

Инструкция Anycubic Mega на русском языке
Anycubic i3 Mega: качественный ремейк Prusa i3
Всем привет! Пока ко мне едет последний и самый важный элемент – экструдер Titan Aero для моего принтера Anycubic 4Max, я решил не терять время и заняться доработкой уже изрядно запылившегося старого доброго Anycubic i3 mega. Этот принтер у меня работает в очень интенсивном режиме уже более полугода. На сайте представлено много моделей, напечатанных именно на нем. Настало время изучить, что произошло с принтером за это время. А кроме этого, вознаградить его старания апгрейдами и плюшками :).
Вообще что я планирую сделать со своим Anycubic i3 mega? Все просто. Для начала хочу превратить его в Mega-S, а после этого прокачать его в тишину. Хочу чтобы оба принтера были максимально тихими. Но перед тем как заняться этими апгрейдами, необходимо разобраться с тем, какие настройки зашиты в прошивке принтера. Для тех кто не в теме, принтеры Anycubic i3 mega и Anycubic mega-s имеют удобные сенсорные дисплеи, с точки зрения удобства пользования для новичка – это круто. Однако, эти дисплеи не позволяют реализовать все фишки и плюшки стандартного марлина, так что обычный RepRap экран с энкодером значительно функциональнее. Но если посмотреть правде в глаза, тонкий тюнинг принтера можно делать не только с экрана, но и через терминал, да и постоянный доступ к таким настройкам не нужен. Так что большой беды в сенсорном дисплее нет. Тут каждый для себя решает сам, что удобнее. Ладно, перейдем к делу.
Короче, данная статья посвящена реверс инжинирингу 3д принтера Anycubic i3 mega. Все описанное в статье применимо и к 3Д принтеру Anycubic mega-s. Для тех кто не в теме, что такое реверс инжиниринг, вот цитата с википедии:
Обратная разработка (обратное проектирование, обратный инжиниринг, реверс-инжиниринг; англ. reverse engineering) — исследование некоторого готового устройства или программы, а также документации на него с целью понять принцип его работы; например, чтобы обнаружить недокументированные возможности (в том числе программные закладки), сделать изменение или воспроизвести устройство, программу или иной объект с аналогичными функциями, но без прямого копирования.
Применяется обычно в том случае, если создатель оригинального объекта не предоставил информации о структуре и способе создания (производства) объекта.
Источник: wikipedia.org
Зачем это нужно? На сайте производителя выложена готовая скомпилированная прошивка под принтер. С одной стороны, это хорошо. Взял, прошился и горя не знаешь. Однако в будущем я планирую установить на принтер тихие драйверы TMC2208. А вот на этот случай производитель принтера готовой прошивки уже не предусмотрел, а это все грозит установкой кастомной сборки марлина, как в статье Дневник 3Д печатника. Устанавливаем тихие драйверы TMC2208. Часть 2. Прошивка Anycubic 4max. Не известно, удастся ли найти годную сборку, а даже если и удастся, потребуется проверка параметров. Так что будет не лишним узнать настройки для экструдера и механики моего принтера. Если в 4max все было просто, достаточно было погулять по меню и все становилось известно, то с i3 mega все сложнее. настроек шагов, рывков, ускорений и прочих параметров в меню принтера не найдешь. Остается только вооружиться USB кабелем и вытащить всю необходимую информацию самостоятельно.
Для этого существует 2 методики, которые я вам и распишу. Для одной из них нам понадобится программа Repiter Host, для другой pronterface, скачать этот софт вы можете по ссылкам ниже:
- Repiter Host
- PronterFace
Собственно говоря, обе методики и основаны на том, что для каждой из них используется отдельная программа. Итак, начнем.
Как узнать настройки принтера с помощью программы Repiter Host
Итак, получение параметров прошивки принтера с помощью ПО Repiter Host очень простое дело.
Шаг 1. Для начала установите на свой компьютер указанную программу.
Шаг 2. После этого установите на свой компьютер необходимые драйвера.
Шаг 3. Подключите принтер USB кабелем к компьютеру и удостоверьтесь, что принтер правильно определился на вашем ПК.
Шаг 4. Запустите программу Repiter Host и подключитесь к принтеру:

Шаг 5. Считаем параметры из ПЗУ принтера. Для этого выбираем пункт “Конфигурация” – “Конфигурация EEPROM”
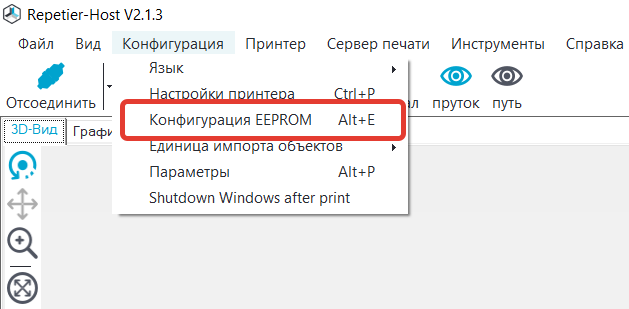
Шаг 6. Откроется окошко, в котором отображены параметры, сохраненные в ПЗУ микроконтроллера 3Д принтера. К таким параметрам относятся количество шагов по осям X/Y/Z, ускорения, рывки, профили пред нагрева пластика и т.д. Окно выглядит следующим образом:
На скриншоте представлены настройки по умолчанию моего 3Д принтера Anycubic i3 Mega в их первозданном виде. Настройки приведены для штатного экструдера.
Как узнать настройки принтера с помощью программы PronterFace
Шаг 1. Для начала установите на свой компьютер указанную программу.
Шаг 2. После этого установите на свой компьютер необходимые драйвера.
Шаг 3. Подключите принтер USB кабелем к компьютеру и удостоверьтесь, что принтер правильно определился на вашем ПК.
Шаг 4. Запустите программу Pronterface и подключитесь к принтеру:
Для этого выберите com-порт на котором определился Ваш принтер. Для 3д принтера Anycubic i3 mega скорость соединения необходимо выбрать 250000
Шаг 5. Нажмите кнопку Connect
Если все сделано верно, то программа подключится к Вашему 3Д принтеру. В окне программы с правой стороны отображается вся информация о настройках принтера:


Как видим, выудить из прошивки необходимые параметры не так уж и сложно. За то это сэкономит нам кучу времени. Не стоит забывать что у нас готовый, а не самосборный принтер и, если нам захочется сменить прошивку или доработать ее под себя, то эти данные нам здорово помогут, т.к. не придется с нуля калибровать весь принтер.
Для тех, у кого случилась беда и настройки из ПЗУ были утеряны, ниже я приведу перечень параметров и их значения:
| Параметр | Значение | Единицы измерения |
| Разрешение по оси X
(X axis resolution) |
80 | Шагов/мм
[Steps/mm] |
| Разрешение по оси Y
(Y axis resolution) |
80 | Шагов/мм
[Steps/mm] |
| Разрешение по оси Z
(Z axis resolution) |
400 | Шагов/мм
[Steps/mm] |
| Подача экструдера
(E axis resolution) |
92,60 | Шагов/мм
[Steps/mm] |
| Максимальная скорость по оси X
(X axis max. feedrate) |
500 | мм/сек
[mm/s] |
| Максимальная скорость по оси Y
(Y axis max. feedrate) |
500 | мм/сек
[mm/s] |
| Максимальная скорость по оси Z
(Z axis max. feedrate) |
6 | мм/сек
[mm/s] |
| Максимальная скорость подачи экструдера
(E axis max. feedrate) |
60 | мм/сек
[mm/s] |
| Максимальное ускорение по оси X
(X axis max. acceleration) |
3000 | мм/сек2
[mm/s2] |
| Максимальное ускорение по оси Y
(Y axis max. acceleration) |
2000 | мм/сек2
[mm/s2] |
| Максимальное ускорение по оси Z
(Z axis max. acceleration) |
60 | мм/сек2
[mm/s2] |
| Максимальное ускорение подачи пластика экструдером
(E axis max. acceleration) |
10000 | мм/сек2
[mm/s2] |
| Ускорение печати
(Acceleration printing) |
3000 | мм/сек2
[mm/s2] |
| Ускорение ретракта
(Acceleration retract) |
3000 | мм/сек2
[mm/s2] |
| Минимальная скорость
(Minimum feedrate) |
0 | мм/сек
[mm/s] |
| Minimum Segment Time | 20000 | ms |
| Максимальный рывок по оси X
(Maximum X jerk) |
10 | мм/сек
[mm/s] |
| Максимальный рывок по оси Y
(Maximum Y jerk) |
10 | мм/сек
[mm/s] |
| Максимальный рывок по оси Z
(Maximum Z jerk) |
0.40 | мм/сек
[mm/s] |
| Максимальный рывок экструдера (подача пластика)
(Maximum E jerk) |
5 | мм/сек
[mm/s] |
| Домашняя точка по оси X
(Home offset X) |
0 | мм
[mm] |
| Домашняя точка по оси Y
(Home offset Y) |
0 | мм
[mm] |
| Домашняя точка по оси Z
(Home offset Z) |
0 | мм
[mm] |
| Z endstop Adjustment | 0 | mm |
| Преднагрев для пластика 1 (Экструдер)
(Preheat 1 Extruder temperature) |
180 | градусов C |
| Преднагрев для пластика 1 (Стол)
(Preheat 1 Bed Temperature) |
70 | градусов C |
| Преднагрев для пластика 1 (Скорость вентилятора обдува детали)
(Preheat 1 Fan speed) |
0 | 0-255 |
| Преднагрев для пластика 2(Экструдер)
(Preheat 2 Extruder temperature) |
240 | градусов C |
| Преднагрев для пластика 2 (Стол)
(Preheat 2 Bed Temperature) |
110 | градусов C |
| Преднагрев для пластика 2 (Скорость вентилятора обдува детали)
(Preheat 2 Fan speed) |
0 | 0-255 |
| PID P | 16.43 | |
| PID I | 1.04 | |
| PID D | 61.37 | |
| Диаметр Филамента
(Filament diameter extr. 0) |
1,75 | мм
[mm] |
Пока писал статью неожиданно вспомнил, зачем еще можно использовать эти данные. Все мы знаем что кура редко угадывает время печати детали. Все потому, что она не знает вот этих самых параметров принтера. Если вы установите в куру плагин printer settings и впишите туда параметры полученные из EEPROM принтера, то точность предсказания времени печати у слайсера значительно повысится. Будет сказываться только погрешность, связанная со скоростью нагрева стола и экструдера.
Итак. Информацию о параметрах, забитых в прошивку мы получили. Теперь самое время заглянуть под капот моего Anycubic i3 mega. А для этого его необходимо раскрутить. Для этого нам понадобится отвертка или бита с шестигранником с маркировкой H 2.5.
Удобно располагаем принтер на боку и начинаем разборку.

Шаг 1. Откручиваем защиту нижнего кабельного жгута. Необходимо открутить 2 болта.
Шаг 2. Откручиваем нижнюю крышку. Если кто не в теме, то блок питания и блок электроники в 3д принтерах Anycubic i3 mega и Anycubic Mega-S расположен в нижней части корпуса. Вот тут придется покрутить. Откручиваем 8 болтов.
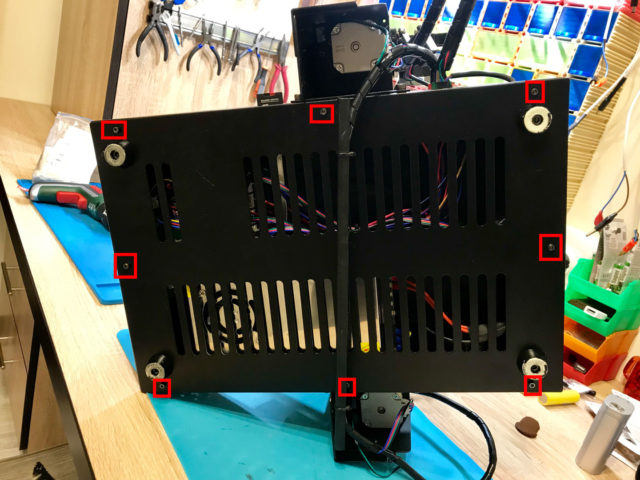
Снимаем крышку и вот они, потраха принтера!

По большому счету тут ничего сверхъестественного. Из того на что стоит обратить внимание:
- На 3д принтере установлен блок питания мощностью 300 ватт, выдает напряжение 12 вольт с максимальным током 25 ампер
- На блоке питания установлен кулер размером 65 мм
- В качестве платы управления используется Trigorilla на базе микроконтроллера Atmega 2560. Такая же плата управления установлена и в принтере Amycubic 4Max
- Над драйверами шаговых двигателей установлен вентилятор размером 50х50х10 мм
- В качестве драйверов шаговых двигателей используются старые добрые A4988
- Шлейф подключения картридера экранирован



Не смотря на то, что около полугода 3д принтер жил в чулане, где довольно пыльно,в течение этого времени в доме делался косметический ремонт, внутри чисто. Пыли практически нет :). Все выглядит как новенькое.
Из особенностей конструкции хочется отметить несколько интересных моментов.
Во первых, это пресловутый сенсорный дисплей. К плате управления он подключается через специальный переходник.
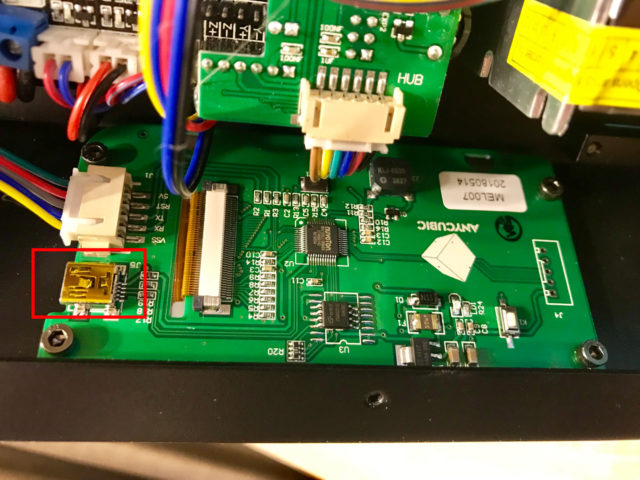
При этом на дисплее имеется собственный mini USB разъем, а это наводит на мысль, что дисплей не так прост как кажется. Да и судя по распиновке, общается он с платой управления по UART.
Вторым интересным моментом является то, что к разъему E1, к которому обычно подключается подающий мотор второго экструдера что-то подключено. При этом ко второму разъему для подключения второго мотора оси Z не подключено ничего. После проведения изысканий и тестов было выяснено, что к разъему E1 подключен второй мотор оси Z. Конфигурация явно не стандартная. Но техническое решение является довольно изящным, т.к. позволяет снизить нагрузку на драйвер оси Z, поскольку он будет управлять одним мотором. Кроме этого, такое решение позволяет оснастить концевиками каждый из моторов оси Z и подстраивать их положение независимо. На самом деле, такое решение может оказаться и спорным, т.к. всегда найдутся те, кто приведут аргументы в пользу недостатков. Лично я считаю такой подход оригинальным. Однако, в виду использования концепции 1 мотор 1 драйвер стоит помнить, что если вы захотите заменить драйверы на моторах осей то, вам понадобится не 3 драйвера, а 4.
Вот пока пожалуй и все, что я хотел рассказать Вам в данной статье.
Если вам понравилась статья и вы хотите поддержать сайт, получать уведомления о новых материалах, вступите в нашу группу Вконтакте: https://vk.com/ionline_by
Если вы хотите оперативно получать уведомления о выходе новых статей, подключите себе PUSH уведомления по ссылке: https://ionlineby.pushassist.com/
Если вы еще только думаете о покупке 3д принтера и ищете надежного продавца на Алиэкспресс, вот ссылки на покупку 3Д принтеров:
3д принтер Anycubic i3 Mega
3д принтер Anycubic Mega-S (Anycubic S)
3Д принтер Anycubic 4MAX Pro
Так же, вам могут понадобится драйвера шаговых двигателей TMC2208.


Safety Instructions
Please carefully read the safety instructions before get started.
ANYCUBIC 3D printer generates high temperature. Do not reach inside of the
printer during operation. Allow time for the printer to cool down after printing.
Contact with extruded materials may cause burns. Wait for printed objects to cool
before removing them from the build platform.
ANYCUBIC 3D printer includes moving parts that can cause injury.
Vapors or fumes may be irritating at operating temperature. Always use the
ANYCUBIC 3D printer in an open, well ventilated area.
Be cautious when using the scraper. Never direct the scraper towards your hand.
ANYCUBIC 3D printer MUST NOT be exposed to water or rain.
ANYCUBIC 3D printer is designed to be used within ambient temperature ranging
8ºC—40ºC, and humidity ranging 20%-50%. Working outside those limits may
result in low quality printing.
It is recommended to use protection glasses when cleaning/sanding the printed
models to avoid small particles contacting eyes.
In case of emergency, immediately turn off the ANYCUBIC 3D printer and contact
us or consult for professional advice.
Never leave the ANYCUBIC 3D printer unattended during operation.。

Technical Specification
Printing
Technology: FDM (Fused Deposition Modeling)
Build Size: 210×210×205 (mm3)
Layer Resolution: 0.05-0.3 mm
Positioning Accuracy: X/Y 0.0125mm,Z 0.002mm
Extruder Quantity: Single
Nozzle/Filament Diameter: 0.4 mm/1.75mm
Print Speed: 20~100mm/s (suggested 60mm/s)
Travel Speed: 100mm/s
Supported Materials: PLA, ABS, HIPS, Wood
Temperature
Ambient Operating Temperature: 8°C — 40°C
Operational Extruder Temperature: 260°C max
Operational Print Bed Temperature: 100°C max
Software
Slicer Software: Cura
Software Input Formats: .STL, .OBJ, .DAE, .AMF
Software Output Formats: GCode
Connectivity: SD card; USB port(expert users only)
Electrical
Input rating: 110V/220V AC, 50/60Hz
Working Voltage: 12V DC
Physical Dimensions
Printer Dimensions: 405mm×410mm×453mm
Net Weight: ~11kg

Contents
1. Product Overview ………………………………………………………………………………………………………………….. 1
2. Part list ……………………………………………………………………………………………………………………………………. 4
3. Assembly instruction ……………………………………………………………………………………………………………. 5
4. Leveling …………………………………………………………………………………………………………………………………… 9
4.1 Assisted Leveling …………………………………………………………………………………………………………… 9
4.2 Manual Leveling ………………………………………………………………………………………………………….. 16
5. Software installation …………………………………………………………………………………………………………… 19
5.1 Driver installation ……………………………………………………………………………………………………….. 19
5.2 Cura Installation ………………………………………………………………………………………………………….. 21
6. Printing………………………………………………………………………………………………………………………………….. 29
7. Manual filament change …………………………………………………………………………………………………….. 32
8. Resume from outage ………………………………………………………………………………………………………….. 33
9. Trouble shooting …………………………………………………………………………………………………………………. 36
Thank you for choosing ANYCUBIC i3 MEGA 3D printer.
Please read the assembly instructions carefully.
Please visit www.anycubic3d.com for more support information.
Email us on support@anycubic3d.com or james@anycubic3d.com
If you experience any issues with this product, or the performance is not what you
had expected, please contact us first before returning the item. We are here to solve
any problems for you.
Team ANYCUBIC
1. Product Overview
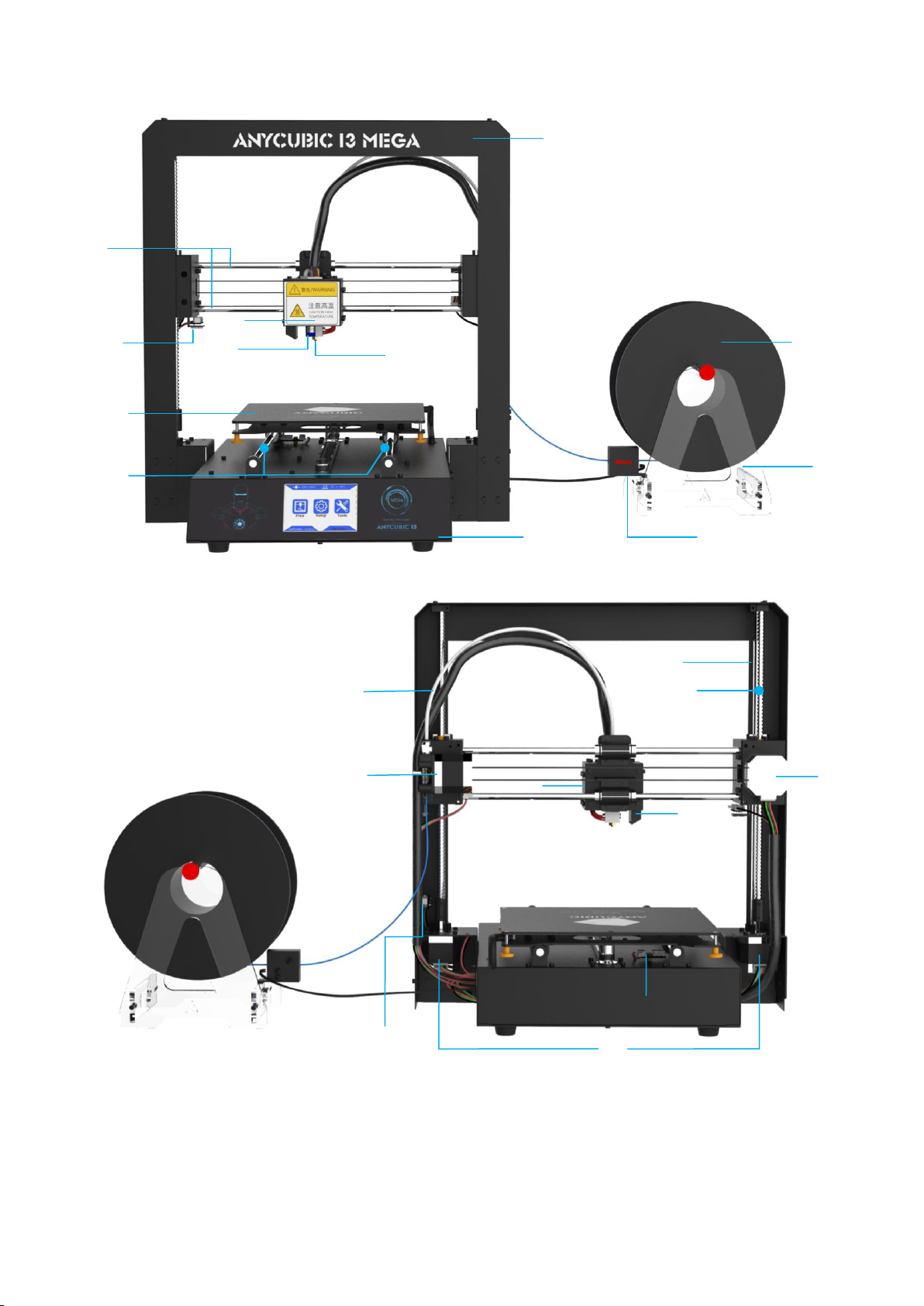
⑴Frame ⑵Base ⑶Print head ⑷Z probe ⑸Nozzle ⑹X smooth rods ⑺X end stop
⑻Print platform ⑼Y smooth rods ⑽Filament sensor ⑾Spool holder ⑿Filament spool
⒀Extruder ⒁Z smooth rods ⒂Z lead screw ⒃X motor ⒄Z end stop ⒅Z motors ⒆Y
end stop ⒇ Model cooling fan (21) Hotend cooling fan (22) Teflon tubing
1
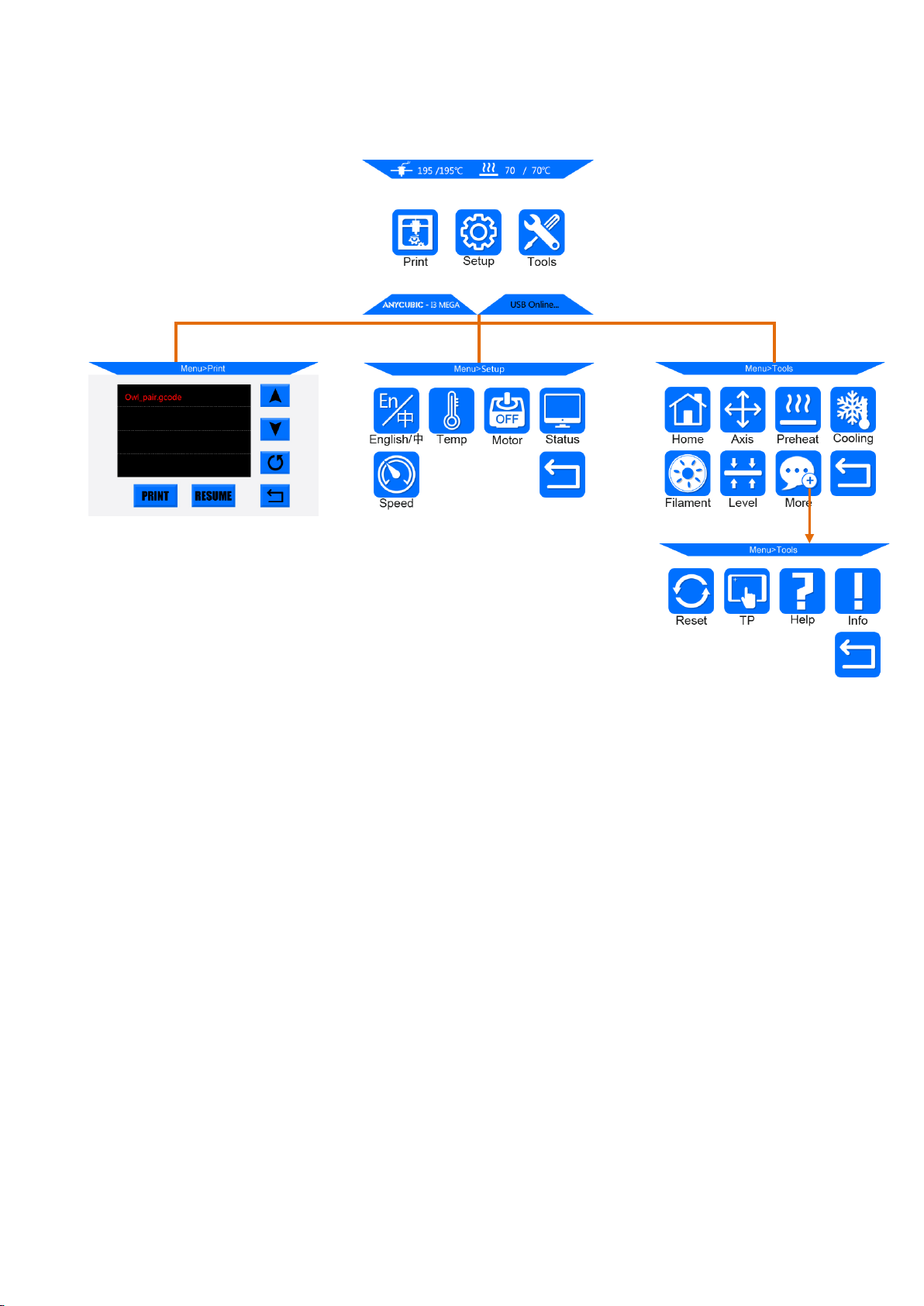
Home menu
Print: enter the print menu
Setup: enter the setup menu
Tools: enter the tools menu
(Other information: ①nozzle temperature ②heated bed temperature ③printer status)
Print: print the selected files in SD card
Resume: Resume from outage (only valid for offline print)
(Other information: ①Page up and down ②Refresh ③Return to the home menu)
Setup
En/中: Language selection between English and Chinese
Temp: Enter the menu to adjust ① E0 (hotend) Temp (170-260°C) ②Bed Temp (0-120°C)
2

Motor: Disable all motors (only valid when no print job)
Status: Enter the sub-menu with Print/Pause/Resume icon (only valid for offline print)
(Other information: ①Files ②Print Rate ③Time ④Progress ⑤E0 Temp ⑥Bed Temp ⑦
coordinates for X/Y/Z axis ⑧Return to previous menu)
Speed: Enter the menu to adjust ①Fan speed (0-100) ②Print Rate (50-999)
Return: Return to Home Menu
Tools
Home: ①Home X ②Home Y ③Home Z ④Home All ⑤Return (only valid when no print job)
Axis: ① Home all axis ②Move X/Y/Z axis by 0.1/1/10 ③Choose the travel speed
Low/Medium/High (only valid when no print job)
Preheat: ①Preheat PLA ②Preheat ABS (only valid when no print job)
(Other information: ①E0 Temp ②Bed Temp)
Cooling: Cut off the power of hotend and heated bed (only valid when no print job)
Filament: ①Filament In ②Filament Remove ③ Stop (will automatically heating to 200°C for
filament in or remove) (only valid when on print job)
Reset: Popup window to decide if reboot the mainboard
More: Enter the next page of Tools sub-menu
TP: Touch panel alignment(click on the cue points)
Help: Basic description of the Menu
Info: Information about the product
Return: Return to Home Menu
3
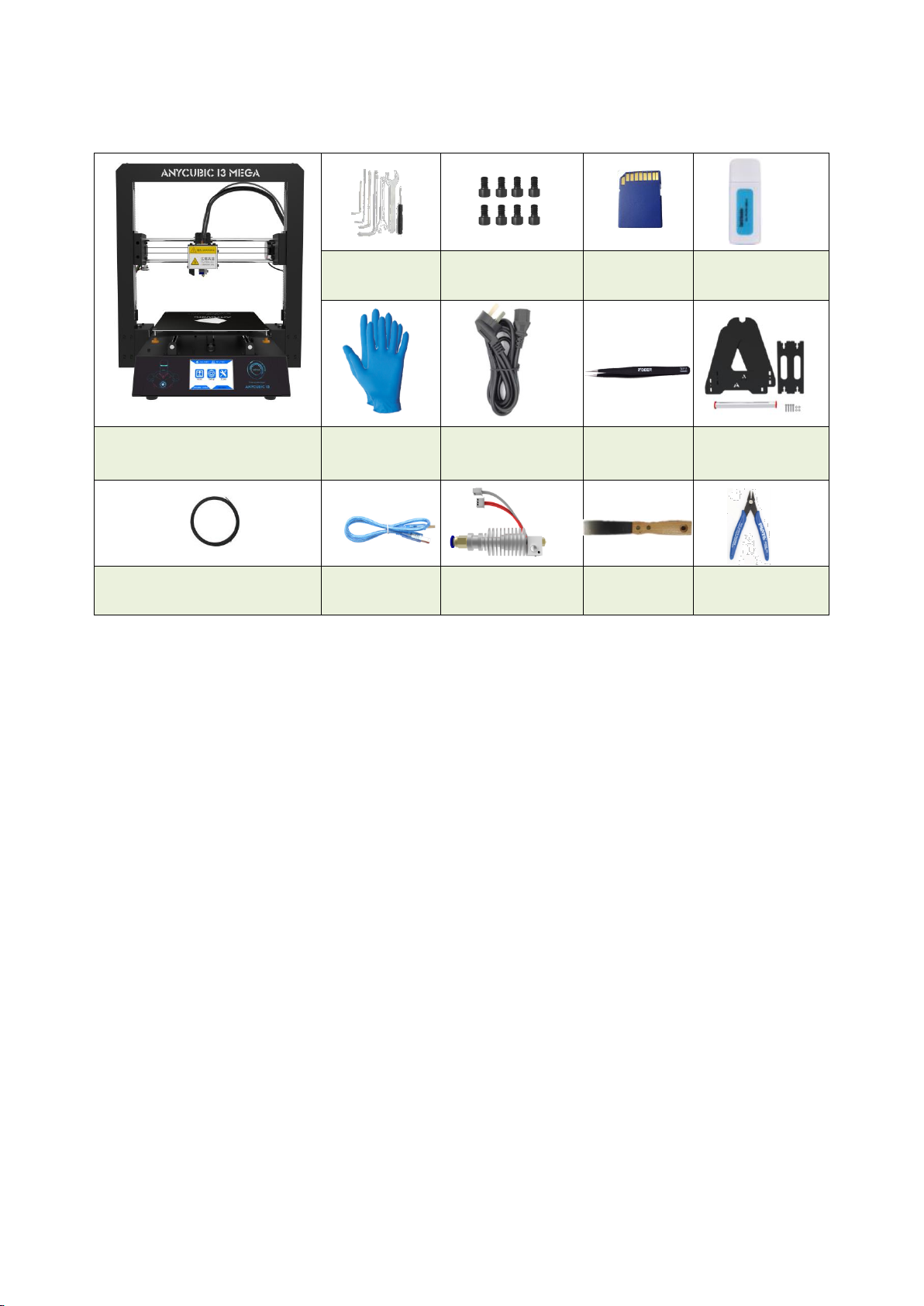
2. Part list
4
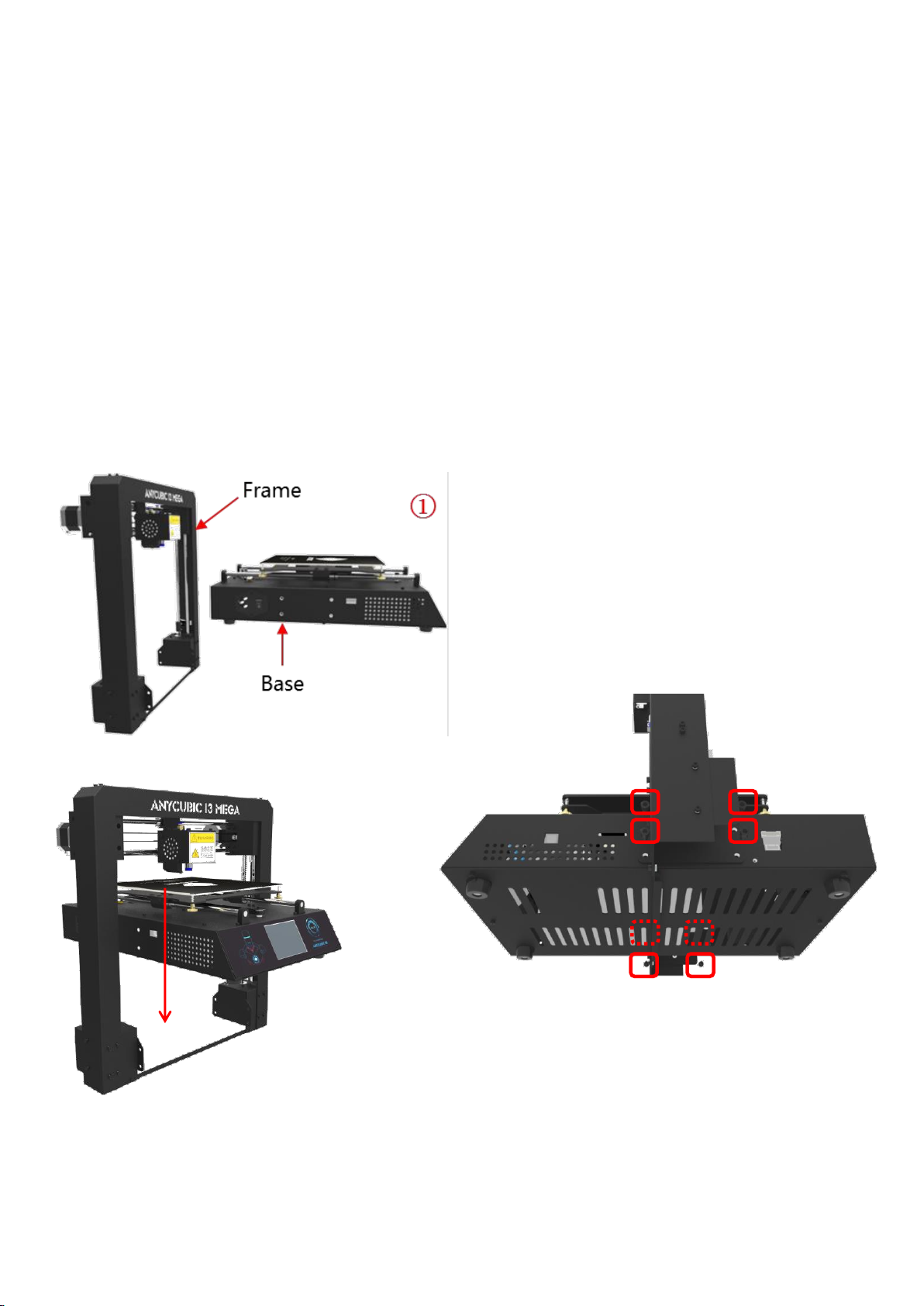
3. Assembly instruction
1. Unpack and take out the printer and accessories.
The smooth rods and lead screw may be greased in factory, so please wear gloves.
2. Find 8 pieces of M5*8mm hex cap screws and the corresponding screw driver.
Follow ① ② ③ in Fig. 1. Carefully lift the base to fit into the frame and then fix them by
the M5*8mm hex cap screws. The screw locations are pointed with red squares in ③.
The screws can be installed in a diagonal order and can be tightened after all screws
inserted in place.
Figure 1
5
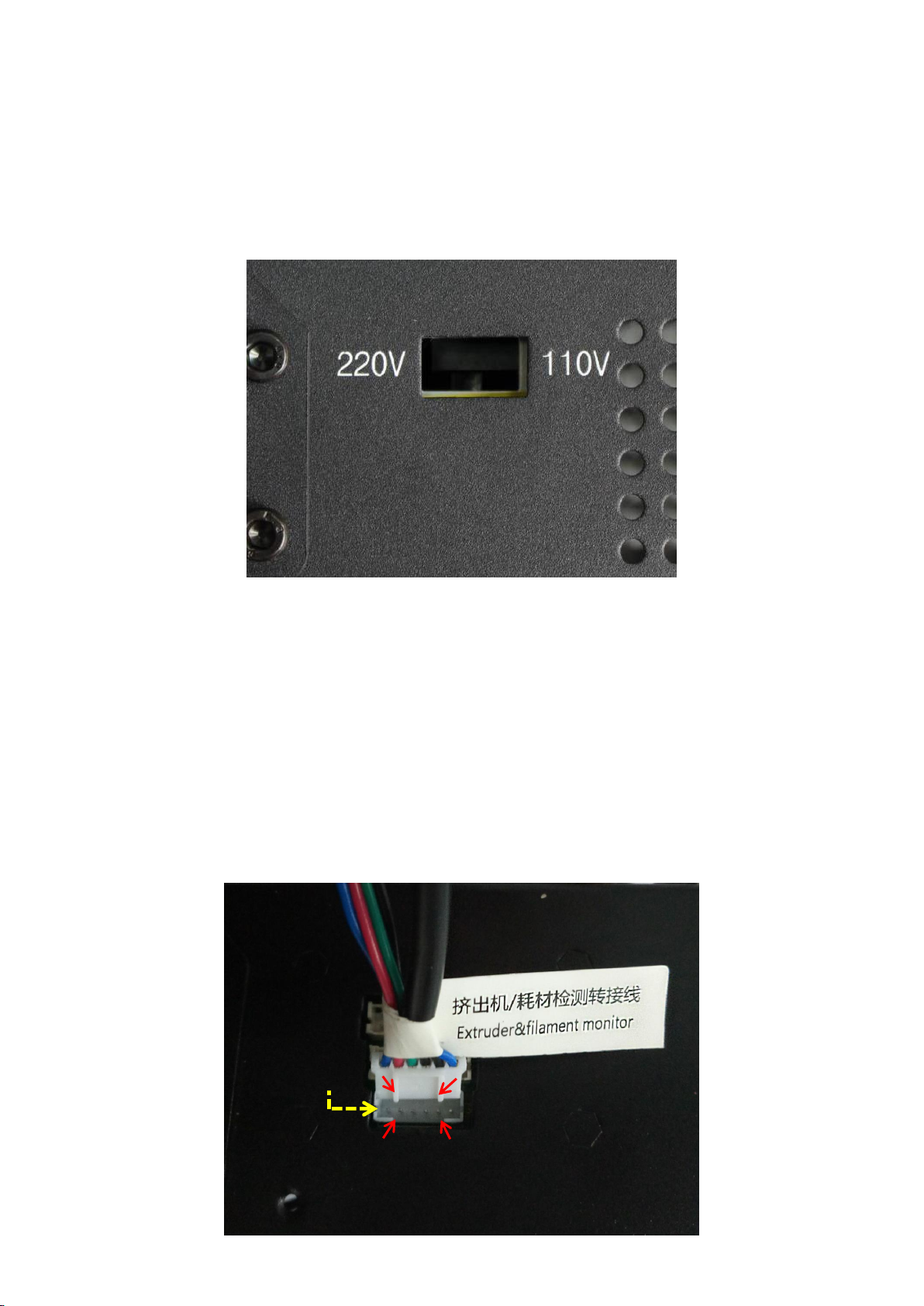
3. Wiring
Choose the voltage ratings
(1) Fig.2, customers are required to select the correct voltage mode according to their local
voltage ratings (110V/220V). Please notice that the switch is inside the bottom left of the
base and 220V is default. A hex screw driver can be used to move the switch inside.
(2) There are 3 ports at the bottom right of the base, and accordingly there are 3 cable
connectors. Firstly, in Fig. 3, insert the cable connector labeled “Extruder&filament
monitor”(6 pins) to the lower port.
Pay close attention to the up and down side of the connector, and make sure the
connector is well inserted in place, and no pins bent. WRONG or loose connection would
lead to malfunction of the machine, the same for the rest of other two connectors.
6
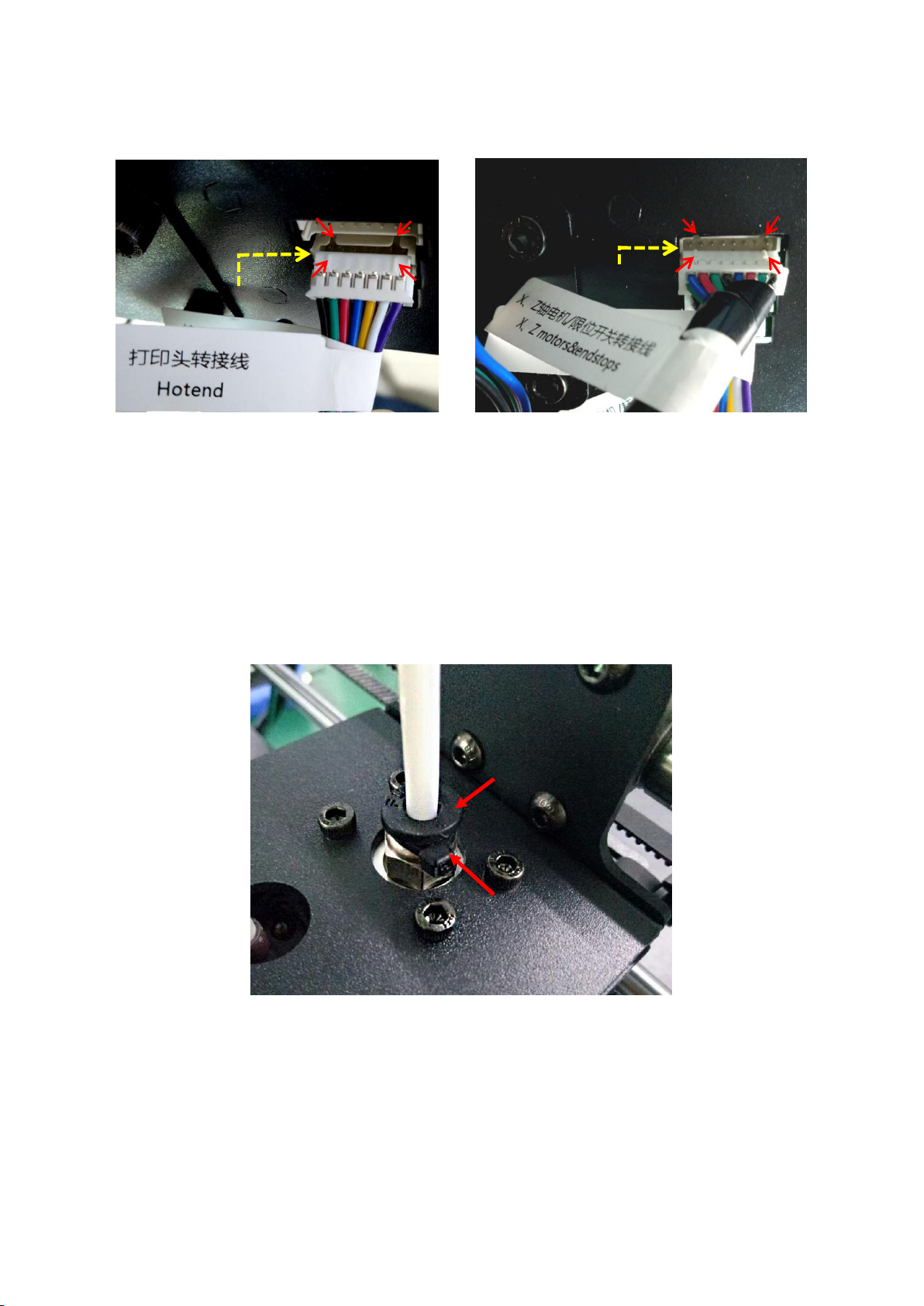
(3) Fig.4, insert “Hotend” connector to the middle port (14 pins).
(4) Fig.5, insert “X/Z motors&endstops” connector to the upper port (16 pins).
(Figure 4) (Figure 5)
(5) Fig. 6, customers may notice there is a piece of zip tie attached just below the plastic ring
of the quick connector. Do not cut it off. Only cut this zip tie when swapping or repairing
a malfunction hotend, because it needs to push down the plastic ring and pull out the
Teflon tubing.
4. Spool holder and filament sensor
(1) As shown in Fig. 7, assemble the spool holder and tighten 4 pairs of screw and nuts at
the lower corner. (The color and shape of the spool holder might be slightly different from this
pircture)
7
Loading…
Недорогие 3D-принтеры с большой областью печати становятся все более востребованными на рынке. Такие устройства позволяют делать крупные модели, которые проще продаются. При этом тратится относительно недорогой филамент. Один из таких принтеров – это новинка от компании Anycubic 2020 года. 3D-принтер Anycubic Mega X является устройством с самой большой областью печати во всей линейке устройств данного бренда.
Обзор 3D-принтера Anycubic Mega X
Внешний вид устройства:


Описание принтера
Основная особенность принтеров из линейки «X» — это большая область построения. В данной модели она составляет 300 × 300 × 305 мм. Устройство работает по технологии FDM — самой простой и доступной для большинства печатников. Чаще всего принтеры подобного класса выглядят неказисто и порой топорно. Anycubic i3 Mega X является исключением из правил. Это очень красивый и аккуратный аппарат.
Корпус и рама принтера сделаны из металла черного цвета. Они очень прочные. Устройство не ведет и не болтает за счет грамотно рассчитанной нагрузки на каркас рамы. Управление принтером осуществляется через сенсорный цветной дисплей размером 3,5 дюйма. В принтере установлен экструдер диаметром 0,4 мм. Точность позиционирования по осям X и Y составляет 0,0125 мм. По вертикальной оси Z этот показатель равен 0,002 мм. Аппарат работает со скоростью 60 мм/с.
Для передачи данных в принтере установлен USB-порт (Type-A), а также слот под SD-карты. Принтер работает с файлами типа: *.stl, *.obj, *.dae, и *.amf. В том числе можно работать с форматом вывода *.gcode. Для подготовки модели к печати используют слайсер: Cura, Simplify3D.
Интересно! Модель Mega X — это усовершенствованная версия принтера Mega S.
Дополнительные характеристики:
- толщина слоя: 0,05–0,3 мм;
- максимальная рабочая температура стола: 100 °C;
- габаритные размеры: 500 × 500 × 553 мм;
- полный вес: 14 кг.
Принтеры производят в Китае. Официальный срок гарантии от бренда — 1 год.
Основные особенности
Новинка 2020 года уже наделала много шума среди людей, которые занимаются трехмерной печатью. Компания Anycubic решила занять новые ниши на рынке за счет положительных качеств обновленной модели:
- Большая область построения. Такие параметры позволяют печатать даже габаритные модели и запчасти без склеек и швов. Это отражается на прочности полученных деталей и их конечной себестоимости.
- Мощная металлическая рама исключает возникновение перекосов или тряски во время работы принтера.
- Новый экструдер позволяет разгонять нагрев до 250 °C. Принтер может работать с такими материалами, как TPU.
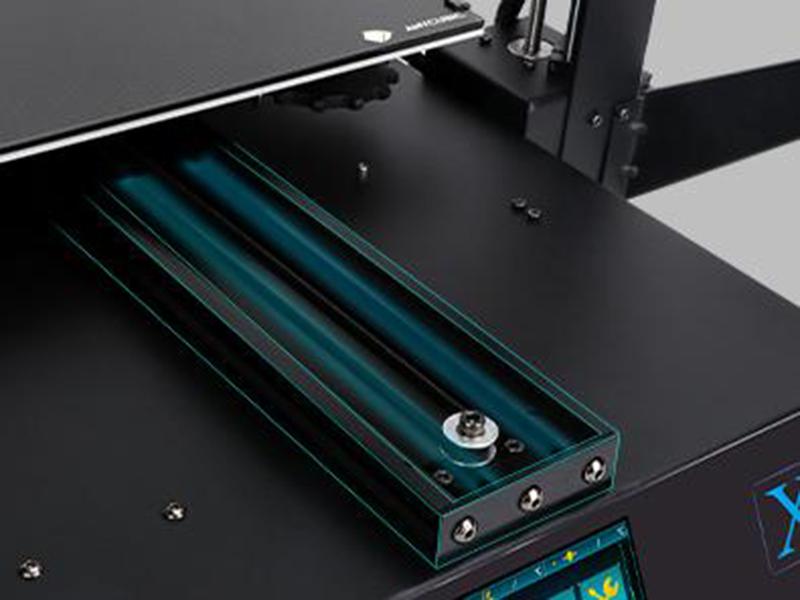
- Двойная направляющая на оси Z. Минимальное количество люфтов и отсутствие ошибок при печати.
- Удобные большие винты для регулировки печатной платформы. На старой версии они были слишком мелкие и находились в труднодоступном месте.
- Специальный алюминиевый модуль обеспечивает равномерную и стабильную температуру на подогреваемой платформе.
- Сама платформа выполнена по технологии Ultrabase. Это закаленное боросиликатное стекло. Оно обеспечивает высокий уровень адгезии и легкое удаление модели после печати.
- В принтере установлена система возобновления печати после аварийного отключения электропитания. Устройство продолжит работу с того места, где была закончена печать.
- Стильный дизайн. Аппарат будет одинаково хорошо смотреться как в доме, так и в офисе.
К минусам Mega X можно отнести слабый обдув моделей, а также некорректную укладку слоев. Последний минус связан настройками PID сопла экструдера.
3D принтер Anycubic Mega X

-
Рабочая температура
8ºC — 40ºC -
Размеры, мм
500 х 500 х 553 -
Вес, кг
29
-
Максимальная температура экструдера
250 С -
Печать
FDM -
Температура печатного стола
90 С -
Точность печати
X/Y 0.0125 мм Z 0.002 мм -
Область рабочей камеры
300х300х305 мм -
Скорость
20-100 мм/с -
Используемые материалы
Материал для печати -
Толщина слоя от
50 мкм -
Диаметр сопла, мм
0,4
Работа до 250°C, алюминиевый модуль и зажимной винт:


Важно! Аппарат оснащен блоком питания, который соответствует стандартам безопасности UL60950-1.
Комплектация
Mega X приходит собранным на 90 %. Принтер хорошо упакован в картонную коробку. Сам аппарат разобран на три условные части: база с рабочей платформой, рама с осью Z и дополнительные шнуры питания с крепежом. Его можно собрать за полчаса при минимальном уровне навыка сборки бытовой техники.
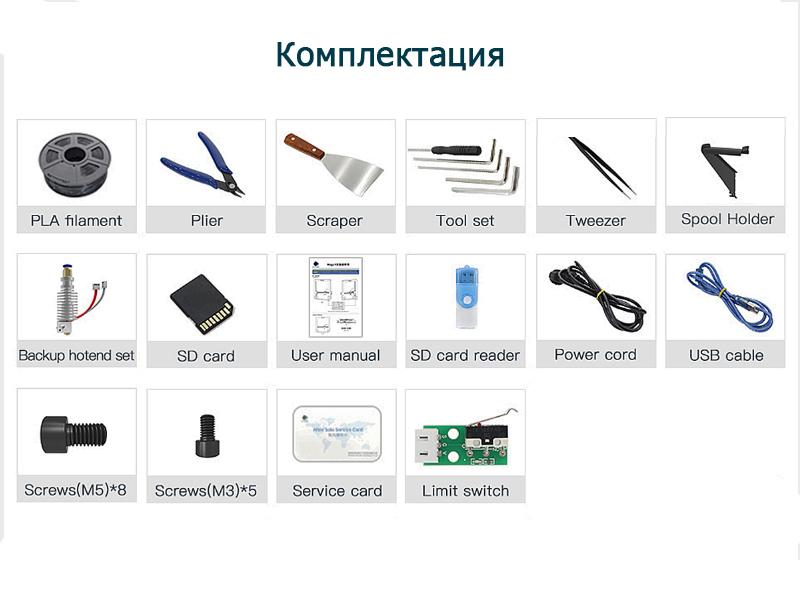
Комплектация у принтера простая, но довольно богатая:
- собственно принтер;
- SD-карта и картридер под нее;
- держатель под катушку и сама катушка PLA (1 шт.);
- набор отверток и ключей для сборки;
- шпатель;
- бокорезы;
- пинцет;
- дополнительный хотенд;
- провод USB и кабель питания.
Руководство пользователя только на иностранном языке. Остальные подробности и технические нюансы по данной модели можно найти на тематическом форуме. Процесс сборки заключается в закреплении рамы на базе рабочей платформы. Между собой они соединяются шестигранными болтами. После этого нужно подключить кабели питания, а также коммуникационные провода, прикрутить держатель катушки — и все. Принтер готов к работе.
Чтобы собрать принтер наверняка, можно посмотреть пошаговый процесс сборки в интернете на официальном ютуб-канале компании Anucubic.
Качество печати и примеры изделий
Рама принтера снимает множество ошибок печати. Подогреваемая печатная платформа и экструдер с небольшими допусками по всем осям позволяют добиться довольно высокого уровня печати.
Примеры печати:



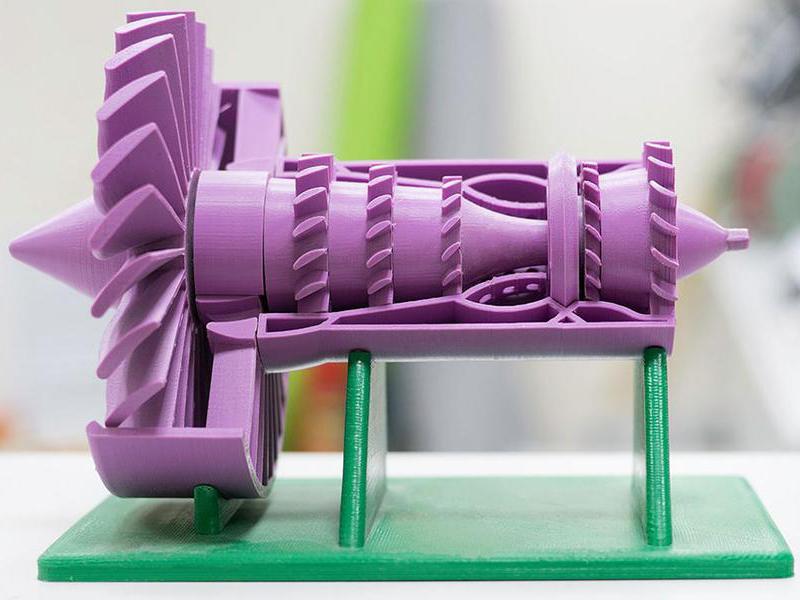
Как видно по фото, на принтере получаются довольно ровные и качественные детали. Это позволяет использовать его в разных сферах и областях.
Кому подойдет
Принтер больше подходит для коммерческих целей, так как его стоимость приближается к отметке в 50 000 рублей. Однако большая площадь построения выделяет устройство среди прочих FDM-аппаратов. Mega X может быть интересен для:
- Учебных заведений. Например, школ или вузов. На нем можно строить сложные геометрические модели. Строение клеток, молекулы, детали механизмов – все это можно воплотить в жизнь и показать учащимся, как устроены предметы и процессы наглядно.
- Изготовление моделей на продажу. В примерах выше были распечатаны бюсты героев комиксов. Их можно продавать небольшими тиражами. Площадь построения принтера настолько велика, что позволяет печатать полноценные игрушки. Как вариант: пистолеты, автоматы или пушки для мальчиков; куклы или статуэтки героев мультфильмов для девочек.
- В сфере продажи недвижимости. Дизайн дома либо интерьер комнаты в разрезе, а может – застройка коттеджного участка, все это легко напечатать на Mega X. Причем модели будут не микроскопического размера. Их удобно рассматривать.
- Детали для машин. С такой областью печати стоит попробовать сделать даже крупные запчасти. Например, защитную крышку для двигателя. Или накладку на порог. Конечно, какие-то детали все же придется склеивать. Но это будет один, максимум два шва. А не сотканные лоскутами пластика запчасти.
- Вещи для дизайна интерьера. Вазы, кружки, какие-либо элементы декора. Mega X может стать хорошим помощником дизайнера интерьеров.
Принтер хорош еще и тем, что его можно поставить даже в офисе. Он отлично выглядит. Все провода и коммуникации спрятаны. Устройство практически не собирает пыль.
Важно! Любое FDM-устройство выделяет вредные вещества во время работы. Стоит провести хорошую вентиляцию в помещении, если вы хотите использовать принтер в одной комнате с людьми.
Какие материалы используются?
Аппарат работает с разными видами пластика: PLA, ABS, HIPS, Flex, TP, WOOD. Выбор расходного материала зависит от толщины нити филамента, а также от температуры его плавления. Для каждого типа материала выставляют собственные настройки печати на принтере.
Инструкция по первоначальной настройке и подготовке к работе
Принтер можно быстро собрать. Однако для подготовки к печати придется немого углубиться в сферу программного обеспечения и более точных настроек устройства. Здесь пользователю доступно два варианта:
- Работа в автономном режиме. Для этого нужно откалибровать рабочую платформу, загрузить модель на SD-карту, вставить ее в принтер и нажать кнопку Print. После чего вывести gcode-файл на печать.
- Работа по USB-кабелю через слайсер. В данном контексте речь идет о программном обеспечении Cura. Это один из самых популярных и известных слайсеров среди всех программ для трехмерной печати. В этом случае также потребуется установить специальный драйвер CP2102 для подключения к ПК.
Пользователь сам выбирает метод работы. В рамках данного обзора будет рассмотрен алгоритм установки драйверов, а также первичная калибровка устройства.
Важно! Сам производитель рекомендует использовать автономный режим работы, чтобы свести любые ошибки при передаче данных через USB к минимуму.
Установка драйверов:
- Подключите принтер к компьютеру или ноутбуку при помощи USB-кабеля.
- Драйвер для устройства находится на SD-карте. Скопируйте его на жесткий диск ПК.
- Теперь нужно зайти в «Диспетчер устройств» и выбрать подключенный принтер. Кликнуть по нему правой клавишей мыши и принудительно переустановить драйвер для устройства печати. При это нужно указать путь к скопированному файлу драйвера.
Принтер получит собственный COM-порт в системе Windows. Его можно посмотреть в настройках драйвера. Этот параметр может понадобиться для дальнейшей работы.
Интересно! Иногда в системе возникают конфликт двух устройств, если ранее на ПК уже ставили драйверы для аналогичных принтеров. Их можно отследить там же, в «Диспетчере устройств». Такие дубли необходимо удалить для корректной работы аппарата.
Первичная калибровка:
- Полностью соберите устройство, проверьте качество сборки. Подключите принтер в сеть.
- Зайдите в главное меню устройства на сенсорном дисплее. Поочередно нажмите кнопки: «Tools», «Home», «Home All».
- Чтобы отключить работу моторчиков, перейдите в стартовое меню, после чего нажмите кнопку «Setup», сразу после нее — «Motor».
- Между соплом и платформой положите чистый лист A4 стандартной толщины. Перемещайте платформу от каждого угла к центру. Важно чтобы в этот момент лист не зацеплял сопло экструдера.
- При выполнении данной манипуляции необходимо отслеживать расстояние между соплом и бумагой. Оно должно быть равным по всей плоскости. Если где-то уровень высоты уходит в большую или меньшую сторону, стоит подкрутить горизонт при помощи винтов. Таким образом просматривают 4 угла. Если они встают в горизонт, то и центр равняется.
- Для проверки калибровки на принтере переходят в раздел «Print», после чего выбирают файл ««Owl_pair»». Устройство начнет прогревать экструдер и платформу.
- Заправьте филамент в печатную головку и дождитесь действий принтера.
- Если во время тестовой печати видно, что сопло находится не на оптимальном уровне, нужно остановить печать через кнопку «Stop» и снова подкрутить винты под печатной платформой.
Для работы через слайсер пользователю потребуется скачать соответствующее ПО. Самое популярное решение на данный момент – программа Cura. Ее можно скачать с официального сайта разработчика.
Интерфейс Cura:
Советы для правильной работы принтера:
- снимайте готовую модель только после полного остывания филамента. Обычно ее можно убирать через 15 минут после окончания печати;
- не сдвигайте ось Z после окончания работы;
- чтобы получить ровный слой филамента, используйте пинцет для удаления излишков материала.
Принтер нужно чистить, как и любую другую технику. Делайте это регулярно, при выключенном питании. Чтобы устройство не сгорело при случайном скачке напряжения, используйте сетевой фильтр или блок бесперебойного питания.
Важно! Платформа разогревается до 90 °C, экструдер может набирать до 250 °C. Будьте аккуратны при работе с принтером. Не хватайтесь за его конструкцию сразу после печати. Иначе можно получить сильный ожог.
Anycubic Mega X уже стал одним из самых продаваемых принтеров на территории России и СНГ за 2020 год. Принтер интересен тем, что может печатать довольно крупные модели или детали без склеек. Качество печати также на довольно высоком уровне. В сочетании с невысокой стоимостью филамента это делает его довольно привлекательным устройством в коммерческом плане.
2019-12-20 в 13:19 (последнее изменение 2021-04-06 в 14:33)
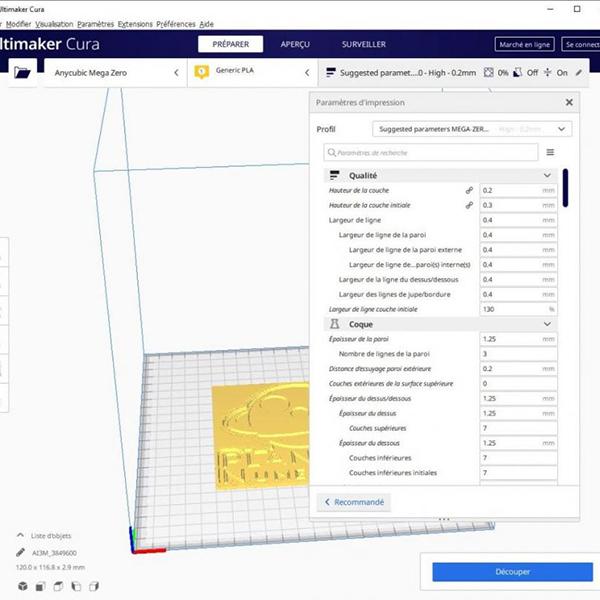
У меня стали очень часто спрашивать какие настройки в программе слайсере Cura на моем 3d принтере Anycubic I3 Mega. Пользуюсь версией 15.04.6. Проблем с русским языком нет. Все понятно. Принтер к компьютеру не подключал, прошивку ни разу после покупки не обновлял. Файлы печати к нему передаю через SD карту.
В начале необходимо выбрать профиль принтера Prusa I3 Mendel. Далее в пункте меню «Принтер» — «Настройки принтера…» необходимо заполнить все поля как на скрине ниже.

Далее в настройках слева произвести следующие настройки. Во вкладке «Основные» так же как на следующем снимке.
Во вкладке «Продвинутые» такие настройки.
На таких настройках мои модели получается достаточно точными. При этом конечно возрастает время печати. Однако если нам нужно ускорить печать можно изменять следующие параметры как:
— Высота слоя печати
— Толщина стенки
— Плотность заполнения
Изменяя эти параметры мы можем также снизить и расход филамента.
Температура сопла (экструдера) в 200ºC и стола в 60ºC в данный момент настроена на печать желтым PLA GEO прутком.
P.S. Вот такая мышка получилась как подарок на новый год ребенку.


Скачать программу Cura на нашем сервере.
Не пропустите обновления! Подписывайтесь на нашу группу Вконтакте.
Так же у нас есть Telegram канал.
Вам понравился наш материал? Поделитесь с коллегами!
- 1
- 2
- 3
- 4
- 5
Просмотров: 19494. Оценка статьи: 3.9 из 5. Уже оценило 17 читателей