
В соединении металлических заготовок на сегодняшний день сварочные технологии находятся вне конкуренции. Это и наиболее распространенный, и самый экономичный способ изготовления сложных металлоконструкций. Сварка позволяет получать очень прочное соединение неограниченного количества элементов из металлов с однородным и эстетичным стыком. В то же время сварочный шов может стать самым уязвимым звеном конструкции из-за плохого качества работ. Зачистка дает возможность выявить брак в процессе выполнения соединений и устранить его задолго до начала эксплуатации конструкции.
СОДЕРЖАНИЕ
- Способы зачистки сварных швов
- Необходимость зачистки сварных швов
- Механическая зачистка сварных швов болгаркой
- Обработка сварных швов химическим способом
- Травление
- Пассивация
- Термическая обработка
- Зачистка швов после сварки: техника безопасности
- Заключение
Способы зачистки сварных швов
Из-за этого и необходимости придания шву эстетичности зачистка является одним из пунктов, которые внесены в требования ГОСТа. Для зачистки сварного соединения применяются различные инструменты и методы:
- Механическая обработка стыка методом шлифовки с использованием «болгарки» или подручных абразивных материалов.
- Химическая обработка, подразумевающая протравливание специальными реагентами.
- Термический способ. Снимает остаточные напряжения конструкции.
Каждая из технологий отличается нюансами и рекомендована в конкретном случае. В определенной ситуации очень важно правильно выбрать наиболее подходящий метод и инструмент. Наиболее часто используются угловая шлифовальная машинка, металлическая щетка или шлифовальный станок. Важно при выборе оборудования учитывать в первую очередь отдаваемую мощность и только потом обращать внимание на потребляемую мощность.
Один и тот же вид оборудование имеет несколько модификаций. К примеру, в противовес привычной ручной шлифмашинке в производстве кораблей используются передвижные высокопроизводительный агрегаты. Они представляют собой шлифовальный станок, который можно переместить к конструкции большого размера и уже по месту зашлифовать стык.
Необходимость зачистки сварных швов
На заключительном этапе сварочных работ специалист очищает шов от шлака и окалины. Весь процесс состоит из трех простых этапов:
- Место сварного соединения по периметру обрабатывается одни из трех выше перечисленных методом.
- После этого поверхность полируется составом, предотвращающим окисление.
- Выполняется лужение сварного стыка.
Зачистка сварных швов производится с целью устранения изъянов поверхности и регламентируется положениями пунктов ГОСТа 9.402-80. К дефектам принято относить: трещины, свищи, лунки и кратеры, которые могут образоваться в местах сварного соединения.
Нужно строго соблюдать технологические нормы выполнения зачистки. Не допускаются любые отклонения от общепринятых стандартов. Желательно полностью использовать все возможности, которые предоставляет современная шлифовальная техника и химические реагенты.
Читайте также: Дефекты сварных швов и соединений
Механическая зачистка сварных швов болгаркой
Наиболее востребованный и самый простой способ механической обработки — зачистка угловой шлифовальной машинкой или попросту болгаркой. Благодаря такому методу воздействия сварной шов можно очистить от окалины, окиси, заусениц и следов побежалости. Способ имеет очень весомое преимущество — низкую себестоимость. Для зачистки подбираются специальные насадки — абразивные круги определенной толщины и диаметра.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Обработка сварных швов химическим способом
Однако наиболее качественный результат достигается при условии комбинирования двух способов зачистки — механического и химического. Обработка сварных соединений химическими препаратами может выполняться одним из двух методов: травления или пассивации. Для объективности нужно рассмотреть оба.
Травление
Обработка выполняется непосредственно перед механической шлифовкой. Используется специальный химический состав, позволяющий создать на поверхности однородный слой. Метод травления успешно применяется в случаях, когда требуется удалить побежалость. Практикуется травление отдельных участков соединения или заготовки полностью. В последнем варианте подразумевается, что заготовка будет полностью погружена в раствор.
В случае полного окунания заготовки нет строго регламентированного времени на выполнение процедуры. При таком методе воздействия срок выдерживания определяется в индивидуальном порядке в зависимости от состава и вида металлов. Нужно подчеркнуть, что зачистка сварного соединения будет более эффективной, если прибегнуть к травлению методом пассивации. Его особенность заключается в том, что стык получает очень существенный бонус: увеличиваются его прочностные характеристики.
Пассивация
Суть процесса состоит в следующем. Для обработки металлической поверхности используется специальный химический состав. После его нанесения по всей плоскости образуется пленка. Она предотвращает старение металла и образование коррозии. С точки зрения взаимодействия реагентов это выглядит так: оксиданты размягчают верхний слой стали, взаимодействуют с ним и растворяют свободные частицы, которые не являются составляющей металлической заготовки. Помимо этого, состав активирует образование на поверхности защитной пленки.
Угловые сварные швы зачищать нужно в соответствии с требованиями Правил Гостехнадзора. Согласно его положениям, качество очистки контролирует сменный мастер, а результаты отображаются в технологической карте ремонта сварочных соединений.
Термическая обработка
Применяется в тех случаях, когда требуется зачистить остаточные напряжения внутренней части. Термообработка необходима в сваривании тонкостенных металлических конструкций. Суть процедуры сводится к тому, что готовая конструкция нагревается до определенной температуры, после чего охлаждается по определенному температурному графику.
Все работы производятся в три этапа. Изначально прогревается шов и рабочая поверхность вокруг него. Он должен выдерживаться нагретым в течение небольшого отрезка времени (второй этап), после чего остыть естественным путем (третий, заключительный, этап). Благодаря таким простым манипуляциям восстанавливается прочность и пластичность металла в районе сварочного шва.
Технология термической обработки имеет существенный недостаток. Если не удалось выполнить все манипуляции в точности с температурным графиком, то исправить ситуацию очень сложно. Простых решений нет. Потребуется дорогостоящая аппаратура и услуги профессионала, который имеет опыт подобной работы.
Контролировать соблюдение температурного режима можно разными способами. Наиболее распространенными являются измерения с помощью пирометра. Можно использовать тепловизор — специальное устройство, измеряющее температуру объекта на расстоянии. Менее эффективны методы контроля при помощи термокраски или термокарандаша, которые меняют свой оттенок в зависимости от температуры металла. Для их использования требуются практические навыки.
Зачистка швов после сварки: техника безопасности
При выполнении любого рода сварочных операций прежде всего необходимо подготовить соответствующим образом рабочее место, оборудование и оснастку. Следует использовать специальную защитную одежду и предусмотренные регламентом средства. Строго придерживаться требований норм пожарной безопасности.
Перед началом работ необходимо пройти инструктаж, о чем делается запись в рабочем журнале. К выполнению работ допускают штатные сотрудники в возрасте от 18 лет, прошедшие соответствующую подготовку.
Заключение
Качественный и эстетичный сварной шов получится только после финальной обработки стыка. Это обязательное условие выполнения любых видов сварочных работ. Обработать поверхность можно разными способами. Итоговая цель таких манипуляций состоит в том, чтобы привести элемент в состояние полной готовности. Основная часть операций регламентируется положениями ГОСТа. Удаление остатков сварки — это органичная составляющая процесса, направленного на получение нужного результата.
Зачистка сварных швов после сварки
Оцените, пожалуйста, статью
Всего оценок: 94, Средняя: 2
Сварочные технологии не знают себе равных в современном производстве. Это самый популярный способ изготовления сложных металлоконструкций, что объясняется его экономичностью, доступностью и надежностью. Однако сварочный шов оказывается уязвимым звеном конструкции и требует повышенного внимания изготовителей. Зачистка помогает выявить брак в месте соединения и устранить его до начала эксплуатации.
В основе сварочных работ лежит процесс формирования неразъемного соединения между деталями путем их нагрева. По завершении работ металл необходимо основательно зачистить в месте образовавшихся швов. Оно очищается от окалины, копоти, грязи и различных неровностей.
В данной статье рассмотрим основные способы зачистки сварочных швов и разберем важность этого этапа производства.
Цель зачистки сварочных швов
Процедура зачистки сварочных швов преследует следующие цели:
- Избавиться от образовавшегося шлака. В шов попадают кусочки расплавленного металла (шлак). Он ослабляет место стыка, подрывая целостность изделия.
- Нормализовать внутреннюю структуру металла. При сварке поверхность нагревается неравномерно. В результате в структуре металла оказывается остаточное напряжение, которое может дать трещину и разрушить конструкцию.
- Усилить непрочные места. Обработка мест соединения материала повышает сопротивляемость металла к воздействию внешней среды, увеличивая тем самым прочность.
- Выровнять поверхность шва. Таким образом обеспечивается плавный переход от стыка к детали. При этом поверхность подготовляется к дальнейшей покраске.
- Оценить качество работы. Зачистка помогает определить дефекты до начала активного использования конструкции.

Способы зачистки сварочных швов
Механический
Проводится с использованием металлической щетки или шлифовальной машинки. Работа проходит в три этапа:
- Очистка вокруг шва;
- Предварительная обработка абразивом с крупными зернами;
- Окончательная шлифовка с установкой мелкозернистой насадки.
Для этого способа понадобится специальный инструмент, например, болгарка со шлифовальными кругами из цирконата алюминия с повышенной прочностью. Абразива подбирается под определенный тип работ. Тонкая обработка осуществляется исключительно насадками с мелкими зернами, а для снятия окалины потребуются крупнозерные круги.
После завершения зачистки открывается путь к полировке шва. Для успешного противостояния внешней среде поверхность должна быть цельной и ровной. Процесс шлифовки включает следующие этапы:
- Обработка машинкой с вулканитовым диском;
- Нанесение раствора с алмазными составляющими;
- Полировка войлочным кругом.
Химический
Перед началом очистки рекомендуем провести химическую очистку соединений. Существует два основных способа химической зачистки сварочных швов:
- Травление серной или соляной кислотой. Таким образом удаляются оксидные наросты, из-за которых ржавеет сталь.
- Пассивация. Целью процедуры является создание тонкого легирующего слоя для защиты от коррозии. На поверхность наносится специальный раствор, который вступает в химическую реакцию и образует защитную пленку.
Термический
Для изделий из тонкого металла хорошо подходит термообработка. Так детали не деформируются от механического воздействия. Малая толщина способствует быстрому нагреву, при этом остальные участки остаются холодными. Перепад температур ведет к изменению в кристаллической решетке и ее разрушению. Термическая обработка восстанавливает структуру металла и возвращает его прежние свойства. Для этого используется следующее оборудование:
- Индукционное. Генератор переменного тока большой частоты и мощности. Нагревательным элементом выступает катушка индуктивности.
- Радиационные. Нагрев инфракрасным излучением, испускаемый нихромовой проволокой.
- Газовое. Прогрев газовой горелкой.
Принцип работы заключается в высоком нагреве шва: температура достигает 1000 ℃. Процедура состоит из следующих этапов:
- Нагрев участка у шва;
- Выдержка изделия в нагретом состоянии;
- Охлаждение конструкции.
Электрохимический способ
Чаще всего именно этот метод используется для обработки швов нержавеющей стали после сварки. Процесс протекает следующим образом: в небольшой емкости подготавливается электролит. Затем подается напряжение, щетка окунается в раствор и растирает его, оказывая воздействие на шов и поверхность рядом. Так формируется слой, обеспечивающий антикоррозийную защиту, а цвет стали остается прежним.
Нужна помощь в расчете конструкций?
Оставьте заявку прямо сейчас и получите подробное коммерческое предложение с расчётами и сроками производства металлоконструкций под ключ.
Оставить заявку
Мы нашли идеальное решение для производства мебели — быстро, качественно и красиво.
Профильная труба часто применяется для производства металлической мебели, стеллажей, подстольев и так далее.
- Для выполнения работ будем использовать машину с регулировкой оборотов и эксцентриковую орбитальную машину.
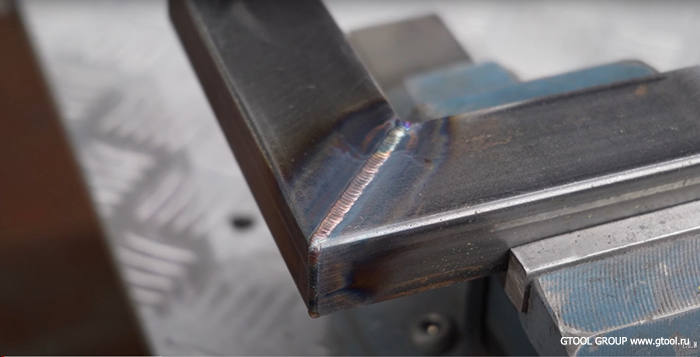
1 шаг. Зачистка сварочного шва.
Чтобы получить плоскую поверхность будем использовать керамические круги на липучке зерно 120, с мягкой опорной тарелкой.
Такие круги быстро и без перегрева удаляют металл, а мягкая опорная тарелка позволяет оставить геометрию поверхности ровной.

Шлифовальные круги XK870K, на липучке, зерно P120

Рекомендуемая скорость 5000 об/мин
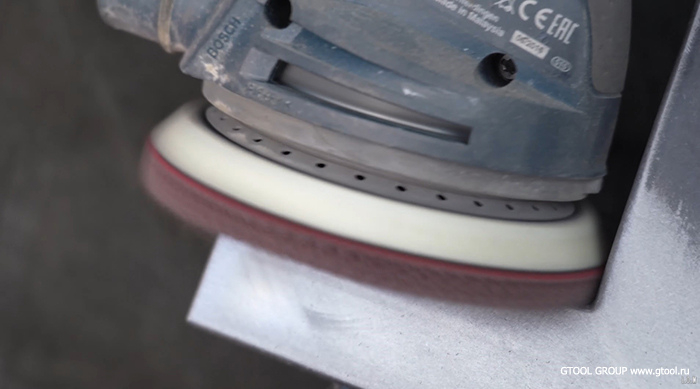
2 шаг. Шлифовка поверхности.
Для этого будем использовать круг нетканый зерно Medium (P120) и опорную тарелку (Velcro) для нетканых материалов.
После зачистки сварного шва, неткаными кругами на липучке Р120 можно за один шаг понизить шероховатость для последующего матирования, а тарелка имеет особые высокие крючки и эффективно удерживает нетканый круг во время работы.
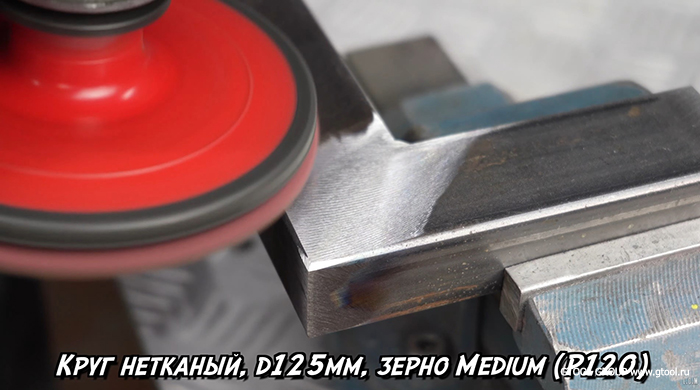
Круг нетканый шлифовальный, d125мм, зерно Medium (P120)
Рекомендуемая скорость 3000 об/мин
3 шаг. Матирование.
Чтобы создать идеальную матовую поверхность на металле используем нетканые круги на липучке зерно 120 из более классического материала, с открытой и “рыхлой” структурой. Такие круги лучше всего использовать для матирования или деликатной чистки на орбитальной шлифмашине.
Орбитальная шлифовальная машины обладает меньшей агрессивностью по сравнению с УШМ, поэтому мы используем зерно более крупное. Это позволит нам удалить круговые риски от второго шага и придать поверхности равномерный вид.
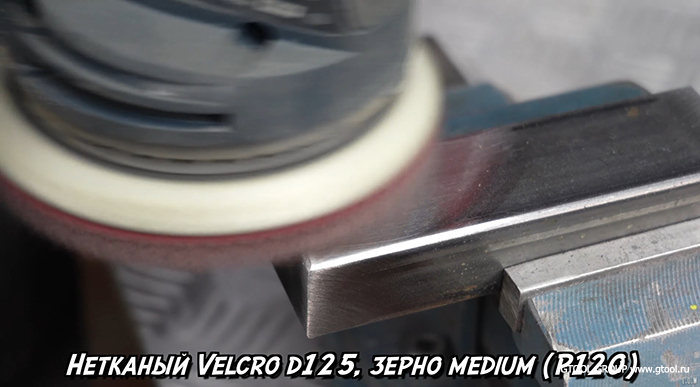
Шлифовальный круг из нетканого абразивного материала d125, зерно medium (P120)
4 шаг. Зачистка сварного шва в углах и труднодоступных местах.
Для данного шага необходим круг грубых зерен и сильно спрессованный. Мы будем использовать Круг доводочный EA7 d150x3x13мм. Преимущество этого круга в том, что он агрессивный, предназначен для снятия больших швов, а также обеспечивает гладкую, блестящую и однородную поверхность.
В зависимости от самого сварочного шва — выбирается толщина доводочного круга 6 мм или 3 мм.
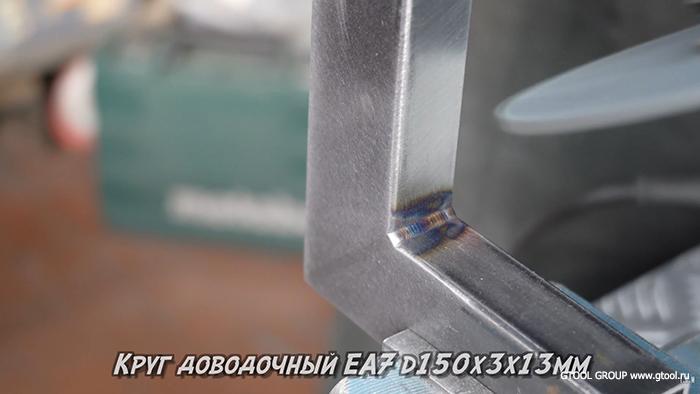
Круг доводочный EA7 d150x3x13мм
Рекомендуемая скорость 4000 об/мин
Повторяем 2 шаг. Шлифовка поверхности, нетканым кругом зерно Medium (P120).

Круг нетканый шлифовальный, d125мм, зерно Medium (P120)
И далее повторяем шаг 3. Матирование, при помощи нетканого круга на орбиталку.
Шлифовальный круг из нетканого абразивного материала d125, зерно medium (P120)
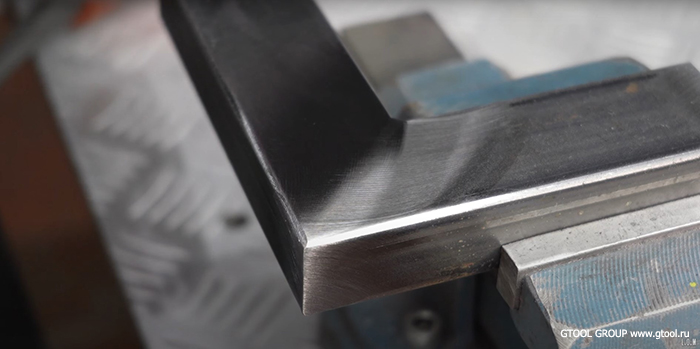
Вот что мы получаем:
Благодаря объемной структуре в сочетании с зерном Medium, этот круг сглаживает грубые следы предыдущего этапа, уменьшает шероховатость поверхности и придает ей абсолютно равномерный вид.

ВАЖНО! При шлифовании всегда используйте средства индивидуальной защиты для сохранности вашего здоровья.

Ссылки на абразивы и инструменты из статьи:
- Круг на липучке VSM
- Тарелка на липучке
- Нетканый круг Medium
- Нетканый круг на орбиталку
Видео, как мы это делали:
Следите за нами во всех социальных сетях:
Сварка относится к процессу соединению или сплавлению деталей, в результате чего детали образуют единое целое. Источником тепла при этом обычно является пламя дуги, создаваемое электричеством источника сварочного тока. Сплавление деталей может происходить исключительно за счет тепла, выделяемого дугой, так что сварные детали плавятся вместе. Подобное соединение металлических элементов считается наиболее популярным и экономичным вариантом изготовления металлоконструкций, имеющих однородный и эстетичный стык. Сварочный шов — может стать уязвимым местом по причине плохой выполненной работы. Необходим контроль сварных швов — зачистка помогает обнаружить различные дефекты, ликвидировать их прежде, чем металлоконструкция будет введена в эксплуатацию.
Технологии зачистки сварных швов после сварки
Обработка, необходимая для придания шву изящества и эстетичности, внесена в ГОСТ требования. Шлифование шва — важный этап во многих процессах изготовления металлоконструкций, для аккуратного удаления излишков требуется абразив, который можно использовать быстро и осторожно. Работа выполняется несколькими способами с использованием различных инструментов:
- Механическая шлифовка шва производится болгаркой, абразивной машиной либо подручными приспособлениями.
- Термообработка предусматривает удаление остаточных напряжений металлоконструкции.
- Химическая технология подразумевает воздействие специальными химически активными веществами.
Указанные методики отличаются своими особенностями, поэтому при планировании работ важно верно применить подходящую технологию и соответствующее оборудование. Зачастую отдаётся предпочтение шлифовальному станку, металлической щётке либо угловой шлиф машинке. При выборе инструментов рекомендуется принимать во внимание параметр отдаваемой мощности, а после учитывать величину потребляемой мощности.
Значимость зачистки швов
Завершающий этап выполнения сварочных работ — очистка швов от окалин, нагара и шлака. Данная процедура состоит из 3-х этапов:
- Для зачистки крепления по периметру выбирается одна из вышеуказанных технологий.
- Выполняется полировка отшлифованной поверхности специализированным веществом, которое предотвращает окисление.
- Сварные места покрываются тонким слоем оловом — производится лужение.
Зачистка, регламентируемая ГОСТом, необходима для контроля сварных швов — исключения поверхностных дефектов, к которым относятся расщелины, кратеры, пустоты и свищи.
Механическое шлифование болгаркой
Востребованный и популярный способ — механическое шлифование с использованием «болгарки» или угловой шлифмашинки. В качестве насадок используются абразивные диски необходимого диаметра и толщины. Технология имеет убедительное преимущество — низкая себестоимость. Механическое воздействие болгаркой способствует очистке сварного шва от остатков побежалости, окисления, окалин, заусенцев, шлака.
Термический метод обработки
Для зачистки остаточного напряжения используется термообработка, необходимая для возобновления пластичности и стабильной прочности стали в месте сварочного соединения. Смысл методики заключается в том, что сваренную металлоконструкцию прогревают до назначенной температуры, далее следует процесс охлаждения согласно установленному температурному режиму.
Процедура термической обработки состоит из 3-х этапов:
- Первый этап — прогрев соединения, рабочей площади вокруг шва;
- Второй этап — выдержка нагреванием на протяжение определённого времени;
- Третий этап — естественное охлаждение.
У термического метода обработки есть один серьёзный недостаток — все работы требуют максимальной внимательности и точности, при неудачно выполненных манипуляциях без соблюдения температурного режима, все старания пойдут насмарку. Для подправки ситуации потребуется дорогостоящее оборудование и услуги специалиста, который стыкался с подобным.
Химическая технология
Комбинируя два метода шлифования (механический и химический), можно получить максимально качественный результат. Рассмотрим два варианта зачистки швов веществами химического происхождения:
- Пассивация. Обработка выполняется с применением специального химического вещества, после его нанесения на поверхности формируется плёнка, предотвращающая возникновение коррозии и изнашивание металла. Взаимодействуя между собой, реагенты размягчают поверхностный слой металла, вступают в реакцию с ним, при этом растворяют излишние частицы, не являющиеся составной частью металлоконструкции.
- Травление. Процесс, осуществляемый непосредственно перед механическим методом обработки, предусматривает применение специальной химической смеси, которая позволяет сформировать поверхностный однородный слой. Шлифовка по технологии травления актуальна в случаях, когда необходимо удалить следы побежалости и увеличить прочностные характеристики.
Заключение
Удаление следов сварки является неотъемлемой частью процесса высококачественного изготовления металлических элементов, что регламентируется техническими условиями ГОСТ. Финальная обработка соединения — обязательное условие для получения эстетичного и добротного сварного шва. Шовная поверхность обрабатывается различными методами для приведения металлоконструкции в состояние абсолютной готовности.
Технология зачистки внутреннего углового сварного шва на нержавеющей стали.
Сварочные технологии широко используются в соединении заготовок из металла. Сварка – популярный и экономичный способ изготовления металлоконструкций. С ее помощью получают прочное соединение со стыком, обладающим однородной и эстетичной структурой. Но если работы выполнены некачественно, сварной шов, наоборот, станет самым уязвимым местом изделия. Выявить и устранить брак соединения до начала эксплуатации металлоконструкции помогает зачистка швов после сварки. В случае обработки нержавеющей стали, шлифовка и полировка сварного шва придаст шикарный внешний вид готовому изделию.
Для чего выполняют зачистку?
Сварные соединения обрабатывают на заключительном этапе работ, чтобы убрать окалину и шлак. Место зачищают точно по периметру, затем шлифуют и полируют с применением специальных составов, которые предотвращают окисление. При проведении операции зачистки, с поверхности устраняются различные изъяны: свищи, трещины, кратеры, лунки.
Зачистку следует производить с соблюдением технологических процессов – подбирать скорость вращения, использовать специальный абразив.
Как обработать сварной шов?
Существуют разные способы обработки сварных соединений. В зависимости от применяемого метода различается и инструмент, которым будет выполняться обработка. Всего выделяют три основных способа:
- Механический. Соединение зачищают угловой шлифовальной машинкой и абразивными материалами. На болгарку устанавливаются различные насадки, с помощью которых добиваются высокого качества обработки сварного шва. Подходит для любых материалов.
- Химический. Соединение протравливают различными реагентами. Подходит для нержавеющей стали.
- Термический. С конструкции снимают остаточные напряжения для увеличения прочности. Подходит для любых материалов
Ту или иную технологию выбирают в зависимости от каждого конкретного случая. Давайте подробно остановимся на каждом способе.
Механический способ
Популярный метод зачистки. Для обработки соединения применяют углошлифовальную машинку. С ее помощью убирают окислы, окалины, следы побежалости, заусенцы. Главное преимущество метода – низкая себестоимость. Обработка стыков выполняется специальными насадками – кругами с абразивной структурой, имеющими специальный диаметр и толщину. Обратите внимание, что для нержавеющей стали следует применять специальный абразив. За подбором лучше обратиться к специалистам.
Химический способ
Применяется при обработке нержавеющей стали. Часто используется в сочетании с механической обработкой в целях достижения максимального качества сварного шва. Соединение обрабатывают двумя способами:
- Травлением. Используется перед механической шлифовкой. Наносится специальный состав, за счет которого на поверхности материала создается однородный слой. Особенно востребовано травление при удалении побежалостей. Обрабатываться может либо определенный участок, либо полностью заготовка. В последнем случае ее погружают в раствор. Срок выдерживания зависит от вида металла.
- Пассивацией. Этот метод увеличивает прочность стыка. Поверхность также обрабатывается химическим составом, который после нанесения образует пленку, предотвращающую возникновение ржавчины и старение металла.
Термический способ
Метод используется при необходимости удаления остаточных напряжений внутренней части металлоконструкции. Термообработку проводят при сварке тонкостенных металлических заготовок. Суть метода – в нагреве готового изделия до определенной температуры и последующем охлаждении по заранее распланированному температурному графику.
Обработка выполняется в 3 этапа:
- Прогревается стык и поверхность возле него.
- Соединение выдерживается нагретым в течение определенного времени.
- Стык остывает естественным путем.
После термообработки он становится более прочным и пластичным. Но у технологии есть и один существенный минус. Если не соблюдать температурный режим, качество стыка заметно ухудшится. Исправить ситуацию будет сложно.
Техника безопасности
При выполнении сварочных операций подготавливают оснастку, оборудование и рабочее место. Выполнять обработку можно только в защитной одежде, респираторе и маске. Нужно придерживаться мер пожарной безопасности, перед началом процедуры пройти инструктаж. Заниматься очисткой сварочных соединений могут только штатные работники старше 18 лет с соответствующим уровнем подготовки.
Что мы предлагаем?
В интернет-магазине КОМБО представлены уникальные болгарки и насадки, которые позволяют выполнить зачистку и полировку сварных швов с минимальными затратами времени. Например, с помощью насадок Комбо РЕЗАК и Комбо Ферро выполняют отрезные работы и обработку стыков даже в труднодоступных местах, зачищают внутренние угловые соединения в конструкциях из обычной стали, нержавеющей стали и других материалов.
Выбрать подходящую оснастку для проведения работ помогут наши менеджеры. Обратитесь к ним по телефону +7 967 249 83 74. Оформить заказ можно на сайте. Мы доставляем товар по России и странам СНГ.
Смотрите видео обзор насадок Комбо для работы в труднодоступных местах.