
ОАО «КИРОВСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД»
СТАНОК
фрезерный деревообрабатывающий с шипорезной кареткой
Модель ФСШ-1А( К)
Руководство по эксплуатации
ФСШ-1А(К).00.000 РЭ
I. ОБЩИЕ СВЕДЕНИЯ
1.1. Станок фрезерный деревообрабатывающий с шипорезной кареткой мод. ФСШ-1А (К), предназначен для выполнения разнообразных фрезерных работ по дереву с ручной подачей, нарезки простых шипов с помощью шипорезной каретки криволинейного фрезерования по шаблону с ручной подачей.
1.2..Помещение, где устанавливается станок, должно соответствовать требованиям класса П-ll по ПУЭ.
1.3. Станок может эксплуатироваться в диапазоне
температур от -10 до +40°С, при средней относительной
влажности воздуха 80%, высоте над уровнем моря до
1000 м в невзрывоопасной среде.
Вид климатического исполнения УХЛ4 по ГОСТ 15150-69.
1.4. Предприятие-изготовитель: ОАО «Кировский
станкостроительный завод», 610000, г. Киров, ул. Мос
ковская, 52.
Руководство по эксплуатации не отражает незначительных конструктивных изменений в станке, внесенных заводом после подписания к выпуску данного руководства, а также изменений по комплектующим изделиям и документации, поступающей с ними.
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКА
2.1. Основные параметры и размеры станка приведены в табл. 1.
Таблица 1
| Наименование параметров | Данные | ||
| 1. | Наибольшая толщина обрабатываемой | 100 | |
| заготовки, мм | |||
| 2. | Номинальные размеры стола, мм: | ||
| длина | 1000 | ||
| ширина | 325 | ||
| 3. | Наибольшее вертикальное относительное | 100 | |
| перемещение шпинделя, мм | |||
| 4. | Внутренний конус Морзе шпинделя | №4 | |
| 5. | Номинальная частота вращения шпинделя | 50 | ,(3000) |
| при номинальной мощности электродвига.- | 75 | (4500) | |
| теля, 1/с (об/мин) | 100 | (6000) | |
| 150 | (9000) | ||
| 6. | Наибольшая ширина заготовки, устанавли- | 700 | |
| ваемой на каретке при глубине шипа | |||
| 100 мм, мм | |||
| 7. | Номинальный диаметр шпиндельной | 32 | |
| насадки, мм | |||
| 8. | Наибольший диаметр режущего | 250 | |
| инструмента, мм | |||
| 9. | Наибольший ход шипорезной каретки, мм | 926 | |
| 10. | Высота стола от пола, не менее, мм | 860 | |
| 11. | Габаритные размеры станка, не более, мм: | ||
| длина | 1000 | ||
| ширина | 1110 | ||
| высота | 1270 | ||
| 12. | Масса станка, не более, кг | 810 | |
| Характеристика электрооборудования | |||
| 13. | Род тока питающей сети | переменный | |
| трехфазный | |||
| 14. | Номинальная частота тока, Гц | 50 | |
| 15. | Номинальное напряжение силовых цепей, В | 380 | |
| 16. | Номинальное напряжение цепей управления, В | 110 | |
| 17. | Количество электродвигателей на станке, шт | 1 | |
| 18. | Номинальная мощность электродвигателя, кВт | 4,2/5,3 | |
| 19. | Номинальная частота вращения электродвига- | 1440/ | |
| теля, об/мин | 2870 |
3. КОМПЛЕКТНОСТЬ
3.1. Комплектность станка должна соответствовать табл. 2.
Таблица 2
| Обозначение | Наименование | Кол. | Примечание |
| ФСШ-1А(К).00.000 | Станок в сборе | 1 | |
| Входят в комплект и стоимость станка | |||
| Сменные части | |||
| ФСШ-Л.00.018 | Кольцо | 1 | На станке |
| ФСШ-Л.00.019 | Втулка | 1 | То же |
| ФСШ-Л.00.020 | Кольцо | 1 | |
| ФСШ-Л.76.000СБ | Ограждение | 1 | |
| Принадлежности | |||
| Ключ 7811-0319 Хнм. Оке. Прм. | 1 | 65×70 | |
| ГОСТ 16984-79 | |||
| Ключ 7812-0377.40Х. Хнм. Оке. Прм. | 1 | 8 | |
| ГОСТ 11737-74 | |||
| Документация | |||
| ФСШ-1А(К).00.000РЭ | Станок фрезерный деревообрабаты- | 1 | |
| вающий с шипорезной кареткой | |||
| Руководство по эксплуатации |
4. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
4.1. Общие требования безопасности
-
Необходимо соблюдать все общие правила техники безо
пасности при работе на деревообрабатывающих станках. - Запрещается:
-
допускать к работе рабочих, не прошедших инструктаж по тех
нике безопасности;
- работать на станке без очков и спецодежды;
- работать на станке без заземления станины;
- устанавливать на станок плохо заточенный инструмент;
- работать с неисправным ограждением или без него;
- отводить ограждение при работающем станке;
- работать при слабой освещенности рабочего места;
- загромождать заготовками и деталями рабочую зону;
- засорять отходами рабочее место и стол станка;
-
очищать станок от опилок и пыли, а также производить осмотр и
ремонт до его полной остановки; - производить регулировку и смазку без снятия напряжения;
- работать в рукавицах;
-
обрабатывать мерзлую древесину, древесину с выпадающи
ми сучками, большими трещинами, гнилями, прогибами.
-
При обработке на станке деталей длиной больше рабо
чей части стола должны быть установлены дополнительные опо
ры. -
Работа при вращении шпинделя на скорости 9000 об/мин
должна производиться только цельным и точно отбалансирован
ным инструментом. -
К работе на станке можно приступить только после пред
варительной проверки режущего инструмента. -
Перед работой необходимо проверить обрабатываемый
материал для того, чтобы исключить возможность попадания гвоз
дей и других инородных тел под режущий инструмент. -
Необходимо следить за исправностью блокировок, пери
одически проверяя их действие. Необходимо также проверять на
личие и надежность заземления, установленного на станке.
-
Станок должен быть подключен к системе местной или
общецеховой вытяжной вентиляции. -
При работе на станке применять вкладыши противошум
ные «Антифоны» ТУ 400-28-152-76 или «Беруши» ТУ 6-16-2402-80.
4.2. Требования безопасности при ремонтных работах.
-
ЗАПРЕЩАЕТСЯ выполнять любые ремонтные работы без
снятия напряжения. -
При ремонте станка должен быть вывешен плакат: «НЕ
ВКЛЮЧАТЬ — РАБОТАЮТ ЛЮДИ». -
ЗАПРЕЩАЕТСЯ устранять неисправности электрообору
дования лицами, не имеющими права обслуживания электроуста
новок.
- Подробности
- Категория: Деревообрабатывающие станки
")
Станок фрезерный деревообрабатывающий с шипорезной кареткой мод. ФСШ-1А (К), предназначен для выполнения разнообразных фрезерных работ по дереву с ручной подачей, нарезки простых шипов с помощью шипорезной каретки криволинейного фрезерования по шаблону с ручной подачей.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-ll по ПУЭ.
Станок может эксплуатироваться в диапазоне температур от -10 до +40°С, при средней относительной влажности воздуха 80%, высоте над уровнем моря до
1000 м в невзрывоопасной среде.
Скачать документацию
Устройство и принцип работы станка
1. Общий вид станка с обозначением органов управления пока¬
зан на рис.1. Станок имеет всего две кнопки управления: «Пуск» и
«Стоп», расположенные на пульте управления.
2. Устройство станка.
2.1. Описание составных частей станка.
2.1.1. Каретка.
Каретка служит для перемещения пиломатериалов при фрезерных работах. Представляет собой консольно подвешенный столик в одной плоскости с основным столом станка. Перемещается вручную по направляющим качения неподвижного кронштейна.
2.1.2. Прижим с линейкой.
Прижим представляет собой штативную систему, предназначен для фиксации заготовок во время работы. Устанавливается и перемещается по правому и левому Т-образному пазам каретки. Стопорение всех подвижных частей производится винтовыми зажимами. К корпусу прижима подвижно закреплена базовая линейка, к которой прижимается материал во время работы. На линейке предусмотрен упор для установки партии заготовок «в размер». На поверхности корпуса предусмотрена шкала для установки требуемого угла поворота линейки.
2.1.3. Станина. Станина представляет собой жесткую сварную коробчатую конструкцию, накрываемую плоским столом из чугуна. Внутри станины закрепляются направляющие для монтажа привода главного движения. В нише станины монтируется электрооборудование станка. Допускается литой вариант станины.
2.1.4. Ограждение инструмента.
Служит для ограждения режущего инструмента. Оно представляет собой литой корпус, в котором имеется патрубок для вытяжки стружки и пыли в общецеховую вентиляционную систему. В пат¬рубке установлен регулируемый отражатель стружки. Правая опорная поверхность, под линейку, имеет механизм перемещения для настройки величин съема стружки (перпендикулярно направлению подачи).
2.1.5. Привод главного движения.
Привод главного движения состоит из двухскоростного электро¬двигателя, поликлиновой передачи и шпиндельной бабки, соединен¬ной с подмоторной плитой двумя штангами. Натяжение ремня осуществляется с помощью специального винта. Шпиндельная бабка состоит из чугунного корпуса, в котором на подшипниках качения смонтирован шпиндель. Предварительный натяг подшипников осуществляется комплектом пружин. В верхнем торце шпинделя выполнено конусное отверстие для установки оправки. При установке оправки шпиндель удерживается от поворота фиксатором, который сблокирован с приводом главного движения.
2.1.6. Кронштейн шпинделя.
Служит для поддержания консольного конца оправки. Он состоит из стойки и кронштейна с вращающейся опорой. Кронштейн приводится в движение по стойке с помощью реечной передачи.
2.1.7. Защита инструмента.
Защита инструмента выполнена в виде сварного щитка с закрепленной на нем когтевой защитой. Щиток закрывает переднюю выступающую часть инструмента. Подъем щитка в процессе работы осуществляется передним торцем (гранью) движущейся заготовки. Воз-врат в исходное положение — под действием массы щитка и пружины. Щиток имеет ограничитель хода, который настраивается в зависимости от размера заготовки. Ход щитка должен быть больше раз¬мера заготовки на 2…4 мм. При копировальных работах на щиток устанавливается специальный щит и ручка.
2.1.8. Механизм подъема.
Механизм подъема состоит из винтовой пары, редуктора и маховика с лимбом. Он предназначен для подъема и опускания привода главного движения. Механизм подъема крепится на верхней крышке станины.
3. Работа станка.
Включением вводного переключателя на боковой стенке станка подается питание на силовые цепи и цепи управления, при этом на пульте управления должна загореться сигнальная лампа. В зависимости от предполагаемого вида работ заранее должен быть установлен соответствующий инструмент и направляющие приспособления, должны быть отрегулированы упоры, линейки. Воздействием на кноп-., ку «Пуск» включают привод станка и подают вручную подготовленный к обработке материал на вращающийся инструмент. Если мате¬риал крупногабаритный, с другой стороны станка его должен поддерживать второй станочник.
4. Перечень графических символов, указанных на табличках
станка, приведен в табл.4.
Электрооборудование
")
1. Общие сведения
В состав электрооборудования станкаФСШ-1А(К) входит двухскоростной асинхронный электродвигатель с короткозамкнутым ротором в качестве привода шпинделя. Электрооборудование станка рассчитано на следующие величины переменного тока:
силовая цепь 3 ~ 380 В, 50 Гц
цепь управления 110В
цепь сигнализации 22 В
Электрооборудование обеспечивает возможность его эксплуатации в пожарных зонах класса П-ll в соответствии с классификацией «Правил устройств электроустановок» ПУЭ-85. Электрооборудование станка ФСШ-1 А(К) представлено на схеме электрической — принципиальной рис. 2. Перечень элементов к схеме приведен в табл. 5. Защита силовых цепей от токов короткого замыкания осуществляется автоматическим выключателем QF, цепей управления и сигнализации предохранителями FU1, FU2, FU3, от длительных перегрузок электродвигателя тепловыми реле КК1 и КК2.
На пульте управления установлены сигнальные лампы, кнопки управления приводом станка.
Управление работой станка осуществляется от кнопок SB 1 и SB2. Электроаппаратура управления размещается в нише, находящейся непосредственно на самом станке. Схемой предусмотрено электродинамическое торможение двигателя М после его выключения. Двигатель должен затормаживаться не более чем за 6 секунд. Допустимая частота торможения станка — 10 раз в час.
2. Пуск станка в работу.
Перед пуском станка необходимо внешним осмотром проверить качество монтажа и надежность цепей заземления. Включить автоматический выключатель QF, при этом загорается лампа HL2, сигнализирующая о подаче напряжения в схему станка.
Нажатием на кнопку SB2 (4 — 5) включить вращение электродвигателя М, одновременно загорается лампа HL3, сигнализирующая о включении привода вращения фрезы. Останов с торможением происходит от нажатия на кнопку SB1 (3-4).
3. Блокировка.
Электросхема станка обеспечивает следующие блокировки: пуск станка сблокирован с ограждением режущего инструмента (SQ1), фиксатором шпинделя (SQ2).
Блокировка достигается введением контактов SQ1, SQ2 в цепь питания катушки КМ1. Схемой предусмотрена блокировка с цеховой эксгаутерной установкой.
Нулевая защита осуществляется блок-контактами магнитного пускателя КМ 1 (4-5).
Невозможность включить электродвигатель М во время торможения. Это достигается введением в цепь включения катушки КМ1 размыкающего контакта — пускателя КМ2 (10- 11).
Скачать документацию
Станок предназначен для выполнения разнообразных фрезерных работ по дереву с ручной подачей, нарезки простых шипов с помощью шипорезной каретки.
При установке на станок копировальной каретки (по спец. заказу за отдельную плату) возможно криволинейное фрезерование по копиру с ручной подачей.
Станок фрезерный деревообрабатывающий с подвижной шипорезной кареткой модели ФСШ-1А предназначен для выполнения разнообразных фрезерных работ по дереву с ручной подачей, зарезки простых шипов глубиной до 100 мм с помощью шипорезной каретки, криволинейного фрезерования по шаблону с ручной подачей.
Станок ФСШ-1А предназначен для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей (изготовление вагонки, половой доски, плинтуса, наличника, филенки и других погонажных изделий), зарезки простых шипов с помощью шипорезной каретки и криволинейного фрезерования по шаблону с ручной подачей.
Станок собран на цельно литой виброустойчивой чугунной станине, внутри которой установлен высокоскоростной шпиндельный узел с механизмом подъёма и приводом от двухскоростного электродвигателя.
На станине установлен литой чугунный стол с шипорезной кареткой. На столе крепятся верхняя опора шпинделя, ограждение фрезы с регулируемыми направляющими линейками и патрубком для стружкоотсоса.
Шипорезная каретка имеет поворотную линейку с эксцентриковым прижимом. Дополнительно станок может комплектоваться автоматическим подающим устройством (автоподатчиком), который легко монтируется на стол станка.
В последние годы, с развитием производства корпусной мебели, в нашей стране фрезерные станки основном используют для фрезерования криволинейных кромок ДСП. Обработка ведется преимущественно двумя способами.
- Первый способ: на шпиндель устанавливается шлифовальная головка с закрепленной на ней шлифовальной лентой, при этом ДСП просто шлифуется, т.е. фрезерный станок превращается в шлифовальный.
- Второй способ: фрезерование с использованием специальной фрезы с твердосплавными сменными пластинами.
Причем для фрезерования можно использовать только фрезы со сменными пластинами, и это непременное условие, т.к. при обработке ДСП твердосплавные пластины достаточно быстро тупятся. Причина этого — достаточно высокая твердость ДСП и ее неоднородная структура.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-II по ПУЭ.
Станок может эксплуатироваться в диапазоне температур от +10 до +35°С, при средней относительной влажности воздуха не более 80%, в невзрывоопасной среде, при отсутствии прямого воздействия атмосферных осадков.
Вид климатического исполнения и категория размещения станка – УХЛ4.2, категория условий хранения – 2 по ГОСТ15150-69.
Требования к заготовкам, поступающим на станок.
Заготовки должны отвечать требованиям ГОСТ8486-86 и ГОСТ2695-83:
- влажность древесины не должна быть более 15%
- качество древесины заготовок не ниже 1 сорта
- отклонение базовой пласти заготовок должно быть не менее 0,15 мм на длине 1000
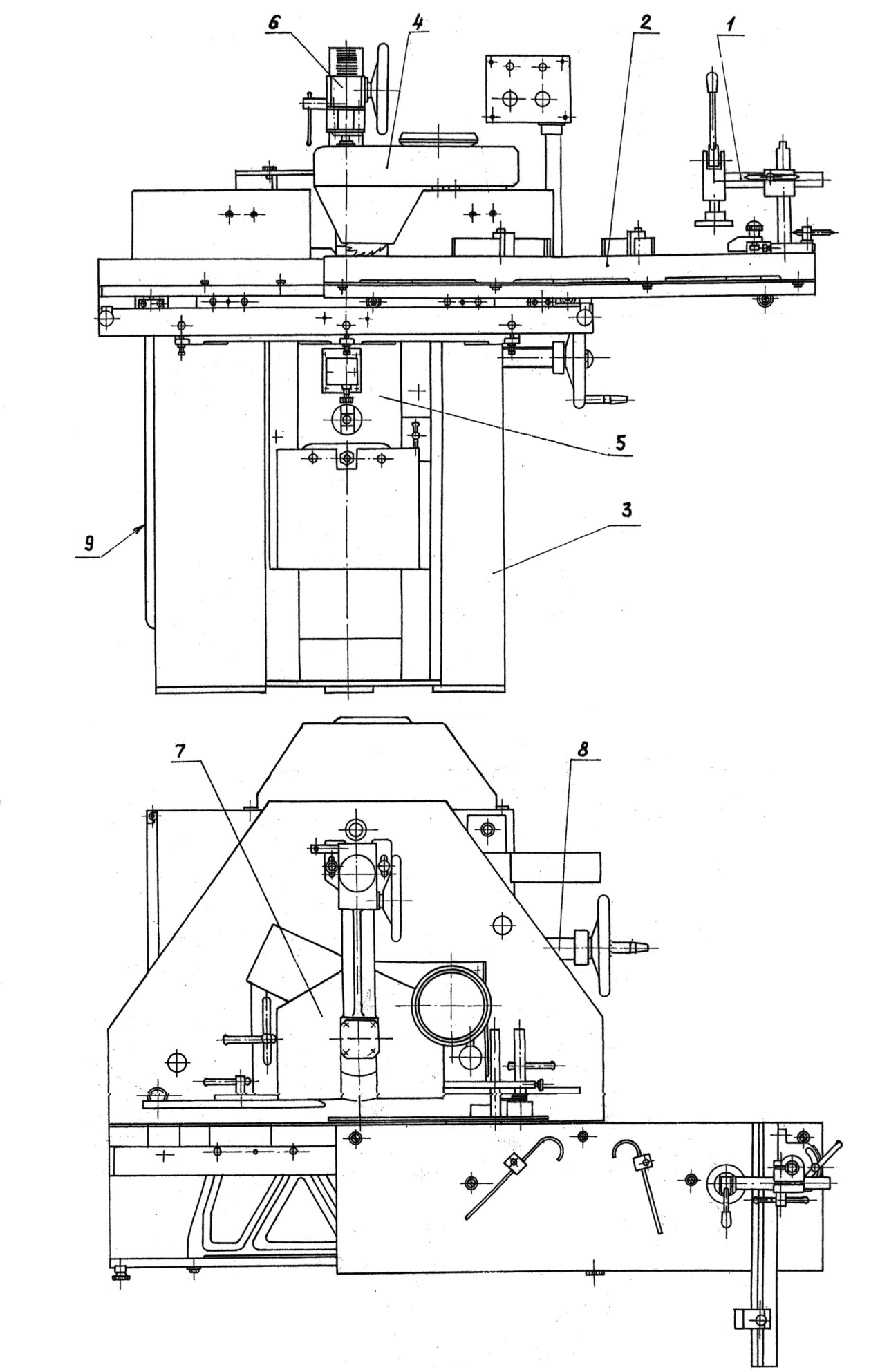
ФСШ-1А Расположение составных частей фрезерного станка
Расположение составных частей фрезерного станка ФСШ-1А
Перечень составных частей фрезерного станка ФСШ-1А:
- Прижим с линейкой — ФСШ-1А(К)20.000
- Каретка — ФСШ-1А(К)40.000
- Станина — ФСШ-Л.10.000
- Ограждение инструмента — ФСШ-Л.30.000
- Бабка шпиндельная — ФСШ-Л.40.000
- Кронштейн шпинделя — ФСШ-Л.50.000
- Защита инструмента — ФСШ-Л.60.000
- Механизм подъема — ФСШ-Л.70.000
- Электрооборудование — ФСШ-Л.80.000
ФСШ-1А Расположение органов управления фрезерным станком
Расположение органов управления фрезерным станком ФСШ-1А
Перечень органов управления фрезерного станка ФСШ-1А:
- Рукоятки крепления линеек;
- Рукоятки крепления корпуса защиты инструмента;
- Винт натяжения ремня;
- Фиксатор стопорения шпинделя;
- Переключатель выбора скоростей шпинделя;
- Выключатель вводной, автоматический;
- Кнопки фиксации длины хода каретки;
- Рукоятка зажима кронштейна шпинделя;
- Маховичок перемещения кронштейна шпинделя;
- Маховичок перемещения защиты инструмента;
- Кнопка аварийного и рабочего выключения станка – «Стоп»
- Кнопка включения станка – «Пуск»
- Рукоятка зажима изделия;
- Кнопка фиксации упора направляющей линейки;
- Рукоятка фиксации прижима с линейкой;
- Маховичок перемещения бабки шпиндельной;
- Кнопка крепления фиксатора стопорения шпинделя;
- Рукоятка зажима бабки шпиндельной;
- Кнопка фиксации кронштейна линейки;
- Кнопка фиксации ограждения инструмента;
- Рукоятка фиксации прижима по высоте.
Схема кинематическая фрезерного станка ФСШ-1А
Устройство и описание составных частей станка
Станина
Станина фрезерного станка ФСШ-1А представляет собой жесткую литую коробчатую конструкции, накрываемую плоским столом из чугуна. Внутри станины закрепляются направляющие для монтажа привода главного движения. В нише станины монтируется электрооборудование станка. Допускается сварной вариант станины.
Стол
Стол – чугунная отливка, усиленная ребрами жесткости. Стол жестко закреплен на станине.
При работе с помощью шаблона на столе устанавливается нижнее кольцо набега 8 (см. рисунок 4).
Возможно применение кольца набега с диаметром бурта отличным от поставляемого в комплекте станка.
Привод главного движения фрезерного станка ФСШ-1А
Привод главного движения состоит:
- двухскоростной электродвигатель 18;
- поликлиновая передача 19;
- шпиндельная бабка, соединенная с подмоторной плитой 15 штангами 3.
Натяжение ремня осуществляется винтом 3 (рисунок 2).
Шпиндельная бабка состоит из чугунного корпуса 4 коробчатого сечения, в котором на подшипниках качения смонтирован шпиндель 1. Предварительный натяг подшипников осуществляется комплектом пружин 2.
В верхнем торце вала шпинделя 1 выполнено конусное отверстие (Конус Морзе № 4) для установки оправки 11, которая закрепляется дифференциальной гайкой 12. Вал шпинделя стопорится от вращения фиксатором 5, который посредством винта 6 и выключателя 7 сблокирован с приводом.
Бабка шпинделя с электродвигателем имеет вертикальное настроечное перемещение до 100 мм посредством шестеренчатой 13, 14 и винтовой 16, 17 передач с фиксацией в требуемом положении.
Крепление режущего инструмента на оправке посредством набора проставочных колец 9 осуществляется гайкой 10.
Очень важным элементом станка является шпиндельные насадка (Оправка). На станке ФСШ-1А Оправка предусмотрена съемная. Особого внимания заслуживает крепления оправки к шпинделя с помощью дифференциальной гайки. С учетом разного шага резьбы на оправке и шпинделе, при креплении дифференциальной гайкой происходит сближение и осевое затягивание конусов. Рекомендуем без особой необходимости не снимать оправку. Ну а если Вы все же решили снять оправку, то для этого необходим специальный ключ (станок этим ключом не комплектуется), и не забывайте застопорить вал шпинделя фиксатором. Особенно важное значение для работы станка имеет применение оригинальных дистанционных колец на оправке. Настоятельно рекомендуем использовать только «родные» кольца. Эти кольца изготовлены с особой точностью, а посадочные места (торцевая часть) отшлифованы. Использование не заводских колец (типичная ошибка), как правило, приводит к искривлению оправки после зажатия гайкой фрез. Это искривление, возможно, не заметно на глаз, но при вращении даже на 3000 об/мин возникает довольно сильное биение, вибрация. Это очень распространенная ошибка.
Каретка подвижная шипорезная фрезерного станка ФСШ-1А
Подвижная шипорезная каретка включает:
- чугунная плита, которая является передней частью стола;
- прижим с линейкой;
- упоры ограничения величины хода каретки.
Плита каретки подвижна вдоль направляющих линеек, закрепленных на столе станка;
Подвижное крепление каретки выполнено на подшипниках качения. Посредством упоров устанавливается величина хода и его расположение относительно шпинделя станка;
В плите каретки имеются отверстия для крепления прижима с линейкой и упорных прижимов в различных положениях.
Схема электрическая принципиальная фрезерного станка ФСШ-1А
Инструкционно-технологическая карта № 04.3.3.2
фрезерНый СТАНок Фсш-1а
1 – прижим с линейкой;
2 – каретка;
3 – станина;
4 – ограждение инструмента;
5 – бабка шпиндельная;
6 – кронштейн шпинделя;
7 – защита инструмента;
8 – механизм подъёма;
9 – электрооборудование.
Назначение и область применения
Станок фрезерный деревообрабатывающий с шипорезной кареткой модели ФСШ-1А(К) предназначен для выполнения разнообразных фрезерных работ по дереву с ручной подачей, зарезки простых шипов с помощью шипорезной каретки, криволинейного фрезерования по шаблону с ручной подачей.
Принцип работы и особенности конструкции станка
1. Подготовка и первоначальный пуск станка
Перед первоначальным пуском необходимо:
— заземлить станок подключением к общецеховой системе заземления;
— подключить станок к электросети, проверив соответствие напряжения сети с электрооборудованием станка;
— выполнить указания, изложенные в разделе «Электрооборудование». Проверить правильность направления вращения электродвигателя;
— ознакомиться с назначением рукояток и кнопок управления;
— проверить лёгкость вращения шпинделя от руки;
— проверить лёгкость осуществления настроечных перемещений;
— проверить вручную правильность закрепления инструмента на шпинделе станка.
1.2. Для первоначального пуска станка необходимо:
— включить вводной выключатель, расположенный на боковой стенке станины, при этом на пульте управления должна загореться сигнальная лампа белого цвета;
— включить кнопкой «Пуск» привод шпинделя;
— убедиться в отсутствии «ненормальных» шумов при работе станка на холостом ходе, в отсутствии сверхнормативного биения инструмента;
— отключить станок воздействием на кнопку красного цвета «Стоп». При этом вращение фрезы должно прекратиться за время не более 6 сек.
ВНИМАНИЕ! Станок оснащён динамическим торможением привода шпинделя. Частые пуски и торможения приводят к перегреву обмоток двигателя. Не злоупотребляете частым отключением станка. Допустимая частота торможения станка – 10 торможений в час.
Убедившись в нормальной работе станка на холстом ходу приступают к настройке его для работы.
Частоту вращения выбирают в зависимости от наружного диаметра фрезы, обеспечивая скорость резания 30…50 м/с.
Максимальное допустимое число оборотов шпинделя в зависимости от диаметра фрез приведено в таблице.
|
Диаметр фрез, мм |
св. 130 до 250 |
св. 100 до 130 |
св. 70 до 100 |
до 70 |
|
Частота вращения шпинделя, об/мин |
3000 |
4500 |
6000 |
9000 |
При производстве фрезерных работ фрезами Ø 100 мм и более обязательно закрепить свободный конец оправки кронштейном шпинделя (рисунок 1, поз. 6 — РЭ).
ВНИМАНИЕ! РАБОТА С ОПРАВКОЙ СО ШТИФТОМ НА ЦИЛИНДРИЧЕСКОМ КОНЦЕ БЕЗ КРОНШТЕЙНА ШПИНДЕЛЯ ЗАПРЕЩАЕТСЯ
Настройка необходимого числа оборотов шпинделя производится переключателем выбора скорости электродвигателя 5 (рисунок 2 — РЭ) и переустановкой ремня 19 (рисунок 4 — РЭ) на приводных двухступенчатых шкивах в соответствии с таблицей 10.2 (рисунок 3 — РЭ).
|
Частота вращения шпинделя об/мин |
3000 |
4500 |
6000 |
9000 |
|
Положение переключателя скорости вращения электродвигателя |
I |
I |
II |
II |
|
Диаметры шкивов на электродвигателе и шпинделе |
D2 / d2 |
D1 / d1 |
D2 / d2 |
D1 / d1 |
1.3. Шпиндель настраивают по высоте, вращением маховичка 16 (рисунок 2 — РЭ) так, чтобы при обработке было выдержано требуемое расстояние формируемого паза, фальца, плинтуса и т.д. от базовой поверхности обрабатываемой детали.
После установки шпинделя в требуемом положении его закрепить рукояткой 18 (рис. 2 — РЭ).
1.4. Положение направляющих линеек на столе станка регулируют в зависимости от диаметра фрезы, профиля и вида обработки. При обработке снятием припуска по всей поверхности детали заднюю линейку устанавливают, перемещая с корпусом защиты инструмента по касательной к окружности резания фрезы, контролируя посредством бруска или контрольной линейки, а переднюю направляющую линейку устанавливают относительно задней на расстояние равное толщине снимаемого припуска.
Перемещение корпуса защиты инструмента с задней и передней линейками в поперечном направлении производят маховиком 4 с последующей фиксацией рукоятками 2 и 5 (рисунок 5 — РЭ).
При обработке фальца, выборке шпунта, когда фрезеруют только часть поверхности высоты детали, рабочие поверхности передней и задней направляющих линеек устанавливают в одной плоскости и располагают относительно фрезы на заданную глубину профиля.
Установку направляющих линеек в продольном направлении произвести так, чтобы ближние к фрезе концы линеек располагались на минимальном расстоянии, но не менее 5 мм.
1.5. После выверки линеек приступают к наладке оградительных устройств базирующих и предохранительных упоров.
Ограждение инструмента, закрывающее рабочую часть режущего инструмента, расположенного между направляющими линейками, устанавливается по ширине стола в зависимости от величины выступа фрезы за поверхность направляющих линеек и фиксируется кнопкой 20 (рис.2 — РЭ).
2. Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
2.1. Регулирование натяжения ремня привода шпинделя.
Если в течение времени наблюдается уменьшение оборотов и останов шпинделя или появление запаха горелой резины, увеличьте натяжение ремня поворотом винта 3 (рисунок 2 — РЭ).
Величина натяжения ремня привода шпинделя должна обеспечивать стрелу прогиба 7 мм при нагрузке на ремень 2 кг.
2.2. Регулирование расположения рабочей поверхности шипорезной каретки относительно рабочей поверхности стола.
Рабочая поверхность шипорезной каретки должна быть в одной плоскости с рабочей поверхностью стола.
Регулирование осуществить поворотом эксцентриковых осей «б» и «с» шариковых подшипников, на которых перемещается каретка, а также перемещением линейки «а» (рисунок 3 — РЭ).
2.3. При замене двигателя обеспечить расположение торцов шкивов на двигателе и шпинделе в одной плоскости.
3. Смена инструмента
3.1. Смена инструмента производится при нижнем положении шпинделя при крайнем правом (исходном) положении каретки. Для смены инструмента необходимо пользоваться ключом, прилагаемым к станку, предварительно зафиксировав шпиндель фиксатором 4 (рисунок 2 — РЭ).
Заточку фрез рекомендуется производить на специальных заточных станках.
При смене инструмента выключить вводный выключатель QF поз.6 (рисунок 2 — РЭ).
3.2. Перед установкой режущего инструмента на шпиндель необходимо проверить соответствие типа инструмента требуемому профилю обрабатываемой детали, правильность заточки режущих зубьев или ножей, состояние опорных сопрягаемых поверхностей для крепления, соответствие направления вращения, направлению вращения шпинделя.
Радиальное биение зубьев цельных фрез, а также ножей в сборных фрезах допускается не более 0,02 мм.
Режущий инструмент должен быть отбалансирован.
ВНИМАНИЕ! ДОПУСТИМАЯ ВЕЛИЧИНА ДИСБАЛАНСА В КОМПЛЕКТЕ С
ПРОКЛАДОЧНЫМИ КОЛЬЦАМИ НЕ БОЛЕЕ 5 ГСМ
Перед установкой режущего инструмента, при необходимости, в расточку стола устанавливают кольцо ФСШ-Л.00.018 и втулку ФСШ-Л.00.019 для работы по копиру (рисунок 4, поз.8 — РЭ).
Установку режущего инструмента желательно производить с наименьшим расстоянием от упорного торца оправки до режущего инструмента.
Особого внимания требует крепление оправки на валу шпинделя посредством дифференциальной гайки. Принцип крепления оправки дифференциальной гайки, навёрнутой одновременно на резьбы оправки и вала шпинделя, основан на сближении или удалении последних при повороте дифференциальной гайки. Так как шаг резьбы на оправке меньше чем на валу шпинделя, то при наворачивании дифференциальной гайки на шпиндель происходит их сближение и осевая затяжка их конусов, а при сворачивании удаление и рассоединение конусов.
Величина сближения и удаления оправки и вала шпинделя равна разности шагов резьб при повороте дифференциальной гайки на один оборот.
Для установки оправки необходимо (рисунок 4 — РЭ):
— застопорить вал шпинделя 1 фиксатором 5;
— навернуть дифференциальную гайку 12 на вал шпинделя 1 на длину 10-15 мм;
— ввернуть оправку 11 в дифференциальную гайку 12 до соприкосновения конусов
оправки и вала шпинделя.
— Для снятия оправки необходимо:
— застопорить вал шпинделя 1 фиксатором 5;
— повернуть дифференциальную гайку 12 в направлении сворачивания с вала шпинделя 1 на небольшой угол до рассоединения конусов оправки и вала шпинделя;
— вывернуть оправку из дифференциальной гайки.
3.3. При креплении инструмента на оправке следует путём поворота проставных колец найти их относительное положение, при котором биение верхнего конца оправки будет не более 0,04 мм, это обеспечит минимальную вибрацию и шум станка.
Органы управления фрезерНОГО СТАНКА Фсш-1а
1. Рукоятки крепления линеек
2. Рукоятки крепления корпуса защиты инструмента
3. Винт натяжения ремня
4. Фиксатор стопорения шпинделя
5. Переключатель выбора скоростей шпинделя
6. Выключатель вводной, автоматический
7. Кнопки фиксации длины хода каретки
8. Рукоятка зажима кронштейна шпинделя
9. Маховичок перемещения кронштейна шпинделя
10. Маховичок перемещения защиты инструмента
11. Кнопка аварийного и рабочего выключения станка – «Стоп»
12. Кнопка включения станка – «Пуск»
13. Рукоятка зажима изделия
14. Кнопка фиксации упора направляющей линейки
15. Рукоятка фиксации прижима с линейкой
16. Маховичок перемещения бабки шпиндельной
17. Кнопка крепления фиксатора стопорения шпинделя
18. Рукоятка зажима бабки шпиндельной
19. Кнопка фиксации кронштейна линейки
20. Кнопка фиксации ограждения инструмента
21. Рукоятка фиксации прижима по высоте
Основные технические характеристики
1. Наибольшая толщина обрабатываемой заготовки, мм: 100
2. Номинальные размеры стола, мм:
— Длина: 1000
— Ширина: 325
3. Наибольшее вертикальное относительное перемещение шпинделя, мм: 100
4. Внутренний конус Морзе шпинделя: № 4
5. Номинальная частота вращения шпинделя при номинальной мощности электродвигателя, об/мин: 3000
4500
6000
9000
6. Наибольшая ширина заготовки, устанавливаемой на каретке при
глубине шипа 100 мм, мм: 700
7. Номинальный диаметр шпиндельной насадки, мм: 32
8. Наибольший диаметр режущего инструмента, мм: 250
9. Наибольший ход шипорезной каретки, мм: 926
10. Высота стола от пола, не менее, мм: 860
11. Габаритные размеры станка, не более, мм:
— длина 1000
— ширина 1110
— высота 1270
12. Масса станка, не более, кг: 810
Номинальное напряжение силовых цепей, В: 380
Номинальная мощность электродвигателя, кВт: 4,0/4,75
Номинальная частота вращения электродвигателя, об/мин: 1420/2820
Требования к заготовкам, поступающим на станок. Заготовки должны отвечать требованиям ГОСТ8486-86 и ГОСТ2695-83:
— влажность древесины не должна быть более 15%;
— качество древесины заготовок не ниже 1 сорта;
— отклонение базовой пласти заготовок должно быть не менее 0,15 мм на длине 1000 мм.
УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
К управлению станком
Допускается обслуживающий персонал, изучивший настоящее руководство по эксплуатации и прошедший инструктаж по ТБ.
1. Требования безопасности труда на станке модели ФСШ-1А(К) обеспечиваются соответствием его конструкции ГОСТ12.2.026.0-93, а также требованиям указанным ниже.
2. Станок устанавливается в помещении класса П-II по ПУЭ.
3. Необходимо соблюдать все общие правила техники безопасности при работе на деревообрабатывающих станках, а так же указания безопасности, предусмотренные разделом 7 «Электрооборудование».
4. В конструкции станка предусмотрено ограждение зоны нерабочей части режущего инструмента, одновременно являющегося пылеприёмником для подключения его к системе механизированного удаления стружки и пыли.
5. Для обработки криволинейных деталей по копиру предусмотрено специальное ограждение рабочих органов.
6. При обработке на станке деталей длиной больше рабочей части стола должны быть установлены дополнительные опоры.
7. Работа на станке должна производиться только точно отбалансированным инструментом.
8. К работе на станке можно приступить только после предварительной проверки режущего инструмента по качеству заточки.
9. Перед работой необходимо проверить обрабатываемый материал для того, чтобы исключить возможность попадания гвоздей и других инородных тел под режущий инструмент.
10. Необходимо следить за исправностью блокировок, периодически проверяя их действие. Необходимо также проверять наличие и надёжность заземления станка.
11. Включение автоподатчика должно быть сблокировано с пусковым и тормозным устройством привода главного движения станка. Блокировка должна обеспечивать возможность пуска автоподатчика в рабочем режиме при включённом приводе главного движения и отключение автоподатчика при остановке привода главного движения станка.
12. Станок должен быть подключён к системе местной или общецеховой вытяжной вентиляции.
13. При работе на станке применять вкладыши противошумные «Антифоны» ТУ400-28-152-76 или «Беруши» ТУ6-16-2402-80.
14. ЗАПРЕЩАЕТСЯ:
— допускать к работе рабочих, не прошедших инструктаж по технике безопасности;
— работать на станке без очков и спецодежды;
— работать без заземления станка;
— устанавливать на станок плохо заточенный инструмент;
— работать с неисправным ограждением или без него;
— отводить ограждение при работающем станке;
— работать при слабой освещённости рабочего места;
— загромождать заготовками и деталями рабочую зону;
— засорять отходами рабочее место и стол станка;
— очищать станок от опилок и пыли, а также производить осмотр до его полной остановки;
— производить ремонт, регулировку и смазку станка при включённом вводном выключателе;
— работать на станке в рукавицах;
— обрабатывать мёрзлую древесину, древесину с выпадающими сучками, большими трещинами, гнилями, прогибами;
— устранять неисправности электрооборудования лицами, не имеющими права обслуживания электроустановок;
— работать на станке без крепления оправки в кронштейне шпинделя.
15. При ремонте станка должен быть вывешен плакат:
«НЕ ВКЛЮЧАТЬ – РАБОТАЮТ ЛЮДИ».
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
|
Возможные неисправности |
Вероятная причина |
Метод устранения |
|
Не включается электродвигатель |
Сработало тепловое реле |
Проверить состояние теплового реле. Нажатием кнопки реле привести его в исходное положение |
|
Сгорела плавкая вставка |
Заменить плавкую вставку |
|
|
Сработал вводный выключатель |
Включить вводный выключатель |
|
|
Снижение оборотов и останов шпинделя |
Уменьшилось натяжение ремённой передачи |
Произвести натяжение ремня |
|
Отсутствие торможения шпинделя при отключении станка |
Не отрегулировано устройство динамического торможения электродвигателя |
Произвести регулировку устройства динамического торможения электродвигателя |
|
Вышло из строя устройство динамического торможения электродвигателя |
Заменить устройство динамического торможения электродвигателя |
|
|
Люфт стола каретки |
Разрегулировка эксцентриковых осей подшипников качения |
Произвести регулировку эксцентриковых осей подшипников качения |
|
Приработка направляющих и подшипников качения |
То же |
|
|
Не допустимый шум и вибрация станка |
Не отбалансирован или плохо заточен режущий инструмент |
Заточить и отбалансировать режущий инструмент |
|
Неправильно выбрана частота вращения шпинделя в зависимости от диаметра фрезы |
Установить частоту вращения шпинделя согласно таблицы 8 |
Российский фрезерный деревообрабатывающий станок ФСШ-1А предназначен для выполнения фрезерных работ по дереву с ручной или механической подачей, зарезки шипов с помощью шипорезной каретки, криволинейного фрезерования по шаблону.
Особенности конструкции
- Станок по дереву имеет литые стол и станину коробчатой формы;
- Шипорезная каретка перемещается на 12-ти подшипниках;
- Оправка на станине — съёмная (конус Морзе 4);
- На шпинделе установлены высококлассные двойные подшипники «дуплекс», что значительно увеличивает точность станка.
| Характеристика | ФСШ-1А |
|---|---|
| Размер рабочей поверхности (зеркала) стола, мм. | 1000 х 800 |
| Наибольшее перемещение шпинделя, мм. | 100 |
| Наибольшая высота заготовки, мм. | 100 |
| Наибольшая ширина заготовки, устанавливаемой на каретке при глубине шипа 100 мм, мм. | 350 |
| Максимальный диаметр используемых фрез, мм. | 250 |
| Посадочный диаметр фрез, мм. | 32 |
| Конус шпинделя | Морзе 4 |
| Диапазон частот вращения шпинделя, об./мин. | 3000; 4500; 6000; 9000 |
| Ход шипорезной каретки, мм. | 950 |
| Мощность привода главного движения, кВт | 4,25 |
| Необходимая производительность вытяжного устройства, м3/час | 1350 |
| Номинальное напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1150 х 1200 х 1600 |
| Масса ФСШ-1А , кг. | 880 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о ФСШ-1А:
Отзывов пока нет, но ваш может быть первым.