

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TransSynergic 4000/5000
TransPuls Synergic 2700
TransPuls Synergic
3200/4000/5000
TIME 5000 Digital
CMT 4000 Advanced
Operating instructions
EN
MIG/MAG power source
42,0426,0001,EN 023-17092020

Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Contents
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Safety rules 9
Explanation of safety notices 9
General 9
Proper use 9
Environmental conditions 10
Obligations of the operator 10
Obligations of personnel 10
Mains connection 10
Protecting yourself and others 11
Noise emission values 11
Danger from toxic gases and vapours 12
Danger from flying sparks 12
Risks from mains current and welding current 13
Meandering welding currents 14
EMC Device Classifications 14
EMC measures 14
EMF measures 15
Specific hazards 15
Requirement for the shielding gas 16
Danger from shielding gas cylinders 16
Danger from escaping shielding gas 17
Safety measures at the installation location and during transport 17
Safety measures in normal operation 17
Commissioning, maintenance and repair 18
Safety inspection 18
Disposal 19
Safety symbols 19
Data protection 19
Copyright 19
EN
General information 21
General 23
Device concept 23
Functional principle 23
Application areas 23
Warning notices on the device 24
Description of Warning Notices on the Device 25
Special versions 27
General 27
Alu edition 27
CrNi edition 27
CMT Variants 27
CMT 4000 Advanced 28
TIME 5000 Digital 28
Yard edition 28
Steel edition 28
System components 29
General 29
Overview 29
Control elements and connections 31
Description of the control panels 33
General 33
Safety 33
Overview 33
Standard control panel 34
General 34
Standard control panel 34
3
Key combinations — special functions 36
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Displaying the feeder inching speed 36
Displaying the gas pre-flow and gas post-flow time 36
Displaying the software version 37
Comfort / CrNi / Steel control panel 38
Difference between Comfort, CrNi and Steel control panels 38
Comfort control panel 38
Key combinations — special functions 42
Displaying the feeder inching speed 42
Displaying the gas pre-flow and gas post-flow time 43
Displaying the software version 43
US control panel 44
US control panel 44
Key combinations — special functions 47
Displaying the feeder inching speed 47
Displaying the gas pre-flow and gas post-flow time 48
Displaying the software version 48
TIME 5000 Digital control panel 49
TIME 5000 Digital control panel 49
Key combinations — special functions 52
Displaying the feeder inching speed 53
Displaying the gas pre-flow and gas post-flow time 53
Displaying the software version 53
CMT control panel 54
CMT control panel 54
Key combinations — special functions 57
Displaying the feeder inching speed 57
Displaying the gas pre-flow and gas post-flow time 57
Displaying the software version 58
Yard control panel 59
Yard control panel 59
Key combinations — special functions 62
Displaying the feeder inching speed 62
Displaying the gas pre-flow and gas post-flow time 63
Displaying the software version 63
“Remote” control panel 64
General 64
Remote control panel 64
CMT Remote control panel 65
General 65
CMT Remote and CMT Advanced control panel 65
Connections, switches and mechanical components 66
TPS 2700 power source 66
TPS 2700 CMT power source 67
TS 4000 / 5000, TPS 3200 / 4000 / 5000, TIME 5000 Digital power sources 68
CMT 4000 Advanced power source 69
Installation and commissioning 71
Minimum equipment needed for welding task 73
General 73
MIG/MAG gas-cooled welding 73
MIG/MAG water-cooled welding 73
MIG/MAG automated welding 73
CMT manual welding 73
CMT automated welding 74
CMT Advanced welding 74
TIG DC welding 74
Manual metal arc welding 74
Before installation and commissioning 75
Safety 75
Proper use 75
4
Setup regulations 75
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Mains connection 75
Connecting up the mains cable on US power sources 77
General 77
Stipulated mains cables and strain-relief devices 77
Safety 77
Connecting the mains cable 77
Replacing the strain-relief device 79
Start-up 80
Safety 80
Remarks on the cooling unit 80
Information on system components 80
Overview 81
Commissioning the TPS 2700 82
General 82
Recommendation for water-cooled applications 82
Connecting the gas cylinder 82
Establishing a ground (earth) connection 83
Connecting the welding torch 83
Inserting/replacing feed rollers 84
Inserting the wirespool 84
Inserting the basket-type spool 85
Feeding in the wire electrode 86
Setting the contact pressure 87
Adjusting the brake 87
Design of the brake 88
Commissioning the TS 4000 / 5000, TPS 3200 / 4000 / 5000, TIME 5000 Digital 89
General 89
Fitting the system components (overview) 89
Fixing the strain-relief device in place 90
Connecting the interconnecting hosepack 90
Connecting the gas cylinder 91
Establishing a ground (earth) connection 92
Connecting the welding torch 92
Other tasks 92
Commissioning the CMT4000 Advanced 93
Fitting the system components (overview) 93
Connecting the interconnecting hosepack, CMT welding torch and wire buffer 93
Other tasks 94
Preparing the wire-feed unit 94
EN
Welding 95
MIG/MAG modes 97
General 97
Symbols and their explanations 97
2-step mode 98
4-step mode 98
Special 4-step mode 99
Spot welding 99
MIG/MAG welding 100
Safety 100
General tasks before MIG/MAG welding 100
Overview 100
MIG/MAG synergic welding 101
General 101
MIG/MAG synergic welding 101
Corrections during welding 102
Adjusting parameters for correction 103
Remarks on the Standard control panel 103
MIG/MAG standard manual welding 104
General 104
5
Available parameters 104
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
MIG/MAG standard manual welding 104
Corrections during welding 105
Adjusting parameters for correction 106
CMT welding 107
General 107
CMT welding 107
Corrections during welding 108
Adjusting parameters for correction 110
Special functions and options 111
Arc break watchdog function 111
Ignition time-out function 111
Spatter-free ignition option 111
SynchroPulse option 112
Robot welding 114
Prerequisite 114
General 114
Special 2-step mode for robot interface 114
Wire-stick control function 115
Changing the welding process during CMT Advanced welding 115
TIG welding 116
Safety 116
Prerequisite 116
Preparation 116
TIG welding 117
Igniting the arc 117
Finishing welding 118
TIG Comfort Stop option 118
TIG welding with TIG Comfort Stop 119
MMA welding 121
Safety 121
Prerequisite 121
Preparation 121
Manual metal arc welding 122
Corrections during welding 122
Adjusting parameters for correction 123
HotStart function 123
SoftStart function 123
Anti-stick function 124
Job mode 125
General 125
Prerequisites 125
Restrictions 125
Job mode displays on the left-hand digital display 125
Selecting job mode as the process 125
Creating a job 126
Retrieving a job 127
Copying/overwriting a job 128
Deleting a job 129
Setup settings 131
Job correction 133
General 133
Opening the Job correction menu 133
Changing welding parameters 133
Exiting the Job correction menu 133
Parameters in the job correction menu 134
Permanently settable parameters 134
Parameters that can be corrected at a later time 137
Shielding gas setup menu 139
General 139
6
Protective gas shield setup menu for the standard control panel 139
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Protective gas shield setup menu for the Comfort, US, TIME 5000 Digital and CMT control panels 139
Welding parameters in the Protective gas shield setup menu 139
Setup menu for the standard control panel 141
General 141
Setup menu for the standard control panel 141
Parameters in the Setup menu for the Standard control panel 141
Process setup menu 144
General 144
Process setup menu for the Comfort, US, TIME 5000 Digital and CMT control panels 144
Parameters for MIG/MAG welding in the Process setup menu 144
Parameters for TIG welding in the Process setup menu 147
Parameters for MMA welding in the Process setup menu 147
Mode setup menu 149
General 149
Mode setup menu for the Comfort, US, TIME 5000 Digital and CMT control panels 149
Welding parameters for «Special 2-step mode» in the Mode setup menu 149
Welding parameters for «Special 4-step mode» in the Mode setup menu 150
Parameters for spot welding in the Mode setup menu 151
Setup menu — Level 2 152
General 152
Setup menulevel 2 for the Standard control panel 152
Setup menu level 2 for the Comfort, US, TIME 5000 Digital and CMT control panels 153
Parameters for MIG/MAG welding in the Setup menu level 2 153
Parameters for operating power sources in parallel in the Setup menu level 2 156
Parameters for TimeTwin Digital in the Setup menu level 2 157
Parameters for TIG welding in the Setup menu level 2 157
Parameters for rod electrode (MMA) welding in the Setup menu level 2 158
Notes on the use of the FAC parameter 161
Calibrating push-pull unit 162
General 162
Calibrating the push-pull unit — overview 162
Calibrating the push-pull unit 163
Service codes for push-pull calibration 167
Safety 167
Service codes when the drive units are disengaged («open-circuit» calibration) 167
Service codes when the drive units are engaged («engaged» calibration) 168
Measuring welding circuit resistance r 170
General 170
Measuring welding circuit resistance r 170
Displaying welding circuit inductivity L 172
General 172
Displaying welding circuit inductivity L 172
Arranging the interconnecting hosepack correctly 172
EN
Troubleshooting and maintenance 173
Troubleshooting 175
General 175
Safety 175
Displayed service codes 175
Power source — troubleshooting 183
Care, maintenance and disposal 187
General 187
Safety 187
At every start-up 187
Every 2 months 187
Every 6 months 187
Disposal 187
Appendix 189
Technical data 191
7
Special voltages 191
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
TPS 2700 191
TPS 2700 MV 192
TPS 3200 193
TPS 3200 MV 194
TPS 3200 460 V AC 195
TS/TPS 4000 196
TS/TPS 4000 MV 197
TS/TPS 5000 198
TS/TPS 5000 MV 199
Technical data — US devices 200
Technical data — Alu edition, CrNi edition, Yard edition and CMT variants 200
TIME 5000 Digital 200
CMT 4000 Advanced 201
CMT 4000 Advanced MV 202
Welding program databases 204
Explanation of symbols 204
Setting up a welding program database — example 204
Terms and abbreviations used 205
General 205
Terms and abbreviations A — C 205
Terms and abbreviations D — F 205
Terms and abbreviations G — I 206
Terms and abbreviations J — R 207
Terms and abbreviations S 207
Terms and abbreviations T — 2nd 208
8

Safety rules
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
EN
Explanation of
safety notices
DANGER!
Indicates immediate danger.
If not avoided, death or serious injury will result.
▶
WARNING!
Indicates a potentially hazardous situation.
If not avoided, death or serious injury may result.
▶
CAUTION!
Indicates a situation where damage or injury could occur.
If not avoided, minor injury and/or damage to property may result.
▶
NOTE!
Indicates a risk of flawed results and possible damage to the equipment.
General The device is manufactured using state-of-the-art technology and according to recog-
nised safety standards. If used incorrectly or misused, however, it can cause:
— injury or death to the operator or a third party,
— damage to the device and other material assets belonging to the operating company,
— inefficient operation of the device.
All persons involved in commissioning, operating, maintaining and servicing the device
must:
— be suitably qualified,
— have sufficient knowledge of welding and
— read and follow these operating instructions carefully.
The operating instructions must always be at hand wherever the device is being used. In
addition to the operating instructions, attention must also be paid to any generally applicable and local regulations regarding accident prevention and environmental protection.
All safety and danger notices on the device
— must be in a legible state,
— must not be damaged,
— must not be removed,
— must not be covered, pasted or painted over.
For the location of the safety and danger notices on the device, refer to the section
headed «General» in the operating instructions for the device.
Before switching on the device, rectify any faults that could compromise safety.
This is for your personal safety!
Proper use The device is to be used exclusively for its intended purpose.
9
The device is intended solely for the welding processes specified on the rating plate.
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Any use above and beyond this purpose is deemed improper. The manufacturer shall not
be held liable for any damage arising from such usage.
Proper use includes:
— carefully reading and following all the instructions given in the operating instructions
— studying and obeying all safety and danger notices carefully
— performing all stipulated inspection and maintenance work.
Never use the device for the following purposes:
— Thawing out pipes
— Charging batteries
— Starting engines
The device is designed for use in industry and the workshop. The manufacturer accepts
no responsibility for any damage caused through use in a domestic setting.
The manufacturer likewise accepts no liability for inadequate or incorrect results.
Environmental
conditions
Obligations of the
operator
Operation or storage of the device outside the stipulated area will be deemed as not in
accordance with the intended purpose. The manufacturer shall not be held liable for any
damage arising from such usage.
Ambient temperature range:
— during operation: -10 °C to + 40 °C (14 °F to 104 °F)
— during transport and storage: -20 °C to +55 °C (-4 °F to 131 °F)
Relative humidity:
— up to 50% at 40 °C (104 °F)
— up to 90% at 20 °C (68 °F)
The surrounding air must be free from dust, acids, corrosive gases or substances, etc.
Can be used at altitudes of up to 2000 m (6561 ft. 8.16 in.)
The operator must only allow persons to work with the device who:
— are familiar with the fundamental instructions regarding safety at work and accident
prevention and have been instructed in how to use the device
— have read and understood these operating instructions, especially the section
«safety rules», and have confirmed as much with their signatures
— are trained to produce the required results.
Checks must be carried out at regular intervals to ensure that operators are working in a
safety-conscious manner.
Obligations of
personnel
Before using the device, all persons instructed to do so undertake:
— to observe the basic instructions regarding safety at work and accident prevention
— to read these operating instructions, especially the «Safety rules» section and sign to
confirm that they have understood them and will follow them.
Before leaving the workplace, ensure that people or property cannot come to any harm
in your absence.
Mains connection Devices with a higher rating may affect the energy quality of the mains due to their cur-
rent consumption.
10

This may affect a number device types in terms of:
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
— Connection restrictions
—
Criteria with regard to the maximum permissible mains impedance
—
Criteria with regard to the minimum short-circuit power requirement
*)
at the interface with the public grid
*)
*)
see «Technical data»
In this case, the plant operator or the person using the device should check whether the
device may be connected, where appropriate by discussing the matter with the power
supply company.
IMPORTANT! Ensure that the mains connection is earthed properly
EN
Protecting yourself and others
Anyone working with the device exposes themselves to numerous risks, e.g.
— flying sparks and hot pieces of metal
— Arc radiation, which can damage eyes and skin
— Hazardous electromagnetic fields, which can endanger the lives of those using cardiac pacemakers
— Risk of electrocution from mains current and welding current
— Greater noise pollution
— Harmful welding fumes and gases
Suitable protective clothing must be worn when working with the device. The protective
clothing must have the following properties:
— Flame-resistant
— Insulating and dry
— Covers the whole body, is undamaged and in good condition
— Safety helmet
— Trousers with no turn-ups
Protective clothing refers to a variety of different items. Operators should:
— Protect eyes and face from UV rays, heat and sparks using a protective visor and
regulation filter
— Wear regulation protective goggles with side protection behind the protective visor
— Wear stout footwear that provides insulation even in wet conditions
— Protect the hands with suitable gloves (electrically insulated and providing protection
against heat)
— Wear ear protection to reduce the harmful effects of noise and to prevent injury
Keep all persons, especially children, out of the working area while any devices are in
operation or welding is in progress. If, however, there are people in the vicinity:
— Make them aware of all the dangers (risk of dazzling by the arc, injury from flying
sparks, harmful welding fumes, noise, possible risks from mains current and welding
current, etc.)
— Provide suitable protective equipment
— Alternatively, erect suitable safety screens/curtains.
Noise emission
values
The device generates a maximum sound power level of <80 dB(A) (ref. 1pW) when idling
and in the cooling phase following operation at the maximum permissible operating point
under maximum rated load conditions according to EN 60974-1.
It is not possible to provide a workplace-related emission value during welding (or cutting) as this is influenced by both the process and the environment. All manner of different welding parameters come into play, including the welding process (MIG/MAG, TIG
welding), the type of power selected (DC or AC), the power range, the type of weld
metal, the resonance characteristics of the workpiece, the workplace environment, etc.
11
Danger from
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
toxic gases and
vapours
The fumes produced during welding contain harmful gases and vapours.
Welding fumes contain substances that cause cancer, as stated in Monograph 118 of the
International Agency for Research on Cancer.
Use at-source extraction and a room extraction system.
If necessary, use a welding torch with an integrated extraction device.
Keep your face away from welding fumes and gases.
Fumes and hazardous gases
— must not be breathed in
— must be extracted from the working area using appropriate methods.
Ensure an adequate supply of fresh air. Ensure that there is a ventilation rate of at least
20 m³ per hour at all times.
Otherwise, a welding helmet with an air supply must be worn.
If there is any doubt about whether the extraction capacity is sufficient, the measured
toxic emission values should be compared with the permissible limit values.
The following components are responsible, amongst other things, for the degree of toxicity of welding fumes:
— Metals used for the workpiece
— Electrodes
— Coatings
— Cleaners, degreasers, etc.
— Welding process used
Danger from flying sparks
The relevant material safety data sheets and manufacturer’s specifications for the listed
components should therefore be studied carefully.
Recommendations for trade fair scenarios, risk management measures and for identifying working conditions can be found on the European Welding Association website under
Health & Safety (https://european-welding.org).
Flammable vapours (e.g. solvent fumes) should be kept away from the arc’s radiation
area.
Close the shielding gas cylinder valve or main gas supply if no welding is taking place.
Flying sparks may cause fires or explosions.
Never weld close to flammable materials.
Flammable materials must be at least 11 metres (36 ft. 1.07 in.) away from the arc, or
alternatively covered with an approved cover.
A suitable, tested fire extinguisher must be available and ready for use.
Sparks and pieces of hot metal may also get into adjacent areas through small gaps or
openings. Take appropriate precautions to prevent any danger of injury or fire.
Welding must not be performed in areas that are subject to fire or explosion or near
sealed tanks, vessels or pipes unless these have been prepared in accordance with the
relevant national and international standards.
Do not carry out welding on containers that are being or have been used to store gases,
propellants, mineral oils or similar products. Residues pose an explosive hazard.
12
Risks from mains
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
current and welding current
An electric shock is potentially life threatening and can be fatal.
Do not touch live parts either inside or outside the device.
During MIG/MAG welding and TIG welding, the welding wire, the wirespool, the feed
rollers and all pieces of metal that are in contact with the welding wire are live.
Always set the wirefeeder up on a sufficiently insulated surface or use a suitable, insulated wirefeeder holder.
Make sure that you and others are protected with an adequately insulated, dry base or
cover for the earth or ground potential. This base or cover must extend over the entire
area between the body and the earth or ground potential.
All cables and leads must be secured, undamaged, insulated and adequately dimensioned. Replace loose connections and scorched, damaged, or inadequately dimensioned cables and leads immediately.
Use the handle to ensure the power connections are tight before every use.
In the case of power cables with a bayonet connector, rotate the power cable around the
longitudinal axis by at least 180° and pretension.
Do not wrap cables or leads around the body or parts of the body.
The electrode (rod electrode, tungsten electrode, welding wire, etc.) must
— never be immersed in liquid for cooling
— Never touch the electrode when the power source is switched on.
EN
Double the open circuit voltage of a power source can occur between the welding electrodes of two power sources. Touching the potentials of both electrodes at the same time
may be fatal under certain circumstances.
Arrange for the mains cable to be checked regularly by a qualified electrician to ensure
the ground conductor is functioning properly.
Protection class I devices require a mains supply with ground conductor and a connector
system with ground conductor contact for proper operation.
Operation of the device on a mains supply without ground conductor and on a socket
without ground conductor contact is only permitted if all national regulations for protective
separation are observed.
Otherwise, this is considered gross negligence. The manufacturer shall not be held liable
for any damage arising from such usage.
If necessary, provide adequate earthing for the workpiece.
Switch off unused devices.
Wear a safety harness if working at height.
Before working on the device, switch it off and pull out the mains plug.
Attach a clearly legible and easy-to-understand warning sign to the device to prevent
anyone from plugging the mains plug back in and switching it on again.
After opening the device:
— Discharge all live components
— Ensure that all components in the device are de-energised.
If work on live parts is required, appoint a second person to switch off the main switch at
the right moment.
13

Meandering weld-
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
ing currents
If the following instructions are ignored, meandering welding currents can develop with
the following consequences:
— Fire hazard
— Overheating of parts connected to the workpiece
— Irreparable damage to ground conductors
— Damage to device and other electrical equipment
Ensure that the workpiece is held securely by the workpiece clamp.
Attach the workpiece clamp as close as possible to the area that is to be welded.
Position the device with sufficient insulation against electrically conductive environments,
e.g. Insulation against conductive floor or insulation to conductive racks.
If distribution boards, twin-head mounts, etc., are being used, note the following: The
electrode of the welding torch / electrode holder that is not used is also live. Make sure
that the welding torch / electrode holder that is not used is kept sufficiently insulated.
In the case of automated MIG/MAG applications, ensure that only an insulated wire electrode is routed from the welding wire drum, large wirefeeder spool or wirespool to the
wirefeeder.
EMC Device Classifications
Devices in emission class A:
— Are only designed for use in industrial settings
— Can cause line-bound and radiated interference in other areas
Devices in emission class B:
— Satisfy the emissions criteria for residential and industrial areas. This is also true for
residential areas in which the energy is supplied from the public low-voltage mains.
EMC device classification as per the rating plate or technical data.
EMC measures In certain cases, even though a device complies with the standard limit values for emis-
sions, it may affect the application area for which it was designed (e.g. when there is
sensitive equipment at the same location, or if the site where the device is installed is
close to either radio or television receivers).
If this is the case, then the operator is obliged to take appropriate action to rectify the
situation.
Check and evaluate the immunity to interference of nearby devices according to national
and international regulations. Examples of equipment that may be susceptible to interference from the device include:
— Safety devices
— Power, signal and data transfer lines
— IT and telecommunications devices
— Measuring and calibrating devices
Supporting measures for avoidance of EMC problems:
1. Mains supply
— If electromagnetic interference arises despite correct mains connection, addi-
tional measures are necessary (e.g. use a suitable line filter).
2. Welding power leads
— must be kept as short as possible
— must run close together (to avoid EMF problems)
— must be kept well apart from other leads
3. Equipotential bonding
4. Earthing of the workpiece
— If necessary, establish an earth connection using suitable capacitors.
14
5. Shielding, if necessary
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
— Shield off other nearby devices
— Shield off entire welding installation
EMF measures Electromagnetic fields may pose as yet unknown risks to health:
— effects on the health of others in the vicinity, e.g. wearers of pacemakers and hearing aids
— wearers of pacemakers must seek advice from their doctor before approaching the
device or any welding that is in progress
— for safety reasons, keep distances between the welding cables and the welder’s
head/torso as large as possible
— do not carry welding cables and hosepacks over the shoulders or wind them around
any part of the body
Specific hazards Keep hands, hair, clothing and tools away from moving parts. For example:
— Fans
— Cogs
— Rollers
— Shafts
— Wirespools and welding wires
EN
Do not reach into the rotating cogs of the wire drive or into rotating drive components.
Covers and side panels may only be opened/removed while maintenance or repair work
is being carried out.
During operation
— Ensure that all covers are closed and all side panels are fitted properly.
— Keep all covers and side panels closed.
The welding wire emerging from the welding torch poses a high risk of injury (piercing of
the hand, injuries to the face and eyes, etc.).
Therefore always keep the welding torch away from the body (devices with wire-feed
unit) and wear suitable protective goggles.
Never touch the workpiece during or after welding — risk of burns.
Slag can jump off cooling workpieces. The specified protective equipment must therefore
also be worn when reworking workpieces, and steps must be taken to ensure that other
people are also adequately protected.
Welding torches and other parts with a high operating temperature must be allowed to
cool down before handling.
Special provisions apply in areas at risk of fire or explosion — observe relevant
national and international regulations.
Power sources for work in areas with increased electric risk (e.g. near boilers) must carry
the «Safety» sign. However, the power source must not be located in such areas.
Risk of scalding from escaping coolant. Switch off cooling unit before disconnecting
coolant flow or return lines.
Observe the information on the coolant safety data sheet when handling coolant. The
coolant safety data sheet may be obtained from your service centre or downloaded from
the manufacturer’s website.
Use only suitable load-carrying equipment supplied by the manufacturer when transporting devices by crane.
15
— Hook chains and/or ropes onto all suspension points provided on the load-carrying
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
equipment.
— Chains and ropes must be at the smallest angle possible to the vertical.
— Remove gas cylinder and wire-feed unit (MIG/MAG and TIG devices).
If the wire-feed unit is attached to a crane holder during welding, always use a suitable,
insulated wirefeeder hoisting attachment (MIG/MAG and TIG devices).
If the device has a carrying strap or handle, this is intended solely for carrying by hand.
The carrying strap is not to be used if transporting with a crane, counterbalanced lift truck
or other mechanical hoist.
All lifting accessories (straps, handles, chains, etc.) used in connection with the device or
its components must be tested regularly (e.g. for mechanical damage, corrosion or
changes caused by other environmental factors).
The testing interval and scope of testing must comply with applicable national standards
and directives as a minimum.
Odourless and colourless shielding gas may escape unnoticed if an adapter is used for
the shielding gas connection. Prior to assembly, seal the device-side thread of the
adapter for the shielding gas connection using suitable Teflon tape.
Requirement for
the shielding gas
Danger from
shielding gas cylinders
Especially with ring lines, contaminated shielding gas can cause damage to equipment
and reduce welding quality.
Meet the following requirements regarding shielding gas quality:
— Solid particle size < 40 µm
— Pressure condensation point < -20 °C
— Max. oil content < 25 mg/m³
Use filters if necessary.
Shielding gas cylinders contain gas under pressure and can explode if damaged. As the
shielding gas cylinders are part of the welding equipment, they must be handled with the
greatest of care.
Protect shielding gas cylinders containing compressed gas from excessive heat, mechanical impact, slag, naked flames, sparks and arcs.
Mount the shielding gas cylinders vertically and secure according to instructions to prevent them falling over.
Keep the shielding gas cylinders well away from any welding or other electrical circuits.
Never hang a welding torch on a shielding gas cylinder.
Never touch a shielding gas cylinder with an electrode.
Risk of explosion — never attempt to weld a pressurised shielding gas cylinder.
Only use shielding gas cylinders suitable for the application in hand, along with the correct and appropriate accessories (regulator, hoses and fittings). Only use shielding gas
cylinders and accessories that are in good condition.
Turn your face to one side when opening the valve of a shielding gas cylinder.
Close the shielding gas cylinder valve if no welding is taking place.
If the shielding gas cylinder is not connected, leave the valve cap in place on the cylinder.
16
The manufacturer’s instructions must be observed as well as applicable national and
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
international regulations for shielding gas cylinders and accessories.
EN
Danger from
escaping shielding gas
Safety measures
at the installation
location and during transport
Risk of suffocation from the uncontrolled escape of shielding gas
Shielding gas is colourless and odourless and, in the event of a leak, can displace the
oxygen in the ambient air.
— Ensure an adequate supply of fresh air with a ventilation rate of at least 20 m³/hour.
— Observe safety and maintenance instructions on the shielding gas cylinder or the
main gas supply.
— Close the shielding gas cylinder valve or main gas supply if no welding is taking
place.
— Check the shielding gas cylinder or main gas supply for uncontrolled gas leakage
before every start-up.
A device toppling over could easily kill someone. Place the device on a solid, level surface such that it remains stable
— The maximum permissible tilt angle is 10°.
Special regulations apply in rooms at risk of fire or explosion
— Observe relevant national and international regulations.
Use internal directives and checks to ensure that the workplace environment is always
clean and clearly laid out.
Only set up and operate the device in accordance with the degree of protection shown
on the rating plate.
Safety measures
in normal operation
When setting up the device, ensure there is an all-round clearance of 0.5 m (1 ft. 7.69
in.) to ensure that cooling air can flow in and out freely.
When transporting the device, observe the relevant national and local guidelines and
accident prevention regulations. This applies especially to guidelines regarding the risks
arising during transport.
Do not lift or transport operational devices. Switch off devices before transport or lifting.
Before transporting the device, allow coolant to drain completely and detach the following components:
— Wirefeeder
— Wirespool
— Shielding gas cylinder
After transporting the device, the device must be visually inspected for damage before
commissioning. Any damage must be repaired by trained service technicians before
commissioning the device.
Only operate the device when all safety devices are fully functional. If the safety devices
are not fully functional, there is a risk of
— injury or death to the operator or a third party
— damage to the device and other material assets belonging to the operator
— inefficient operation of the device
Any safety devices that are not functioning properly must be repaired before switching on
the device.
Never bypass or disable safety devices.
17
Before switching on the device, ensure that no one is likely to be endangered.
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Check the device at least once a week for obvious damage and proper functioning of
safety devices.
Always fasten the shielding gas cylinder securely and remove it beforehand if the device
is to be transported by crane.
Only the manufacturer’s original coolant is suitable for use with our devices due to its
properties (electrical conductibility, anti-freeze agent, material compatibility, flammability,
etc.).
Only use suitable original coolant from the manufacturer.
Do not mix the manufacturer’s original coolant with other coolants.
Only connect the manufacturer’s system components to the cooling circuit.
The manufacturer accepts no liability for damage resulting from use of other system
components or a different coolant. In addition, all warranty claims will be forfeited.
Cooling Liquid FCL 10/20 does not ignite. The ethanol-based coolant can ignite under
certain conditions. Transport the coolant only in its original, sealed containers and keep
well away from any sources of ignition.
Used coolant must be disposed of properly in accordance with the relevant national and
international regulations. The coolant safety data sheet may be obtained from your service centre or downloaded from the manufacturer’s website.
Check the coolant level before starting to weld, while the system is still cool.
Commissioning,
maintenance and
repair
It is impossible to guarantee that bought-in parts are designed and manufactured to meet
the demands made of them, or that they satisfy safety requirements.
— Use only original spare and wearing parts (also applies to standard parts).
— Do not carry out any modifications, alterations, etc. to the device without the manufacturer’s consent.
— Components that are not in perfect condition must be replaced immediately.
— When ordering, please give the exact designation and part number as shown in the
spare parts list, as well as the serial number of your device.
The housing screws provide the ground conductor connection for earthing the housing
parts.
Only use original housing screws in the correct number and tightened to the specified
torque.
Safety inspection The manufacturer recommends that a safety inspection of the device is performed at
least once every 12 months.
The manufacturer recommends that the power source be calibrated during the same 12month period.
A safety inspection should be carried out by a qualified electrician
— after any changes are made
— after any additional parts are installed, or after any conversions
— after repair, care and maintenance has been carried out
— at least every twelve months.
For safety inspections, follow the appropriate national and international standards and
directives.
18

Further details on safety inspection and calibration can be obtained from your service
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
centre. They will provide you on request with any documents you may require.
Disposal Do not dispose of this device with normal domestic waste! To comply with the European
Directive on Waste Electrical and Electronic Equipment and its implementation as
national law, electrical equipment that has reached the end of its life must be collected
separately and returned to an approved recycling facility. Any device that you no longer
require must either be returned to your dealer or given to one of the approved collection
and recycling facilities in your area. Ignoring this European Directive may have potentially adverse affects on the environment and your health!
Safety symbols Devices with the CE mark satisfy the essential requirements of the low-voltage and elec-
tromagnetic compatibility directives (e.g. relevant product standards of the EN 60 974
series).
Fronius International GmbH hereby declares that the device is compliant with Directive
2014/53/EU. The full text on the EU Declaration of Conformity can be found at the following address: http://www.fronius.com
Devices marked with the CSA test mark satisfy the requirements of the relevant standards for Canada and the USA.
EN
Data protection The user is responsible for the safekeeping of any changes made to the factory settings.
The manufacturer accepts no liability for any deleted personal settings.
Copyright Copyright of these operating instructions remains with the manufacturer.
The text and illustrations are all technically correct at the time of printing. We reserve the
right to make changes. The contents of the operating instructions shall not provide the
basis for any claims whatsoever on the part of the purchaser. If you have any suggestions for improvement, or can point out any mistakes that you have found in the instructions, we will be most grateful for your comments.
19

20
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044

General information
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
21

22
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044

General
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
EN
Device concept
The TransSynergic (TS) 4000 and TS
5000 and TransPulsSynergic (TPS) 2700,
TPS 3200, TPS 4000 and TPS 5000
power sources are fully digitised microprocessor-controlled inverter power sources.
The modular design and potential for system add-ons ensure a high degree of flexibility. The devices can be adapted to any
specific situation.
The TransPuls Synergic 2700 features an
integral 4-roller drive. There is no longer
an interconnecting hosepack between the
power source and wire-feed unit. Its compact design makes the TPS 2700 particu-
TS 4000 / 5000, TPS 3200 / 4000 / 5000 and TPS
2700 welding plants
larly suitable for mobile applications.
All models except the TS 4000/5000 are multiprocess devices:
— MIG/MAG welding
— TIG welding with touchdown ignition (excluding CMT power sources)
— Manual metal arc welding
Functional principle
Application areas
The central control and regulation unit of the power sources is coupled with a digital signal processor. The central control and regulation unit and the signal processor control
the entire welding process.
During the welding process, the actual data is measured continuously and the device
responds immediately to any changes. Control algorithms ensure that the desired target
state is maintained.
This results in:
— a precise welding process
— exact reproducibility of all results
— excellent weld properties.
The devices are used in workshops and industry for manual and automated applications with classical steel, galvanised sheets, chrome/nickel and aluminium.
The integral 4-roller drive, high performance and light weight of the TPS 2700 power
source make it the ideal choice for portable applications on building sites or in repair
workshops.
The TS 4000/5000 and TPS 3200/4000/5000 power sources are designed for:
— Automobile and component supply industry
— Machinery and rail vehicle construction
— Equipment construction
— Shipyards, etc.
— Chemical plant construction
23

Warning notices
Nur vorhanden bei Stromquelle „TPS 2700“
und auf Drahtvorschüben
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
on the device
US power sources come with extra warning notices affixed to the unit. The warning
notices must NOT be removed or painted over.
24

Description of
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Warning Notices
on the Device
On certain device versions, warning notices are attached to the device.
The arrangement of the symbols may vary.
. Warning! Watch Out!
There are possible hazards as shown by the symbols.
A Drive rolls can injure fingers.
B Welding wire and drive parts are at welding voltage during operation
Keep hands and metal objects away.
EN
1. Electric shock can kill.
1.1 Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear
wet or damaged gloves.
1.2 Protect yourself from electric shock by insulating yourself from work and ground.
1.3 Disconnect input plug or power before working on machine
2. Breathing welding fumes can be hazardous to your health.
2.1 Keep your head out of the fumes.
2.2 Use forced ventilation or local exhaust to remove the fumes.
2.3 Use ventilating fan to remove fumes.
25
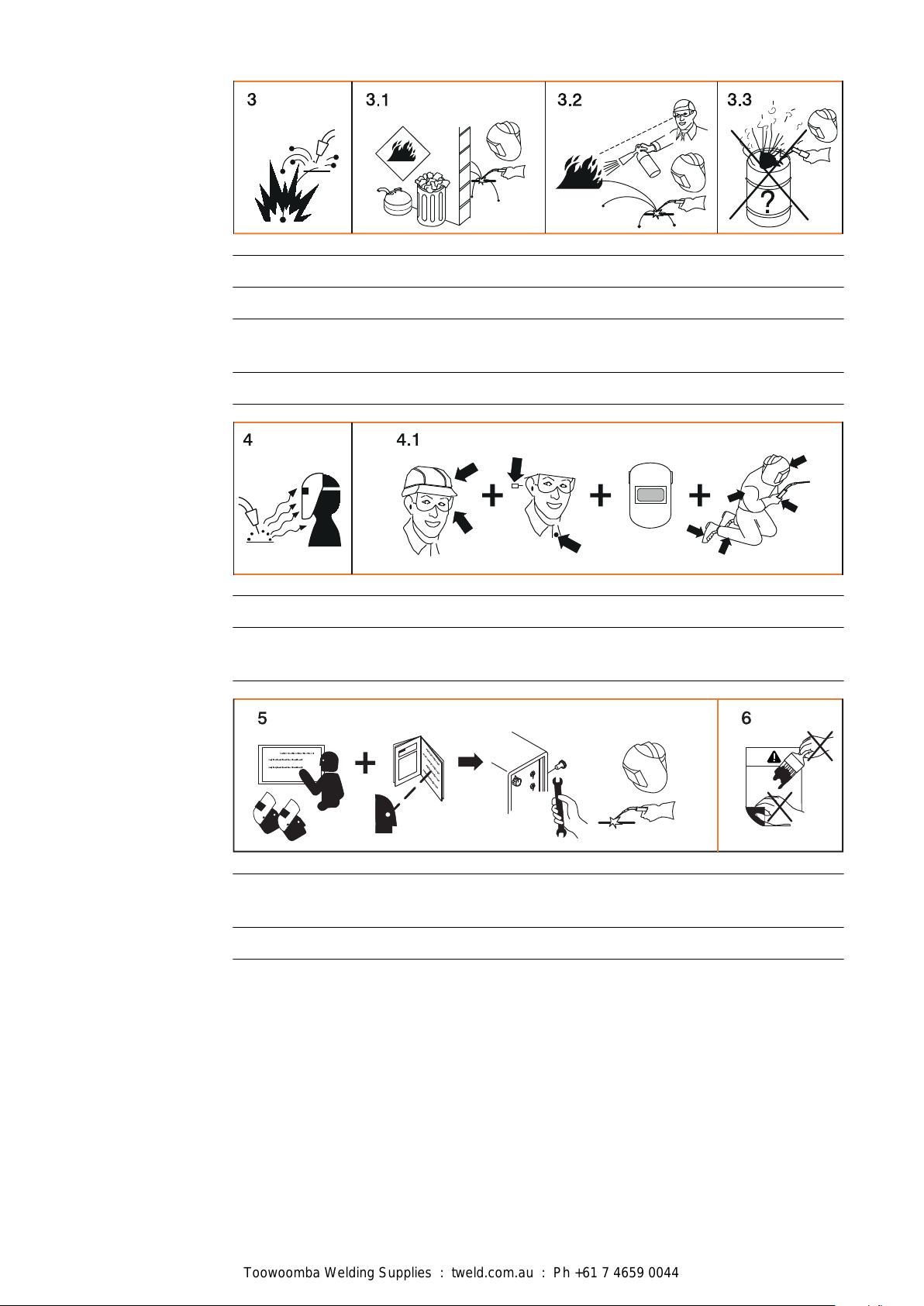
3 Welding sparks can cause explosion or fire.
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
3.1 Keep flammables away from welding. Don’t weld near flammables.
3.2 Welding sparks can cause fires.Have a fire extinguisher nearby and have a
watchperson ready to use it.
3.3 Do not weld on drums or any closed containers.
4. Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and button shirt collar. Use
welding helmet with correct shade of filter. Wear complete body protection.
5. Become trained and read the instructions before working on the machine or
welding.
6. Do not remove or paint over (cover) the label.
* identifying number to order label from manufacturer
26

Special versions
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
General Professional processing of specific materials requires welding programs that are spe-
cially matched to the different materials in question. The special versions of the digital
power sources are perfectly matched to these requirements. As a result the most important welding programs can be called up directly from the operating panel. Furthermore,
the power sources are characterised by standard functions that assist the user when
welding these materials.
NOTE!
The technical data of the special versions is identical to that of the standard power
sources.
Alu edition The Alu edition power sources were developed for perfect and careful processing of alu-
minium. Special aluminium welding programs assist in the professional processing of
aluminium.
The Alu edition power sources are equipped as standard with the following options:
— Special aluminium welding programs
— SynchroPulse option
EN
CrNi edition The CrNi edition power sources were developed for perfect and careful processing of
CrNi. Special CrNi welding programs assist in the professional processing of high-grade
steels. The CrNi edition power sources are equipped as standard with the following
options:
— Special CrNi welding programs
— SynchroPulse option
— TIG Comfort Stop option
— TIG welding torch connection
— Gas solenoid valve
NOTE!
It is not possible to install the “Uni Box” system add-on on the CrNi edition (e.g.
for the field bus connection of a robot control).
However, the CrNi edition supports a robot connection via ROB 4000 / 5000 robot interfaces.
CMT Variants In addition to conventional welding processes, the CMT variants also support the CMT
process. CMT (Cold Metal Transfer) is a special MIG short-arc process. Its special features include low heat input and a controlled, low-current material transfer.
CMT is suitable for:
— Virtually spatter-free MIG brazing
— Welding on light-gauge sheet with minimal distortion
— Joining steel and aluminium (weld brazing)
27
CMT 4000
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Advanced
In addition to the conventional MIG/MAG welding processes, MMA welding and the CMT
process, the CMT 4000 Advanced power source supports the improved CMT Advanced
process.
The functional principle of the CMT Advanced process is based on a combination arc
with negatively polarised CMT cycles and positively polarised CMT cycles or positively
polarised pulse cycles. Special features are targeted heat input, a higher deposition rate,
better gap bridging properties, precise droplet detachment and an extremely stable arc.
CMT Advanced is suitable for:
— joining thin sheets with outstanding gap bridging properties
— High-strength steels with low heat input
— Spots: precisely defined drop volumes and defined heat input
— Root passes with no pool support
— Brazing high-strength and ultra high-strength steels
TIME 5000 Digital Concept
As a universal power source, the TIME 5000 Digital is particularly suited for manual
applications. In addition to conventional welding processes, the TIME 5000 Digital also
supports the TIME high-performance welding process.
Functional principle
Compared with conventional MIG/MAG processes, the following features bring about
faster welding speeds, with an increase in deposition rate of up to 30%:
— Power module with high voltage reserves
— High performance welding programs
— Specially selected shielding gases
— High-performance wire-feed unit with water-cooled disc armature motor for wire feed
speeds of up to 30 m/min
— TIME welding torch with dual circuit cooling system
Application
Anywhere where long weld seams, large seam cross-sections and controlled heat input
are required, e.g.:
— Mechanical engineering
— Steel engineering
— Crane construction
— Shipbuilding
— Boiler manufacture
The new TIME 5000 Digital power source can also be used in automated applications.
Material types
The high-performance welding process is especially suitable for
— unalloyed steels
— low-alloy steels EN 10027
— fine-grained structural steels up to 890 N/mm²
— steels resistant to low temperatures
Yard edition Yard edition power sources are designed especially for use in shipyards and offshore
applications. The welding programs are designed primarily for steel and CrNi applications with solid and flux cored wires.
Steel edition Steel edition power sources are designed specifically for use in the steel sector. The spe-
cial characteristics can be set on the control panel — both for standard and pulsed arcs.
28
System components
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(11)
(10)
(9)
(8)
F
R
O
NI
U
S
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
General Digital power sources can be run with various system components and options. This
makes it possible to optimise procedures and to simplify machine handling and operation, as necessitated by the particular field of application in which the power source is to
be used.
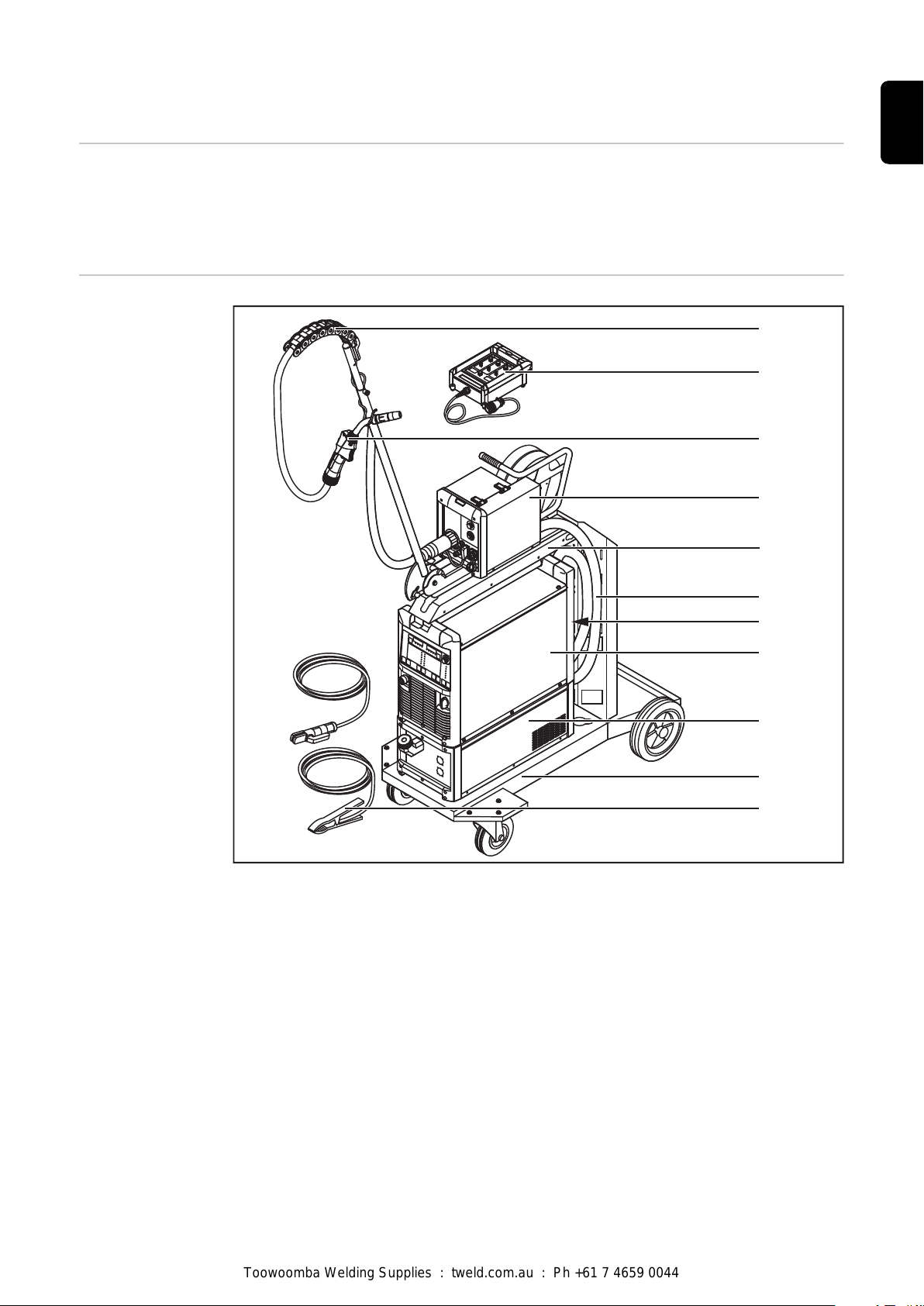
Overview
EN
Overview of system components
Legend:
(1) “Human” hosepack boom
(2) Remote controls
(3) Welding torches
(4) Wire-feed units
(5) Wire-feed unit mount
(6) Interconnecting hosepacks
(7) Robot accessories
(8) Power sources
(9) Cooling units
(10) Trolleys and gas cylinder holders
(11) Grounding (earthing) cable and electrode cable
29

30
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Loading…
Способ сварки
Сварка MIG/MAG
Импульсная дуговая сварка MIG/MAG
Пайка MIG
Сварка WIG постоянным током
Ручная электросварка
Воздушная строжка угольным электродом (TPS 5000)
Рекомендуемые основные материалы
Конструкционная сталь
Конструкционная сталь с покрытием
Ферритная / аустенитная хромоникелевая сталь
Дуплексная сталь
Сплавы на никелевой основе
Алюминиевые сплавы
Специальные материалы
Магниевые сплавы (TPS 5000)
Медные сплавы (TPS 5000)
Рекомендуемые области применения
Автомобильная промышленность и производство комплектующих
Специальные и строительные машины
Ремонтно-восстановительные работы
Изготовление оборудования, резервуаров и стальных конструкций, машиностроение
Роботизированная сварка
Сооружение промышленных установок и трубопроводов
Сборочно-сварочные работы
Изготовление рельсовых транспортных средств Судостроение, работы в открытом море
Серийное оснащение
2-, 4-роликовый привод
Автоматическое отключение блока охлаждения
Заправка сварочной проволоки без подачи газа и при отключенном токе
Контроль утечки тока относительно земли
Автоматическое оплавление проволоки в конце сварки Функция проверки наличия газа
Режим Job Сварка в ручном режиме
Режим SynergicЗнаки безопасности S и СЕ
Терморегулируемый вентилятор
Регулировка UpDown со сварочной горелки
Защита от перегрева 2- и 4-тактный режим сварки
Режим точечной сварки
Режим для сварки алюминия
Цифровой дисплей
Адаптер для металлических каркасов катушек
Комплект поставки: Сварочный источник+кабель «земля» + подающее устройство VR4000R 4R + горелка AW 4000 (3,5м) + охлаждение FK4000 + тележка PickUp + соединительный кабель (1,2м) + паспорт
Напряжение сети, В: 380 В
Cos phi, %: 0,99
Диапазон сварочного тока WIG/TIG, А: 3-400
ПВ при 10 мин/40° C (104° F), %: 40 % ПВ при 400 A (10 мин/40 °С)
ПВ при 10 мин/40° C (104° F), %: 100 % ПВ при 320 A (10 мин/40 °С)
ПВ при 10 мин/40° C (104° F), %: 60 % ПВ при 365 A (10 мин/40 °С)
Напряжение холостого хода, В: 70
Рабочее напряжение WIG/TIG, В: 14,2-34,0
Класс защиты: IP 23
Размеры, мм: 625х290х475
Вес, кг: 35,2
Допустимое отклонение напряжения Mains voltage tolerance: + 15 % / — 15 %
Частота сети, Гц: 50 / 60
- Products
- Catalogs
- News & Trends
- Exhibitions
Catalog excerpts
/ Perfect Welding / Solar Energy / Perfect Charging TRANS SYNERGIC 4000/5000/7200/9000 TRANS PULS SYNERGIC 3200/4000/5000/7200/9000 MIG/MAG, TIG DC & rod electrode (MMA) welding
Open the catalog to page 1
NOW SOME WHOLLY NEW STANDARDS APPLY GENERAL REMARKS THE DIGITAL SYSTEM / That’s the way it goes: Revolutions are either a failure, soon forgotten, or they succeed and take their place in history. Successful revolutions turn the status quo upside down. Which is what the digital welding systems from Fronius have done. In the entire industry, they were a genuine sensation. And still are. Except that today, they have moved on from being youthful upstarts to being established players on the welding scene – indeed, the digital welding systems have laid down wholly new standards: In terms of…
Open the catalog to page 2
UTILISATION RISING TO ANY CHALLENGE / The TS and TPS machines are out-and-out professionals. With a correspondingly extensive field of application. In both the craft/workshop and industrial sectors, they meet the most exacting demands. Thanks to their modular design concept, they are ideal for use in the automobile manufacturing and component supplier industries, in the fields of apparatus construction and chemical plant engineering, in the construction of machinery and rolling stock, and in shipyards. In terms of materials, each of the machines is basically suitable for welding any metal….
Open the catalog to page 3
PERFECTION IS THE MEASURE OF ALL THINGS WELDING PROPERTIES IDEALLY PROGRAMMED IGNITION SEQUENCE / What prompted the development of the digital machines was a desire to achieve absolute perfection in the welding process, and 100 % reproducibility of any welding result once this has been optimised. This may be seen first and foremost in the ignition. Both the TS and the TPS machines feature an ignition sequence that has been optimised and programmed right down to the very last detail, and that is available over and over again, in the same high quality. / Depending on the application in…
Open the catalog to page 4
MULTIFUNCTIONAL, IN TERMS OF BOTH ARC AND PROCESS / With digital machines, all sorts of things become possible. They adapt to any and every task. Particularly in the case of the arc, very different requirements may be made, depending on the application. The digital inverter power sources permit tailor-made solutions here. When it comes to pulsed arcs, for example, there is a special pulseform to go with every material. The machines function so precisely that only one single droplet of filler metal is detached for each current pulse. This results in virtually spatter-free welding, and means…
Open the catalog to page 5
START-UP PROGRAM FOR ALUMINIUM / There is an extra ignition variant for aluminium: In order to prevent fusion defects, the base metal has to start being melted right away, in the start-up phase. For this reason, ignition is effected at considerably higher power. After this, the welding power is lowered again. However, in order to avoid any risk of drop-through, it is also possible to immediately lower the welding power down to the crater-fill current. / Without start-up program fusion defects at beginning of seam Base metal: AlMg 3 Sheet thickness: 0,6 mm (0.02 in.) Filler metal: AlMg 5,…
Open the catalog to page 6
EASY WORKING HANDLING PLUG & WELD: MAKE YOUR CHOICE, AND OFF YOU GO / Right from the product-development phase, the overriding principle at Fronius is to make the machines as easy as possible to handle. The result is power sources which are pleasant for everyone to work with. Even the complex digital machines, then, are operated using the practical “synergic-mode”: One dial is all you need, to control everything. Select the material and the sheet thickness – that’s all. Then off you go! The digital power sources now automatically access their integrated expert knowledge and control the…
Open the catalog to page 7
/ 4-roller drive for precision, abrasion-free wirefeed. PERFECT INTERPLAY / If you want to exploit all these possibilities, outstanding welding properties and useful functions to the very full, then you must start thinking in terms of systems. In conjunction with all the peripherals, the digital power sources are perfectly co-ordinated, highly innovative and intelligent welding systems. Depending on your requirements, we can put together a custom welding system for you that is precisely tailored to your individual needs. SMOOTH WIREFEED / With the wirefeed, the most important thing is that…
Open the catalog to page 8
ROBOT WELDING TORCHES FOR RELIABLE CURRENT TRANSFER / The Robacta robot welding torch comes with a brilliantly ingenious feature: Forced contacting. This ensures a defined, reliable current transfer, as the welding wire is guided through the contact tip at an exactly defined angle. Random, punctual current transfers are now a thing of the past. The result: consistently high welding quality. IN THE FRONT LINE WITH ROBACTA DRIVE / Robacta Drive is a torch with an integral wire drive for robot welding. It is mounted directly on the front axis of the welding robot. In this way, the master drive…
Open the catalog to page 9
EVERYTHING IS THINKABLE, EVERYTHING IS DOABLE MAXIMISED INTELLIGENCE: RCU 5000i / The RCU 5000i is an extremely easy-to-use, comfort feature-laden remote-control unit with a full-text display. A real innovation. You can place it right next to the weldment, so that you can create and manage all jobs and characteristics “on the spot”, as well as monitoring all the welding data. It really couldn’t be easier. The RCU 5000i gives you concrete assistance every step of the way – as you need it. The other thing is that the guidance menu is structured in the same way as PC software, with a main…
Open the catalog to page 10
EVERYTHING AT A GLANCE: FRONIUS XPLORER / The user-friendly Fronius Xplorer software is the easy way to visualize and administer networked welding systems used in automated manufacturing. / The special thing about this virtual control station is its graphical user interface and self-explanatory symbols. As well as this, the location and status of each system can be seen at a glance. For quicker handling, the software can also be operated via a touchscreen. / Controlling and monitoring your welding systems, quality management on the basis of the target and actual processdata, analyzing…
Open the catalog to page 11
All FRONIUS catalogs and technical brochures
Fronius TransSynergic 4000 user guide recommended for: Robacta Reamer X-Line J, Robacta Reamer, TTB 80 G, MTG 250i, FOH 8-40.
The Fronius TransSynergic 4000 Welding Accessories manual (Fronius Operating instructions manual, 212 pages) is completely safe to download (last scan date: 20/12/2024). You can rest assured of your safety when interacting with Fronius TransSynergic 4000 document.
1
FLEXLiTE TX Series
Operating manual PDF User Guide (@HK532F), Kemppi FLEXLiTE TX Series Flashlight (Thu 11.2024)
72
1219
269
2
ABIMIG 0 Series
52
288
61
3
FLIP FLAP
Operation & user’s manual PDF User Guide (@M41GCU), GYS FLIP FLAP Welding Accessories (Wednesday 12-03-2025)
32
412
95
5
PT-103
Owner’s manual PT-103 (Welding Accessories ePDF Manual, #4538DH)
22
1491
254
7
POWER WAVE STT
32
580
105
8
22A
Owner’s manual PDF User Manual (@S83B36), Miller 22A Welding Accessories (11/01/2025)
40
386
62