
Для каких целей вам нужен токарный станок? Сделать одну-две детали из металла, дерева или другого материала? Или выточить серию деталей одинаковой формы и качества (а эта уже мелкосерийное производство!) из одного и того же материала, и чтобы ни одна деталька не отличалась, чтобы все по всем параметрам соответствовали друг другу?
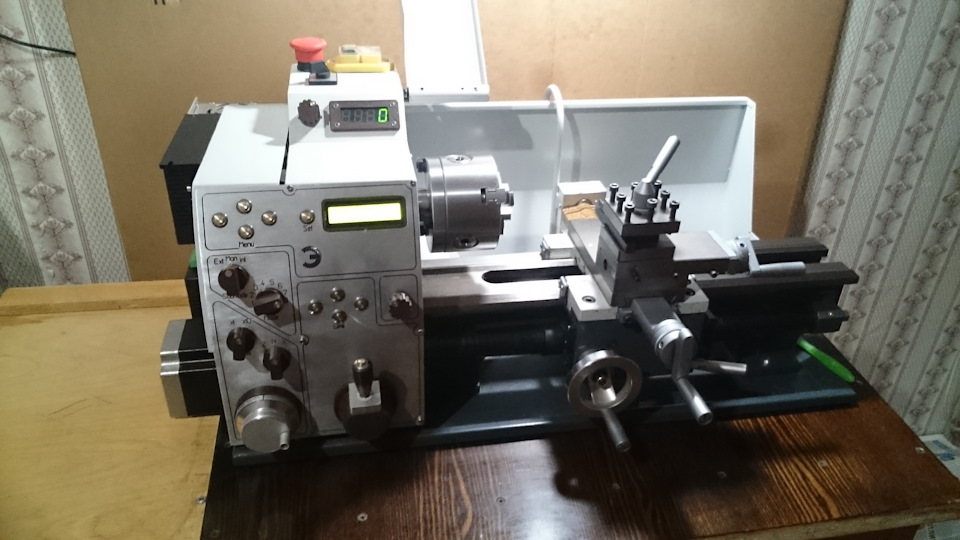
Именно для таких целей подходят станки с электронной гитарой. Например, станок WEISAN RC210F400.
Одно из важнейших достоинств станков WEISAN — это гитара сменных колес для нарезания всевозможных резьб. Ее шестерни изготовлены из металла, а не из пластика, как у многих производителей. И в комплекте станка имеются сразу все необходимые шестерни для нарезания как метрических, так и дюймовых резьб.
Рассматриваемая нами модель RC210F400 — по характеристикам это практически тот же станок WM210F400, но с электронной гитарой и большей мощностью. Здесь стоит тот же трехкулачковый патрон. То же межцентровое расстояние 400 мм и проходное отверстие шпинделя 38 мм. Стенка шпинделя усиленная — 6 мм. Конус шпинделя Морзе 5. Максимальный диаметр обрабатываемых заготовок над станиной 210 мм и над суппортом 135 мм. Станок питается от сети с напряжением 220 вольт с частотой 50 герц. Мощный двигатель на 1100 Вт. Чем больше мощность станка, тем производительней обработка.
Габариты как у WM210F400 — 840 х 390 х 370 мм, то есть это по-прежнему компактный станок и подойдет для работы в домашних условиях. Так чем же он отличается от своего предшественника?

а
Электронная гитара или механическая?
У RC210F400 благодаря электронной гитаре значительно расширен диапазон нарезаемых резьб.

У RC210F400 есть диапазон автоматических продольных подач от 0,01 до 0,4 мм/об.
На станке с электронной гитарой можно задать любую резьбу с необходимым шагом. Режим нарезания резьбы очень легко настраивается с помощью нескольких нажатий кнопок на контроллере. Для изменения шага нарезаемой резьбы в механической гитаре нужно менять конфигурацию шестеренок гитары. А это требует труда и времени.
Управление — как на станке с ЧПУ
Кнопки управления расположены под экраном контроллера. Как на станке с ЧПУ, этими кнопками задаем программу обработки изделия, и все параметры высвечиваются на дисплее. Панель управления незначительно больше, чем на станках WM210F.
На этой же панели находится потенциометр оборотов шпинделя.

К каждому станку прикладывается подробная авторская инструкция на русском языке и в печатном виде по использованию электрогитары RC210. С ней легко пошагово научиться работать с электрогитарой.
Преимущества электронной гитары
Итак, на станках с электронной гитарой появилась возможность автоматизации точения с необходимыми заданными параметрами. Это означает, что оператор может легко задать требуемые параметры обработки, а станок выполнит работу с высокой точностью и без необходимости постоянного контроля.
Производственная гибкость станка с электронной гитарой также впечатляет. При нарезании любой необходимой вам резьбы нет надобности полностью перестраивать всю гитару колес и тратить на это время и силы.

Кроме того, высокая точность работы станка и его способность к повторяемости обработки особенно важны для мелкосерийного производства. Параметры и качество обрабатываемых деталей остаются неизменными, что обеспечивает стабильность и надежность производства.
Очевидно, что нет необходимости в приобретении такого станка, если вы пользуетесь им от случая к случаю и обрабатываете на нем единичные детали.
Но если вы пользуетесь станком постоянно — присмотритесь к RC210F400. На нем выше производительность, стабильное качество и точность деталей по заданным параметрам. Режимы простые и легко настраиваются.
Заходите к нам на сайт, чтобы подробнее узнать о технических характеристиках станков с электронной или механической гитарой, чтобы подобрать станок под свои задачи.
Тут будет порядок работы с некоторыми режимами. Обновляется.
Резьба (Thread)
1. с реверсом шпинделя без размыкания маточной гайки (без лимитов)
2. без реверса и без размыкания гайки, переключая направление джойстика (должны быть выставлены лимиты)
3. без реверса с размыканием маточной гайки и возвратом вручную (синхронизация по резьбовому индикатору)
4. автоматически (см. ниже)
Кнопками Вверх-Вниз выбираем шаг резьбы, можно менять только при нейтральном положении джойстика,
4-ре направления резьбы по джойстику.
4-ре кнопки лимита, лимиты задаются только при нейтральном положении джойстика.
При прижатии кнопки джойстика игнорируется правый упор, можно за ним произвольно покататься и примерить ответную деталь,
для восстановления синхронизации достаточно заехать в зону между лимитами и доехать до правого упора,
продолжаем нарезание резьбы как обычно.
Многозаходная резьба
После нарезания 1 нитки:
резец на стартовой позиции, остановить шпиндель, уйти в «делилку», выставить 180гр., обнулить угол «пятой кнопкой», вернуться в «резьба», 2-я нитка будет нарезаться со смещением 180гр.
Для 3-х заходной — обнуляться соответственно через 120гр. и т.д…
Синхронная подача (Feed mm/rev)
Потенциометром изменяем величину подачи, можно менять на ходу
4-ре направления подачи по джойстику
4-ре направления быстрого перемещения по джойстику и кнопке ускоренного
4-ре кнопки лимита, лимиты задаются только при нейтральном положении джойстика и нейтральном положении переключателя «Подрежим»
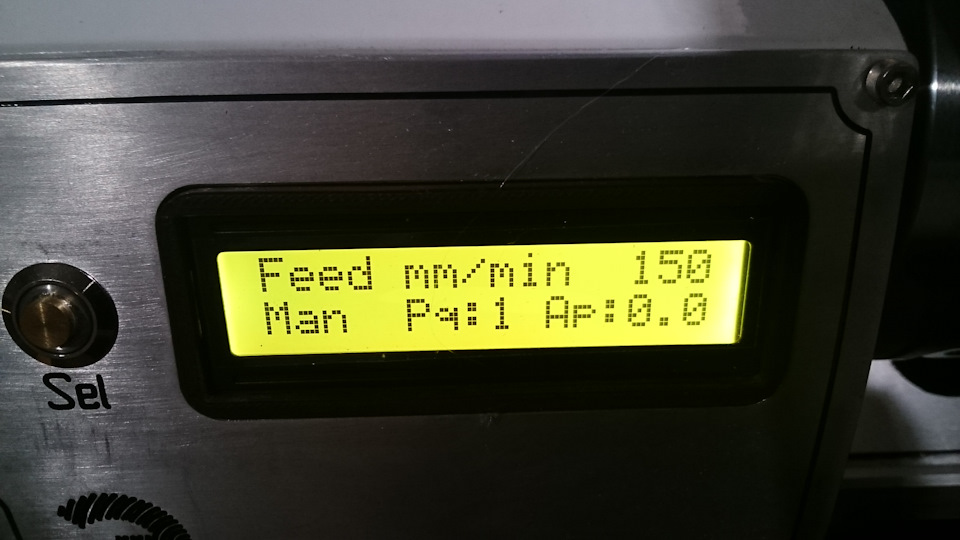
Асинхронная подача (Feed mm/min)
Потенциометром изменяем величину подачи, можно менять на ходу
4-ре направления подачи по джойстику
4-ре направления быстрого перемещения по джойстику и кнопке ускоренного
4-ре кнопки лимита, лимиты задаются только при нейтральном положении джойстика и нейтральном положении переключателя «Подрежим»
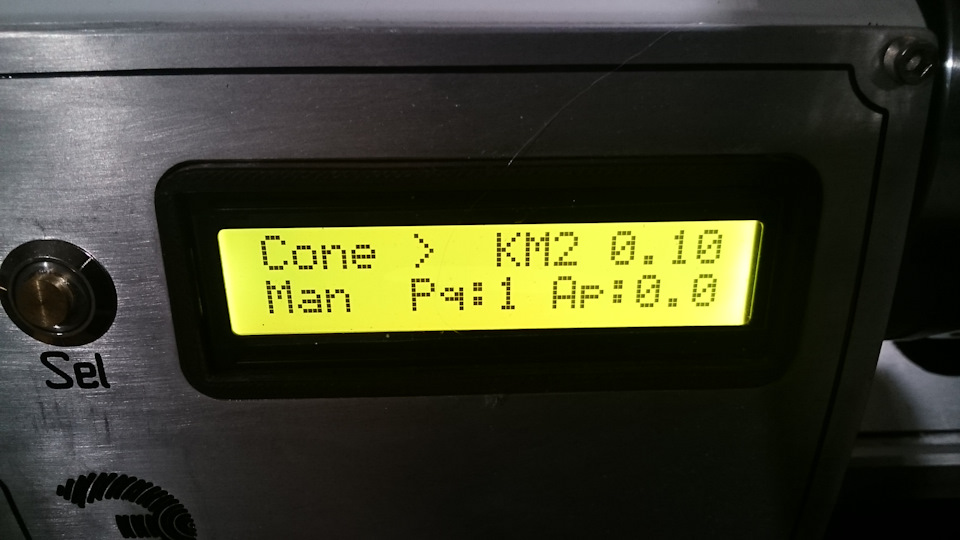
Конуса (Cone< и Cone>)
Кнопками Вправо-Влево (при нейтральном положении джойстика) выбираем конус.
Передний-задний лимиты (если они были выставлены ранее) игнорируются, но их положение в памяти сохраняется.
Резание включается джойстиком Вправо /Влево.
По кнопке джойстика работает ускоренное перемещение, траектория — выбранный конус.
Джойстик Вперед-Назад — синхронная подача.
Черновая сфера (Sphr)
инструмент — отрезной резец с прямой режущей кромкой
кнопками Вверх/Вниз задаем диаметр шара,
кнопками Вправо/Влево задаем диаметр недорезанной ножки,
с прижатой кнопкой «Sel» кнопками Вверх/Вниз задать ширину р.к. инструмента,
с прижатой кнопкой «Sel» кнопами Вправо/Влево задать ширину ступеньки (смещение по Z)
Порядок работы:
1. проточили болванку в диаметр ++, («++» должен быть < REBOUND_X)
2. установили отрезной резец
3. по правому краю болванки (прям отрезным) проточили 1-2-3мм с замерами в необходимый диаметр
4. активизировали задний упор
5. торцанули /пропылили заготовку
6. вернулись на задний упор
7. активизировали правый упор
8. переключили джойстик влево
9. ждем окончания процесса
Делилка, Калькулятор деления (Divider)
Кнопками Вверх-Вниз выставляем количество «зубов» деления (максимум 255), отображается в первой строке индикатора (z).
Кнопками Вправо-Влево перемещаемся к следующему-предыдущему «зубу», текущий «зуб» отображается во второй строке индикатора.
В первой строке индикатора отображается требуемый угол для текущего «зуба» (Req).
Во второй строке индикатора отображается реальный угол шпинделя.
Все что требуется — это провернуть шпиндель для совпадения показаний.
Cброс угла 5-ой кнопкой меню
Автоматическое нарезание резьбы
1. Протачиваем заготовку в размер по ГОСТ-у любым привычным для Вас способом
2. Если ранее не стояли, выставляем правый и левый упор на требуемую длину резьбы
3. В режиме «Резьба» кнопками Вверх/Вниз выбираем требуемый шаг
4. Переключателем «Подрежим» выбираем «Наружная» Ext, или «Внутренняя» Int, (по серединке «Ручная» Man)
5. На примере правой резьбы, прямые обороты шпинделя, режем к патрону:
перед стартом каретка должна стоять на правом упоре,
переключили джойстик влево, процесс пошел, поочередно загорелись поперечные упоры,
поперечные упоры погасли — процесс завершен.
6. После завершения цикла поперечная подача занимает стартовую позицию,
если материал пластилиновый, то можно переключиться в режим «Подача» и пройтись по вершинам,
для CT45 и аналогов Д16Т этого не требуется.
По поводу диаметров и допусков меня не дергаем, но наводку дам:
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы
ГОСТ 19258-73 Стержни под нарезание метрической резьбы
Автоматическая многопроходная подача
Для всех нижеприведенных комбинаций:
Кнопками Вверх/Вниз выставляем величину съема,
кнопками Вправо/Влево выставляем кол-во проходов
1. внешняя проточка, направление к патрону,
в «Manual» режиме выставить правый + левый лимиты,
переместить инструмент на правый лимит,
переключатель «Подрежим» в положение «Ext»,
переключить джойстик «Влево».
2. внешняя проточка, направление от патрона
в «Manual» режиме выставить правый + левый лимиты,
переместить инструмент на левый лимит,
переключатель «Подрежим» в положение «Ext»,
переключить джойстик «Вправо».
3. внутренняя расточка, направление к патрону
в «Manual» режиме выставить правый + левый лимиты,
переместить инструмент на правый лимит,
переключатель «Подрежим» в положение «Int»,
переключить джойстик «Влево».
4. внутренняя расточка, направление от патрона
в «Manual» режиме выставить правый + левый лимиты,
переместить инструмент на левый лимит,
переключатель «Подрежим» в положение «Int»,
переключить джойстик «Вправо».
5. торцевание, направление к оси шпинделя
в «Manual» режиме выставить передний + задний лимиты,
переместить инструмент на задний лимит,
переключатель «Подрежим» в положение «Ext»,
переключить джойстик «Вперед».
6. торцевание, направление от оси шпинделя
в «Manual» режиме выставить передний + задний лимиты,
переместить инструмент на передний лимит,
переключатель «Подрежим» в положение «Ext»,
переключить джойстик «Назад».
—
2 коротких «Биип» в автоматических режимах означает: «я работаю», не суй руки во вращающиеся механизмы, ничего не трогай и вообще не мешай отработать заданную тобой же программу.
Изменено пользователем Олег А.
Всем привет, давно я здесь не отмечался.
Итак, имел я значит токарный станочек настольный, китайский и самый бюджетный,

все бы ничего, но реализация гитары (блока шестерен) сделана так же по дешману. Если стоят шестерни привода подачи, то чтобы нарезать резьбу надо все шестерни переставить, да еще зазоры выдержать, короче один раз можно, потом надоедает.
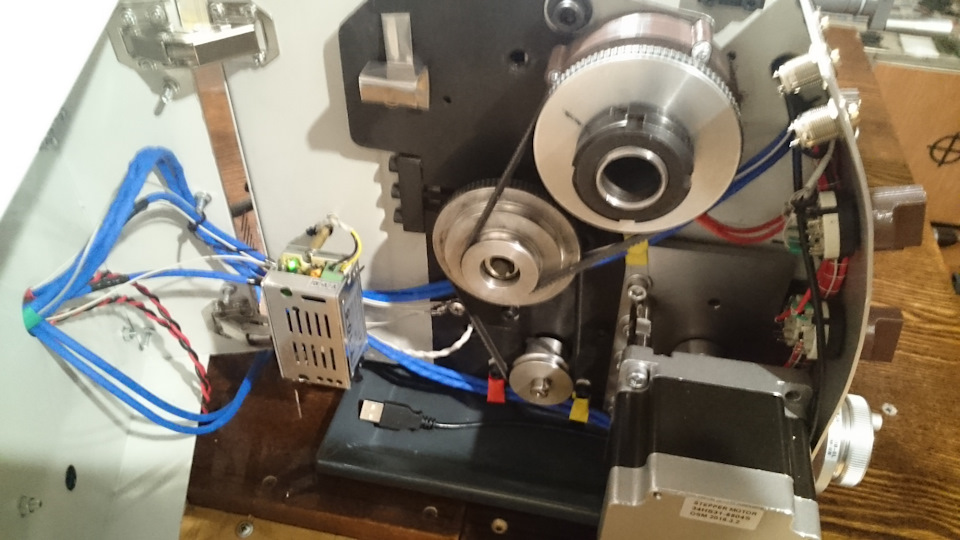
Было решено внедрять так называемые «электронные шестерни». Про них есть очень большая тема на профильном сайте чипмейкер. Принцип работы прост, энкодер находящийся на шпинделе станка замеряет положение патрона с точностью до сотых градуса.
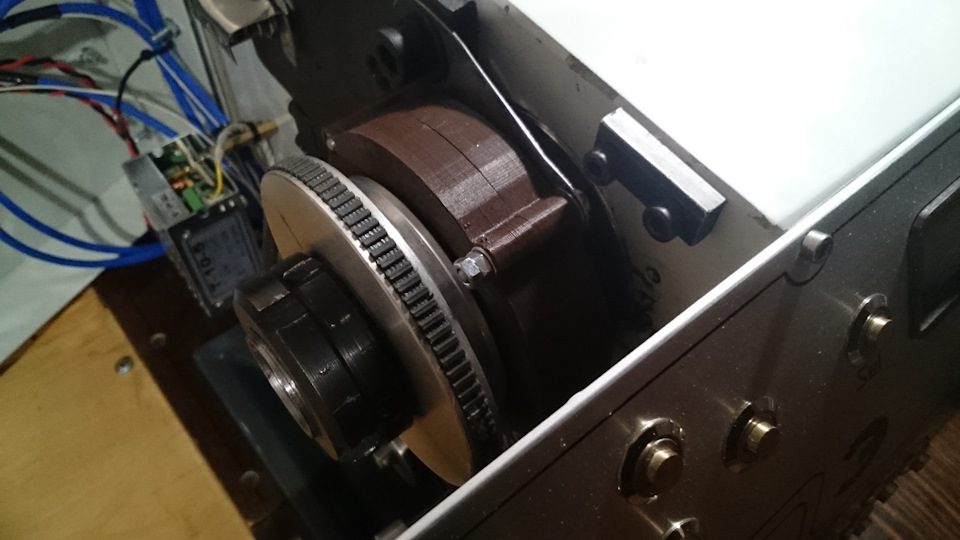
Ардуина считает и передает информацию на шаговый мотор привода продольной подачи.
Таким образом мы имеем мыслимый и не мыслимый шаг подачи, хоть синхронной, хоть асинхронной, а также мыслимые и не мыслимые резьбы.
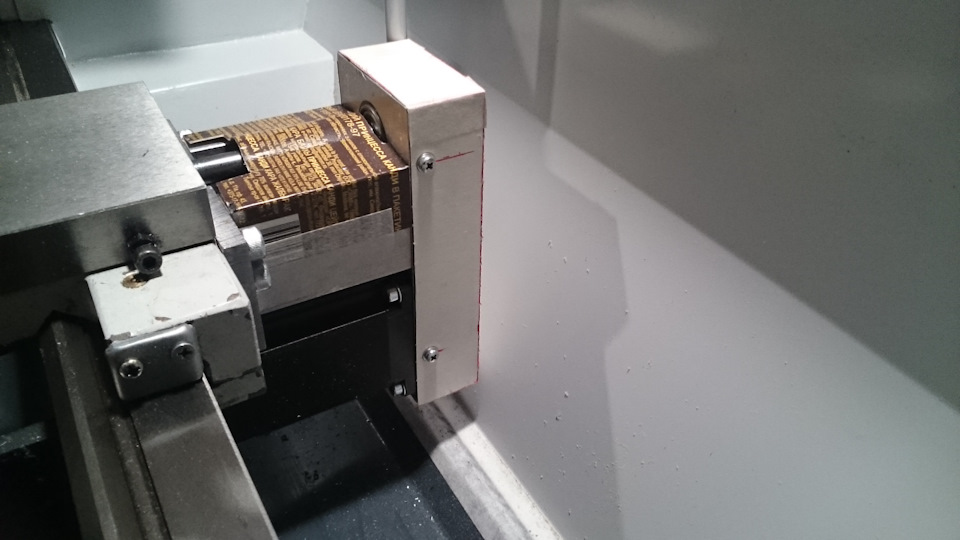
Чтобы резать в автоматическом режиме на обоих приводах есть электронные упоры.
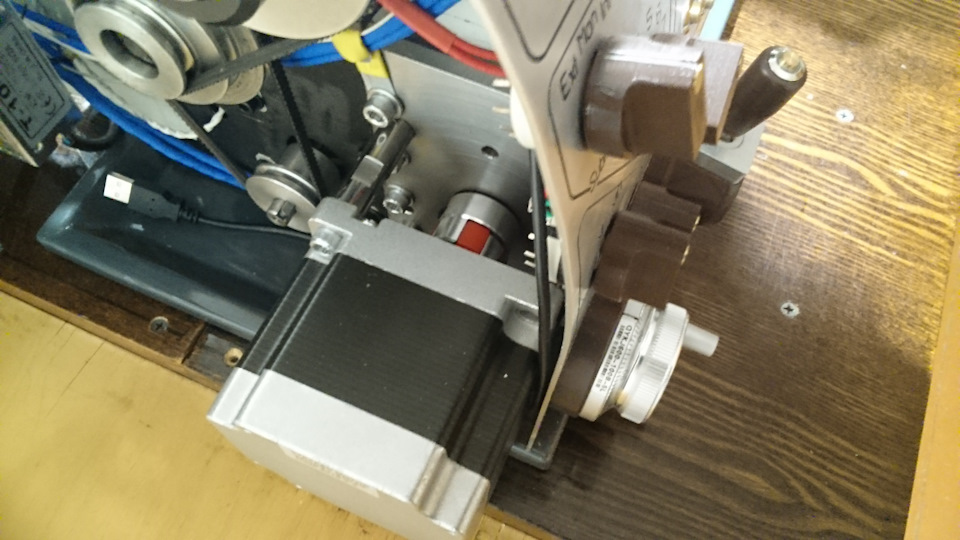
Моторы работают от драйверов и блока питания, ардуина и остальная электроника от своего блока питания.

Для увеличения возможностей электроники поставлен мотор и на поперечную подачу.

Таким образом появились и новые возможности, а именно: любая резьба в автоматическом режиме, любые подачи с любым количеством проходов в автомате, любые конусы, черновые шары, ну и делилка на любой угол на шпинделе.
Управляется это все пультом управления.


Фото некоторых режимов.


Электроника вся спрятана в станок, имеется ввиду ардуина и плата расширения. Если у кого возникнет интерес, то это все можно посмотреть в видео.
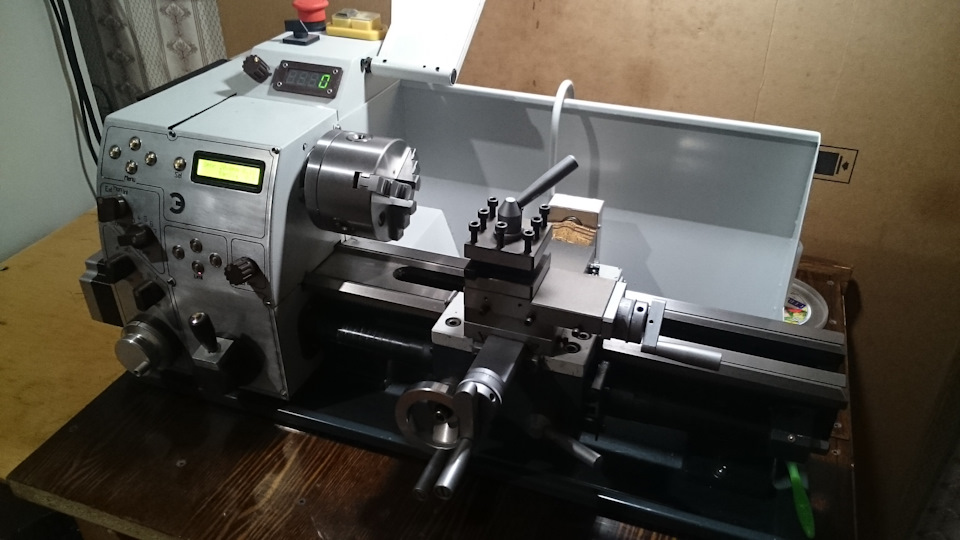
Ну и несколько фото.

Если возникнут вопросы, готов на все ответить. Всем хорошего настроения.
Вижу большинство обладателей хоббийных станков при переводе на чпу ломают копья в решении вопроса с нарезкой резьбы
Я в их числе
Знаю есть успешные проекты дающие возможность нарезки резьб в несколько заходов с помощью «электронных гитар» на ардуине или маче , с синхронизацией шпинделя и подачи
Но даже в них есть минусы, трудоемкость в исполнении, сложность в написании кода.
На днях мне на ум пришел способ решающий проблему нарезания резьб на чпушном станке без синхронизации шпинделя с продольной.
Предисловие:
1. как режут резьбу токаря? да просто режут неполную резьбу да доводят потом плашкой — не на экзамене
2. стоит ли пытаться резать резьбу диаметром 2 дюйма на игрушечном токарном? не не стоит
3. для чего малые токарные станки? в основном для деталек диаметром до 30мм, из цветмета или стали
4. а в чем сложность нарезки резьб свыше 12мм? моща нужна , которой у малых станков нету, жесткость нужна которой тоже нет — вот и выходят из ситуации путем многократных проходов с малым сьемом да вразбежку. И как раз для этого и нужна жесткая синхронизация шпинделя и подачи.
5. резьба в упор — ох тут нужна сноровка — успеть вынуть это высшее мастерство
6. дюймовая или метрическая? а есть шаг 19 ниток? Архимедову спираль можете да под конус 1 гадус??
7. многозаходная резьба — зачем все эти сложности с написанием g-кода?Можно намного проще….
Основной текст:
Пациент:
токарный 210*400, движок 1.5квт 380, привод на шпиндель ремень нулевка отношение 1:2, векторный частотник, на подачах нема23 115
По наблюдениям съем с диаметра 38мм без особого напряга по
ст3 до 3 мм
д16 до 5 мм
ст 40 45 до 1.5 мм
латунь до 2.5 мм
естественно важную роль играют обороты, заточка и подача.
Так как связи шпинделя и подачи нет то на нарезку резьбы есть всего лишь 1 попытка, то есть всего 1 проход
Меняя параметры (скорость вращения шпинделя, скорость подачи) одним проходом можно получить любую резьбу (правую, левую, метрическую или дюймовую, конусную и даже многозаходную совершенно не важно — все доступны).
Задавая координаты перемещения продольной подачи можно резать как в упор, так и на выход совершенно не боясь врезаться в деталь или патрон.
Остается только составить таблицу зависимости скоростей шпинделя и подачи, опробовать на диаметрах и материалах.
Таким образом со временем будет создана карта доступных резьб, и при необходимости резать резьбу в коде УП необходимо будет написать
-команду на запуск шпинделя (прямые или обратные)
-указать координаты для поперечной (глубина резьбы )
-указать начальные и конечные координаты для продольной (длинна резьбы, если конусная то тут так же указать движение поперечной)
Многозаходную можно резать так: после первого прохода резец идет в начало, останов шпинделя, поворот руками на заданный градус и снова пуск цикла
и не надо никаких датчиков , энкодеров, сложных циклов в УП с переводом в минуты, в общем элерка тоже режет резьбы тоже не на автомате а путем махинаций с настройками тогда зачем она нужна?
Вот пример
https://youtu.be/kwDcpbxi6HU
Инструкция по работе с электронной гитарой токарного станка.
0:00 — Вступление 1:07 — Основные понятия и определения 6:04 — Режим РЕЗЬБА (Thread) без упоров с реверсом шпинделя 9:25 — Режим РЕЗЬБА (Thread) вручную с упорами 12:36 — Резьба (Thread) в автоматическом режиме 17:21 — Автоматическая «левая» резьба (Thread) 18:28 — Работа с ручным энкодером (Hand encoder) 23:00 — Режим СИНХРОННАЯ ПОДАЧА (Feed mm/rev) 26:48 — Режим АСИНХРОННАЯ ПОДАЧА (Feed mm/min) 28:59 — Многопроходная подача (Feed) 34:03 — Режим ПРАВЫЙ КОНУС 36:21 — Режим ЛЕВЫЙ КОНУС 38:04 — Режим ЧЕРНОВАЯ СФЕРА (Sphr) 41:49 — Режим КАЛЬКУЛЯТОР ДЕЛЕНИЯ ОКРУЖНОСТИ (Divider) 44:26 — Модифицированные прошивки от других авторов (RUS) ————————————————— Связаться со мной: andreygorshkov@internet.ru ————————————————— Сделано по проекту Олега А. с форума Чипмейкер. Ссылка на проект: https://www.chipmaker.ru/topic/118083/
Русская прошивка: https://www.chipmaker.ru/files/file/1…
————————————————— Приобрести мой джойстик для электронной гитары можно тут: https://www.avito.ru/pushkino/tovary_…
————————————————- Ссылки: Моя электронная гитара: • Что такое электронная гитара для токарного… — что такое электронная гитара для токарного станка • Самодельный джойстик для электронной гитар… — мой проект 4х позиционного джойстика с фиксацией и центральной кнопкой для эл.гитары. • Корпус для электронной гитары токарного ст… — моя эл. гитара (часть 1. Сборка корпуса) • Электронная гитара для токарного станка. П… — моя эл. гитара (часть 2. Борьба с пропусками шагов РГИ) • Сборка эл. гитары. Часть 3 (мотор поперечк… — моя эл. гитара (часть 3. Сборка привода поперечки) • Эл. гитара для токарного. Часть 4 (борьба … моя эл. гитара (часть 4. Еще борьба с пропусками и электрическими наводками) • Эл.гитара для токарника собрана! (Часть 5) моя эл.гитара (часть 5. Заключительная) • Мой токарный станок! (электронная гитара) Мой токарный станок (эл. гитара. Видеоклип)