйте тест на металлоломе, чтобы убедиться в правильности настроек..
5. Освоение методов лазерной гравировки
5.1 Понимание глубины
Контроль глубины имеет решающее значение в гравировке.. Вы можете выполнить неглубокую или глубокую гравировку в зависимости от потребностей вашего проекта..
5.2 Техники наслоения
Многие проекты используют несколько слоев для создания глубины.. Это особенно полезно в проектах, требующих как мелкой, так и глубокой гравировки..
5.3 Объединение эффектов
Для художественных проектов, вы можете комбинировать лазерную гравировку с другими эффектами, такими как градиентная заливка., текстуры, и сглаживание для создания визуально потрясающих произведений.
6. Передовые методы: УФ-лазерная гравировка
6.1 Как работает УФ-лазерная гравировка
УФ-лазеры используют короткие длины волн для гравировки без выделения тепла.. Это делает их идеальными для чувствительных материалов, таких как стекло и пластик..
6.2 Распространенные применения УФ-лазерной гравировки
УФ-лазеры используются в отраслях, требующих точности., включая:
- Гравировка медицинского оборудования
- Маркировка электроники
- Персонализация стекла

6.3 Настройка УФ-лазерных граверов
Убедитесь, что настройки лазера точно настроены для деликатных материалов.. УФ-лазеры обычно требуют меньшей мощности и более высокой точности..
7. Устранение неполадок и обслуживание
7.1 Общие проблемы
Новички часто сталкиваются с такими проблемами, как неровная гравировка., выгорание материала, или неправильный дизайн. Обычно их можно исправить, отрегулировав мощность., скорость, и настройки фокуса.
7.2 Регулярное техническое обслуживание
Поддерживайте свой лазерный гравер в отличном состоянии с помощью:
- Регулярная очистка линз.
- Обеспечение правильного выравнивания лазерной головки..
- Замена любых изношенных деталей..
8. Бизнес-идеи лазерной гравировки
8.1 Ремесло и искусство
Лазерная гравировка открывает широкие возможности для создания персонализированных подарков., произведение искусства, и индивидуальный дизайн.
8.2 Промышленное применение
В отраслях, лазерные граверы используются для маркировки инструментов, техника, и детали с точностью.
8.3 Монетизация вашего лазерного гравера
С развитием электронной коммерции, предприятия по лазерной гравировке стали прибыльными предприятиями. Вы можете предложить такие услуги, как:
- Индивидуальная гравировка на свадьбах и мероприятиях..
- Гравировка логотипов на корпоративной сувенирной продукции.
- Создание предметов домашнего декора по индивидуальному заказу..
9. Часто задаваемые вопросы (Часто задаваемые вопросы)
9.1 Трудно ли научиться лазерной гравировке?
Нисколько! С практикой и вниманием к деталям, лазерная гравировка – доступный навык для новичков.
9.2 На каких материалах можно гравировать лазерным станком??
В зависимости от типа вашего лазера, ты можешь гравировать дерево, стекло, акрил, металл, кожа, и более.
9.3 Как долго служат лазерные граверы?
Граверы с CO2-лазером и волоконным лазером обычно служат несколько лет при правильном обслуживании., в то время как УФ-лазеры также известны своей долговечностью..
Обучение использованию станка для лазерной гравировки открывает бесчисленные творческие и практические возможности.. Независимо от того, настраиваете ли вы деревянную доску, гравировка металлических украшений, или создание мелких деталей на стекле с помощью УФ-лазера, ключ к успеху – владение настройками и приемами работы машины. Понимая сильные стороны вашего лазера и практикуясь на различных материалах, вы будете на пути к тому, чтобы стать опытным гравером.
Лазерно-гравировальная машина — высокотехнологический продукт, который объединяет компьютер, лазерную технологию, автоматический контроль и оптику в одной машине. Эти машины широко используются во многих областях: рекламе, раскройке различных материалов, электронике, прикладном искусстве, ритуальных услугах, в легкой промышленности, при производстве сувениров и т.д.
Основные преимущества лазерно-гравировальных машин:Используется передовой лазер, который заменяет традиционный механический гравер.
Если сравнивать эти машины с механическими гравировальными машинами, то лазерные гравировальные станки имеют много преимуществ, вот основные из них:
- Не требуются устройства захвата, рабочий материал помещается на поверхность стола, что удобно и эффективно.
- Нет никакого специального требования к твердости материала, таким образом, увеличивается диапазон их применения.
- Высокая точность гравирования, на пластике, фанере, дереве, а так же на камне.
- При применении лазерного станка с чпу эффективность работы увеличивается, как минимум в 2 раза.
- Современный и удобный пульт управления: В лазерно-гравировальной машине используется современная клавиатура надежная и удобная в работе, объединенная с цифровой системой контроля. Так же используются шаговые двигатели, которые обеспечивают более быструю и высокую точность работы.
- Операционный интерфейс обеспечивает легкость работы.
- Полностью закрывающийся корпус делает машину более безопасной и удобной.
Область применения лазерно-гравировальных машин: Лазерный луч машины способен резать и гравировать все неметаллические материалы, а при использовании специальных средств (паста для гравировки металла) появляется возможность для гравировки металлов. Точность позиционирования лазерной головки машины составляет 0,015 мм, за счет чего достигается очень высокая точность гравировки и резки.
Используемые в машине шаговые двигатели обеспечивают высокую скорость и большую производительность. В зависимости от материала при их резке и гравировке получаются сложные формы эксклюзивного дизайна. Многофункциональность компьютерной программы для машины позволяет получать готовые изделия, одновременно вырезая и гравируя их.
Один из самых популярных материалов для лазерной резки и гравировки – органическое стекло. При его резке края получаются зеркальные, торец немного оплавляется. При стыковке полученных заготовок практически отсутствует оптический зазор. Область применения продукции из органического стекла ограничивается лишь фантазией. В основном это рекламная продукция и элементы дизайна и интерьера.
Следующий по популярности материал — древесина и ее производные. Раскрой материала может осуществляется по сложному контуру с достаточно большой скоростью до 3 м/мин. Полученные изделия применяются для изготовления мебели, сложных паркетов, сувенирной продукции, и многого другого.
Для изготовления печатей и штампов идеально подходят машины с маленьким рабочим полем, такие как HX-40a , HX-3040 . Создание печатей и штампов вручную не может обеспечить высокого качества изделия. Если компания заинтересована в повышении производительности и качества продукции, то она выбирает передовые технологии.
Представленные нашей компанией лазерно-гравировальные станки идеально подходят для этих целей. Полностью компьютерное управление, передовая лазерная технология и цифровая технология контроля, все это решает проблемы низкого качества и низкой эффективности в создании печатей и штампов. Их небольшие размеры не требуют для них больших площадей для размещения.
Список материалов можно продолжать бесконечно. Вот лишь его часть: акрил, анодированный металл, картон, бумага, металлы с покрытием, паранит, пробка, хрусталь, кристаллы, ткани, стекло, кварц, ламинированный пластик, двухслойный пластик, кожа, мрамор, камень натуральный, искусственный камень, меламин, пластиковая пленка, резина, дерево, керамика.
Глава 2 Описание оборудования и его применение.
Описание оборудования:
- — Встроенная FLASH память объемом 32 Мб;
- — LCD дисплей с функциональными клавишами, делающий управление простым и удобным ;
- — Программное обеспечение встраивается в интерфейс программ AutoCAD и CorelDraw и других, позволяет выполнять разнообразные задачи по резке и гравировке (варьировать мощностью, скоростью резки и гравировки, менять заливку и т.д.), управлять параметрами лазера для получения различных визуальных результатов;
- — режим работы: растровая векторная графика (BMP, HPGL (PLT), JPEG, GIF, TIFF, PCX, TGA, CDR, DWG, DXF);
- — выполнено на базе СО2 лазера;
- — в качестве излучателя в комплексах используется отпаянная газовая трубка мощностью 80 Вт , ресурс работы которой составляет от 1500 — 10 000 часов;
- — Размеры рабочего поля от 300х500 мм до 2000х3000 мм., что позволяет выполнять резку и гравировку изделий большой площади;
- — высокоточный контроль движения, позволяющий повысить скорость гравировки и резки, обеспечить точные и ровные движения лазерного луча;
- — высокоскоростной USB порт для пересылки данных и управления с одного компьютера.
Глава 3. Установка
Требования к рабочему месту.
Условия работы должны соответствовать перечисленным ниже требованиям. Отсутствие подходящих рабочих условий может привести к неправильной работе оборудования или к его повреждению.
Температура внутри помещения должна быть в пределах 15-35°С. Когда температура окружающей среды выше максимальной предусмотренной, оборудование будет перегреваться, что приведет к его повреждению. При температуре окружающей среды ниже минимальной предусмотренной, возможен быстрый износ направляющих, заклинивание механизмов перемещения деталей машины.
Влажность не должна превышать 80%. Формирование конденсата повредит электронному устройству и будет угрожать безопасности оператора.
Лазерно-гравировальная машина должна работать при одной постоянной мощности, избегайте резких скачков напряжения. При колебании напряжения, аппарат будет работать не правильно. Если напряжение слишком высокое, электропитание аппарата будет полностью повреждено. Для предотвращения пожара и поломки машины вследствие действия высокого напряжения, установите стабилизатор напряжения на 2000W и более.
Лазерно-гравировальная машина должна быть хорошо заземлена. Плохое заземление сокращает срок службы лазерной трубки , а разряд высокого напряжения разрушителен для электрической схемы и опасен для жизни. Убедитесь, что машина хорошо заземлена, чтобы статическое электричество не наносило вреда человеку!
Избегайте закрытых тесных помещений и помещений без вентиляции. Рабочее место должно находиться вблизи от вентиляционного устройства.
Рабочий стол должен находиться рядом с гравировальной машиной, на него оператор может складывать необходимые инструменты, материалы, чертежи и т. д.
Не разрешается работать лицам, не имеющим опыта работы с аппаратом или не прошедшим инструктаж на пуско-наладочных работах, в противном случае компания не несет ответственности за возникшие поломки.
Установка машины
Лазерно-гравировальной машина находится в запечатанном деревянном ящике, поднимать и опускать его следует аккуратно. Сначала станок необходимо освободить от всех упаковочных материалов. При установке лазерно-гравировальной машины по всем сторонам от нее должен оставаться, по меньшей мере, 1 метр свободного пространства. Впереди станка свободного места необходимо оставить больше, для удобства работы и перемещения материала. Поставьте машину на твёрдую и ровную поверхность. Для достижения наилучших результатов лазерно-гравировальная машина должна быть соответствующим образом выровнена. Выравнивание должно производиться только после закрепления машины. После передвижения машины на новое место требуется новое выравнивание.
Далее необходимо установить вытяжное устройство с помощью крепежа, идущего в комплекте. Выхлопная труба от машины должна быть соединена с дымососом, а от дымососа на улицу. Максимальное расстояние от машины до дымососа 2м. От дымососа до улицы 2 м. Если длина дымохода больше, то необходим дополнительный дымосос
Машину необходимо заземлить. Машина подключается к сети электропитания переменного тока 220 V, она потребляет 3000 W, поэтому убедитесь в надежности вашей электропроводки.
Внимание: Запрещается заземлять машину на нулевой провод электросети!
Лазерно-гравировальная машина использует внешний погружной насос, подающий воду, в лазерную трубку . Необходимо подготовить емкость для охлаждающей жидкости-воды. Разница высоты между машиной и погружным насосом должно быть не более чем 0.5 метра. Охлаждающая циркулирующая вода должна быть чистой, без пыли и грязи. Температура охлаждающей воды должна быть в пределах +5-+25 °С.
При обнаружении недостаточного количества охлаждающей воды в емкости необходимо выключить машину и насос, подающий охлаждающую жидкость. Добавить воды и включить насос минимум на 30 минут, или до тех пор, пока лазерная трубка не остынет. Если вода не будет поступать, то лазерная трубка выйдет из строя. Насос должен быть полностью погруженным в воду. На входе и выходе не должно быть никаких препятствий для свободной циркуляция воды.
Подсоедините водяной и воздушный насосы к лазерно-гравировальному станку через шланги, следуя указателям на машине. WaterOutlet – выход охлаждающей жидкости. Этот шланг необходимо опустить в емкость с охлаждающей жидкостью. WaterInlet – вход охлаждающей жидкости. Этот шланг должен быть подсоединен к водяному насосу. AirInlet – этот шланг необходимо подсоединить к компрессору воздуха.
Лазерная трубка – сделана из тонкого стекла, очень хрупкая и может легко сломаться. Необходимо проверить, не сломана ли лазерная трубка , и каждый компонент устанавливается свободно на свое место. Устанавливать трубку необходимо аккуратно, чтобы не повредить ее. Достаньте лазерную трубку из упаковки. Откройте заднюю крышку машины и установите лазерную трубку на ее штатное место в крепления «С» образного типа выходным отверстием к отражающему зеркалу, используя резиновые прокладки (приложены в комплекте с крепежом). Закрепите лазерную трубку , не прилагая больших усилий, чтобы избежать ее поломки. Используя крепеж и гаечный ключ (приложен в комплекте), подключите трубку к шлангам для подачи охлаждающей жидкости.
Припаяйте красный провод к левому контакту трубки, а синий к правому. Нельзя нагревать лазерную трубку паяльником более 3 секунд. Провода должны быть надежно припаяны к лазерной трубке. Рабочее напряжение 20 кВ. Тщательно заизолируйте контакты с помощью изоленты. После установки, лазерную трубку нельзя вращать, чтобы не повредить соединения.
Вставьте силовой кабель в разъем машины и установите предохранитель на его штатное место.
Подсоедините USB кабель к компьютеру и вставьте электронный ключ в порт USB . Без электронного ключа невозможно привести машину в действие.
Установите на персональном компьютере программное обеспечение. Без установки уникального программного обеспечения работа на машине невозможна. Обязательно по завершению работ закрывайте машину, чтобы избежать оседания пыли на рабочие части!
Подготовка к настройке.
Пожалуйста, убедитесь, что выполнены следующие требования:
- надёжно закреплено оборудование ;
- система заземлена;
- в водяном баке имеется достаточно чистой дистиллированной воды;
- водяной насос и компрессор включены в электросеть;
- оборудование надёжно подключено к сети;
- не должно быть утечки воды охлаждения;
- разница высот от насоса до лазерной трубки не должно быть больше чем 0,5 метра;
- температура воды должна быть в пределах 20 °С;
- станок должен стоять на твердой ровной поверхности без вибрации.
Работа лазерного станка основана на перемещении лазерного луча по изменяющейся траектории. Лазерная трубка , 3 зеркала , лазерная головка и система настройки задают траекторию движения лазера. От точности движения лазера зависит результат гравировки и резки, поэтому оператор должен правильно настроить траекторию движения лазера. Линза в трубке закреплена болтом крепления линзы и лежит выпуклой частью вниз. К лазерной головке сбоку подведена трубка, по которой подается воздух, он необходим для охлаждения фокусирующей линзы . Воздух из лазерной головки уходит через форсунку.
Настройка движения лазерного луча
Обратите внимание!
При настройке необходимо защитить глаза и следить за тем, чтобы части тела не попали в лазерный луч. Выбрать необходимую мощность лазера, чтобы избежать возгорания древесно-стружечных плит. При работе машины ЗАПРЕЩАЕТСЯ касаться силового провода во избежание несчастного случая. Регулировку необходимо производить вдвоем. Один настраивает путь прохождения лазера, второй нажимает на кнопку «пульс». Лазер, используемый в этой лазерно-гравировальной машине, создает невидимый инфракрасный луч. Перед началом регулировки убедитесь, что на пути лазерного луча нет посторонних предметов, и он не направлен в сторону людей.
Для настройки линз используется древесно-стружечная плита, при попадании на которую лазерный луч оставляет след. При этом необходимо уменьшить мощность лазера, чтобы избежать возгорания древесно-стружечной плиты. При настройке луча лазера необходимо соблюдать меры безопасности. Необходимо помнить, что путь прохождения луча лазера должен находиться внутри машины, и не выходить за ее пределы.
Настройка движения лазерного луча:
- A: Включите водяной насос, либо чиллер и убедитесь, что происходит циркуляция воды, после чего включите лазерный станок .
- B: Прикрепите три древесно-стружечных плиты (либо картонные круги) размером немного больше чем отражатели, перед первым, вторым и третьим отражателем.
- C: Нажмите кнопку «пульс» которая включает операционную группу лазерно-гравировальной машины . Произойдет выстрел лазерного луча (мощность лазера необходимо установить не более 80%). Убедитесь, что оставленное пятно находиться по центру первого отражателя. Если оно смещено в сторону, необходимо центровать лазерную трубку в «С» образном креплении. После центровки снимите древесно-стружечную плиту (плотный картонный круг) на первом отражателе .
- D: При вторичном нажатии кнопки «Пульс» лазер пройдет через первый отражатель и сформирует пятно на древесно-стружечной плите установленной на втором отражателе . В случае не попадания луча в центр второго отражательного зеркала , необходимо настроить первый и второй отражатель с помощью латунных болтов, находящихся позади стойки линзы так, чтобы они находились на одной горизонтальной линии, и луч лазера попадал в центр второго зеркала . В первом зеркале настраиваем угол отражения, а во втором горизонт. После настройки снимите древесно-стружечную плиту (круг из плотного картона) перед вторым зеркалом .
- E: Второе и третье зеркало настраивается аналогично первому и второму. Необходимо настроить второе зеркало так, чтобы луч лазера попадал в середину древесно-стружечной плиты установленной на третьем зеркале во всех четырех углах лазерного станка .
- F: Третье зеркало необходимо настроить так, чтобы луч попадал в центр линзы лазерной головки. Через наладку угла линзы отражателя. По завершению настройки необходимо проверить работу станка. В процессе настройки необходимо соблюдать меры безопасности, следить за соединениями охлаждения лазерной трубки .
Обратите внимание!
- При настройке необходимо защитить глаза и смотреть за тем, чтобы части тела не попали в лазерный луч.
- Выбрать необходимую мощность лазера, чтобы избежать возгорания древесно-стружечных плит (кругов из плотного картона) .
- При работе станка ЗАПРЕЩАЕТСЯ касаться силового провода, во избежание несчастного случая.
- Регулировку необходимо производить вдвоем. Один настраивает путь прохождения лазера, второй нажимает на кнопку «пульс».
- Настройка фокусного расстояния. Необходимо настроить фокусное расстояние. Это влияет на глубину гравирования и толщину материала при резке.
Настройка фокусного расстояния
Поместите рабочий материал (лучше использовать органическое стекло) на рабочую поверхность станка. Ослабьте винт на лазерной головке. Меняя расстояние от лазерной головки до материала и нажимая кнопку «пульса». На рабочем материале образуются пятна различной глубины и размера. Необходимо настроить так, чтобы пятно было наиболее глубоким и меньшим по диаметру. Это и будет оптимальным фокусным расстоянием. В дальнейшем при изменении материалов и обслуживании лазерной головки фокусное расстояние останется тем же.
Оптика
В лазерном оборудовании используются три зеркала отражения и одна фокусирующая линза . Отражающие зеркала закреплены на первой, второй стойке и лазерной головке. Фокусирующая линза находится внутри лазерной головки. Чистота оптики влияет на глубину и качество гравировки и резки. Необходимо своевременно поддерживать их чистоту специальными средствами для оптики.
Зеркала закреплены тремя винтами с пружинами. Монтаж проводить аккуратно, не касаясь поверхностей зеркал.
Фокусирующая линза установлена внутри лазерной головки с помощью кольца и резиновой прокладкой. Для ее установки необходимо снять сопло лазерной головки. Для установки, необходимо демонтировать сопло. Аккуратно вставить линзу , не трогая ее поверхность и не царапая, потом резиновую прокладку и закрепить с помощью кольца. При установке линзу необходимо положить выпуклой стороной вниз.
Клавиатура машины
«Emergency STOP» При нажатии на кнопку произойдет сброс всех настроек, и машина остановится независимо от того, что она делала. Для включения кнопку необходимо повернуть по часовой стрелке.
«On-Off» Включение машины осуществляется ключом, который идет в комплекте.
«Lighting» Кнопка для включениясвета в лазерной машине
«Up» Кнопка для поднятия рабочего стола. Рабочий стол остановится автоматически при достижения максимальной высоты.
«Down» Кнопка для опускания рабочего стола. Рабочий стол остановится автоматически при достижения максимальной глубины.
«MENU» Эта кнопка используется при включенной машине для изменений параметров машины.
«Enter» Подтверждение текущей операции.
«Datum» При нажатии на эту кнопку головка лазерной машины перейдет в точку 0 и все настройки обнулятся.
«Laser» Кратковременное включение лазера, при удерживании кнопки продолжительное излучение. Используется при настройке машины.
«Stop» Останавливает текущую операцию
«Test» Лазерная головка проходит по периметру объекта
«Start/Pause»Начинает и останавливает работу машины. Если после остановки переместить лазерную головку, то после нажатия кнопки лазерная головка вернется в начальное положение и машина продолжит работу.
«ESC» Отменяет изменения.
Глава 4 Основные операции.
Включение и работа машины.
Включите компрессор.Включите основное электропитание нажатием переключателя на задней панели машины. Поверните кнопку «EmergencySTOP». Включите электропитание лазера с помощью ключа, а затем подождите 5 минут для прогревания лазера. (Проверьте, поступает ли вода в водопроводный шланг).Включите компьютер и соедините его с устройством при помощи USB кабеля.Войдите в программное обеспечение, откройте файлы для гравирования, для установки текущих параметров.Разместите рабочий материал, найдите нулевую точку фокусирующим зеркалом (т.е. найдите начало координат в графическом файле) с помощью соответствующих клавиш на панели управления.Начните процесс гравирования и резания (перед работой внимательно прочитайте инструкцию).
Обратите внимание!
Перед включением станка необходимо проверить состояние всех соединительных кабелей, наличие и уровень воды охлаждения. Если машина будет работать без охлаждающей жидкости, то лазерная трубка может треснуть (лопнуть) от перегрева, тем самым выйти из строя.
Остановка машины. Для остановки работы аппарата, выключите питание лазерного станка, вентиляционную систему, общее питание оборудования, систему подачи воздуха.
Регулировка параметров.
Обратите внимание!
Установите правильно скорость движения и мощность лазера в соответствии с необходимостью и задаваемыми технологическими параметрами работы, для качественного выполнения работы.
Аккуратно перемещайте рабочий материал, и сохраняйте одну и туже высоту рабочего материала, заданную фокусирующим зеркалом.
Не перемещайте тяжелые объекты на работающей поверхности, т.к. это препятствует движению лазерного ножа. Иначе будет поврежден и приведен в негодность мотор.
При работе следите за правильной работой системы откачивания.
Глава 5. Обслуживание и уход.
Чистая и аккуратная окружающая среда является залогом высококачественной гравировки. То, насколько долго останется чистой гравировальная машина, зависит от вида гравируемого материала, работы охлаждающей системы, условий работы и частоты использования машины. Пыль, скапливающаяся в движущихся частях, приведет к нарушениям в процессе гравировки и преждевременному износу движущейся системы; копоть, скопившаяся на оптическом зеркале, приведет к разрушению стекла и его порче.
Механизмы лазерно-гравировальной машины должны находиться в чистоте. Рабочее место должно быть чистым и не содержать пыли.
При регулярном качественном обслуживании и выполнении правил работы срок службы лазерной трубки может быть увеличен.
Необходимы хорошие производственные условия. Электропитание станка должно быть устойчивым. Если происходят колебания электропитания, то рабочее место необходимо оборудовать устойчивым электропитанием (установить стабилизатор напряжения). Станок должен стоять на ровной поверхности, не допускается его вибрация. Он не может работать во влажной окружающей среде.
Лазерная трубка нагревается, для ее охлаждения необходимо достаточное количество воды. Вода должна быть чистой, без грязи и пыли. Менять воду необходимо каждые 3 месяца. Объем воды должен быть более 40 литров. Температура воды должна быть от + 5 до +25 °С.
Лазерно-гравировальная машина использует лазерную трубку , которая заполнена СО2 газом. Объема газа в трубке достаточно для работы трубки на 100 % в течение 1500 часов. У лазерной трубки возможны 4 фазы работы.
- Первая фаза: Лазерная трубка выдает мощность больше на 10% — 15% чем заявлена. Эта фаза длиться в течение 2~3 недель.
- Вторая фаза: Рабочая фаза. Лазерная трубка выдает заявленную мощность. Эта фаза длится приблизительно 1~2 месяца.
- Третья фаза: Фаза снижения мощности. Так как трубка используется достаточно длительное время, ее мощность постепенно снижается. Необходимо увеличить мощность лазерной трубки и уменьшить скорость. Длительность этой фазы приблизительно 1 месяц.
- Четвертая фаза: фаза истощения. Необходима замена лазерной трубки .
При регулярном качественном обслуживании и выполнении правил работы срок службы лазерной трубки может быть увеличен.
Направляющие лазерной головки должны быть чистыми. Регулярно очищайте их хлопковым тампоном, смоченным в спирте и смазывайте трущиеся части. Не забывайте тампон внутри станка.
Линза и отражающие зеркала необходимо протирать хлопковым тампоном, смоченным в специальном растворе ежедневно. Не допускается нахождение пыли на линзе . При обнаружении повреждения линзы или зеркал их необходимо заменить.
В станке все должно быть сухим, особенно зеркала, лазерная трубка и выключатель питания.
Если вы заметили влагу, немедленно отключите питание и удалите влагу.
Для отключения электропитания машины сначала отключите тумблер на машине, потом отключите вилку из розетки.
Перед включением машины необходимо проверить состояние всех соединительных кабелей, наличие и уровень воды охлаждения. Если машина будет работать без охлаждающей жидкости, то лазерная трубка может треснуть от перегрева.
Отражающие зеркала и линза лазерной головки.
Поверхности отржающих зеркал и линзы лазерной головки отполированы и покрыты тонким слоем металла. Чистота их поверхности влияет на мощность лазера, поэтому они должны быть чистыми, и необходимо ее регулярно поддерживать. Поддержание чистоты линз увеличивает срок их службы.
Водяной насос и воздуходувка
Они очень просты в обслуживании. При выключении машины их необходимо выключать. Своевременно необходимо удалять с них пыль и грязь.
Несоблюдение указанных требований может привести к выходу из строя оборудования, либо преждевременному уменьшению рабочего ресурса.
Лазерная машина и компьютер должны быть правильно заземлены.
Храните лазерную машину в чистоте, особенно два скользящих ролика. Регулярно смазывайте трущиеся частилазерной машины маслом для предотвращения ржавчины.
При работе с материалом, особенно при его резке, на рабочей поверхности скапливаются органические остатки, которые необходимо регулярно удалять, т.к. они будут сжигаться и дымиться при работе лазера.
Обращайте внимание на правильную работу выводного отсоса, проводите чистку его поверхности.
Меняйте воду для охлаждения один раз в три месяца, измеряйте температуру вводы в водопроводе.
Поддержание в чистоте системы отражения лазера.
При долгой работе отражатели загрязняются и должны чиститься каждую неделю. Пожалуйста, протирайте их с помощью особого материала для чистки линз, бумагой для линз или адсорбирующим котонном. Осторожно обращайтесь с линзами, не повредите их поверхность острыми материалами.
Нижняя поверхность фокусирующих линз в фокусирующем зеркале может загрязняться летучими веществами от рабочей поверхности, иногда пылью. Проводите чистку по мере необходимости.
Внимание!
Перед проведением технического обслуживания питание лазерного гравировального станка должно быть отключено.
Этапы очистки:
- Выключите лазерную гравировальную машину , выньте вилку из розетки.
- Откройте кожух станка, соберите пыль и отходы пылесборником.
- Очищайте окошко, находящееся наверху кожуха, с помощью хлопчатобумажной ткани, пропитанной мыльной водой. Оно сделано из материала, который может расщепиться под воздействием такого химического растворителя, как спирт или ацетон, а потому его нельзя очищать с помощью химических растворителей; для этого применяется особое чистящее средство. Также нельзя применять бумажное полотенце, чтобы избежать царапин.
- Для очистки движущуюся систему по оси X,Y используйте бумажное полотенце, нанесите смазку на направляющие Х, через специальные масленки.
- Для очистки решетки используйте бумажное полотенце и мягкую ткань, пропитанную мыльной водой.
Очистка оптических зеркал:
Мойте руки перед очисткой оптического стекла. Не прикасайтесь к оптическому стеклу, чтобы не повредить имеющуюся на нем защитную пленку. По окончании работы вы должны, по меньшей мере, один раз визуально удостовериться в том, что на ней нет копоти или царапин.
Чистому стеклу не требуется мытье. Слишком частое мытье может его повредить!
Используйте хлопчатобумажный материал, пропитанный чистящим раствором. Хлопчатобумажный материал может быть использован только один раз. Повторяйте эту операцию до полной очистки.
Временные рамки технического обслуживания:
Сроки технического обслуживания зависят от вида гравируемого материала, качества гравировки, времени гравировки и качества воздухопоглощающей системы. Клиент может самостоятельно принять решение относительно сроков технического обслуживания. Рекомендуется проверка или очистка каждые 8 часов работы. Клиент должен установить сроки технического обслуживания таким образом, чтобы продлить срок службы оборудования, создавать продукцию более высокого качества и сократить время простоя. На техническое обслуживание будет затрачиваться около 5 минут в день.
Глава 7. Меры предосторожности .
Внимание!
Разница между внешней температурой и температурой охлаждающей воды не должна превышать 5°С, в противном случае это приведёт к скоплению конденсата на зеркале и к его повреждению.
Безопасность и меры предосторожности
Лазерная система не должна оставаться без присмотра в рабочем режиме, поскольку лазерный пучок может воспламенить находящиеся рядом предметы, а потому возле лазерной гравировальной машины должен находиться огнетушитель.
Запуск лазерной машины запрещен до тех пор, пока не включен вентилятор выхлопных газов.
Удалите все посторонние предметы, материалы, руководства и т. п. с рабочей поверхности лазерной гравировальной машины, чтобы предотвратить блокировку ее движения.
Убедитесь, что на ходовой поверхности нет мелких предметов. Каждый день после работы должна наноситься смазка.
Убедитесь в характеристиках и оптическом качестве гравируемых материалов, в том числе:
- — требования к охлаждению;
- — скорость безопасной гравировки.
Убедитесь, что оператор машины:
- — прошел тщательную соответствующую подготовку;
- — выучил требования безопасности;
- — овладел процедурой гравировки;
- — надел защитные очки и рабочую одежду;
- — водная система охлаждения работает;
- — выхлопной вентилятор работает.
Внимание!
Не надевайте одежду с широкими рукавами и карманами, ювелирные украшения с камнями, ожерелья, кольца, наручные часы и т. п. Убедитесь, что линия между компьютером, гравировальной машиной и системой контроля надежна, а движущиеся части машины не заблокированы.